S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- MX-19.2 Users Manual: v. 20200801 Manual AT Mxlinux DOT OrgDocument199 paginiMX-19.2 Users Manual: v. 20200801 Manual AT Mxlinux DOT OrgHibozoÎncă nu există evaluări
- AutoCAD Shortcuts 11x8.5 MECH-REV PDFDocument11 paginiAutoCAD Shortcuts 11x8.5 MECH-REV PDFKristijan BorasÎncă nu există evaluări
- Fastener Design Manual, Part OneDocument10 paginiFastener Design Manual, Part OneHibozoÎncă nu există evaluări
- Heisenberg, Werner - Physics and Philosophy PDFDocument91 paginiHeisenberg, Werner - Physics and Philosophy PDFDaniel Henriques LourençoÎncă nu există evaluări
- Welding of Duplex Stainless SteelDocument7 paginiWelding of Duplex Stainless SteelHibozoÎncă nu există evaluări
- Autocad PrečiceDocument4 paginiAutocad PrečiceMRSRDJANIÎncă nu există evaluări
- Service.: The 2.7-Litre V6 BiturboDocument72 paginiService.: The 2.7-Litre V6 BiturboHibozoÎncă nu există evaluări
- Bosch Vp37 PumpsDocument32 paginiBosch Vp37 PumpsLuís Fidalgo92% (13)
- Fastener Design Manual, Part TwoDocument9 paginiFastener Design Manual, Part TwoHibozoÎncă nu există evaluări
- By Wikibooks Contributors: FromDocument84 paginiBy Wikibooks Contributors: FromHibozoÎncă nu există evaluări
- Advance Steel 2014 - Starting Guide (En) MetricDocument44 paginiAdvance Steel 2014 - Starting Guide (En) MetricHibozoÎncă nu există evaluări
- Dimensioning and TolerancingDocument94 paginiDimensioning and TolerancingidontlikeebooksÎncă nu există evaluări
- AutoCAD 2010 Learning AutoCAD 3DDocument92 paginiAutoCAD 2010 Learning AutoCAD 3DHibozoÎncă nu există evaluări
- Inventor 2010 Get StartDocument84 paginiInventor 2010 Get StartHibozoÎncă nu există evaluări
- Catalogo Hommel KellerDocument52 paginiCatalogo Hommel KellerHibozoÎncă nu există evaluări
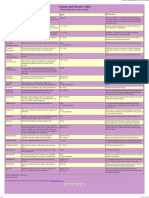
- Vitamin and Mineral TABLEDocument1 paginăVitamin and Mineral TABLEHibozoÎncă nu există evaluări
- BCSA - P50-09 Typical Welding Procedure Specifications For Structural Steelwork - Welding BookDocument0 paginiBCSA - P50-09 Typical Welding Procedure Specifications For Structural Steelwork - Welding BookDifa Liu100% (1)
- TATA Product Range 10 - UpdateDocument67 paginiTATA Product Range 10 - UpdateKrishnadas GouravÎncă nu există evaluări
- TST06 Welded Joints Brochure 05-11 (Uk)Document72 paginiTST06 Welded Joints Brochure 05-11 (Uk)Anonymous 7MdZQn1Încă nu există evaluări
- Basic Training Manual Xsteel 6.0Document195 paginiBasic Training Manual Xsteel 6.0Hibozo100% (1)
- Primavera TutorialDocument82 paginiPrimavera Tutorialgalante gorky95% (20)
- TST06 Welded Joints Brochure 05-11 (Uk)Document72 paginiTST06 Welded Joints Brochure 05-11 (Uk)Anonymous 7MdZQn1Încă nu există evaluări
- Structural Steel Welding - Semih Genculu, P.EDocument18 paginiStructural Steel Welding - Semih Genculu, P.ErobersasmitaÎncă nu există evaluări
- Cost Comparison Steel vs. ConcreteDocument20 paginiCost Comparison Steel vs. ConcreteHibozo82% (17)
- Technical ManualDocument72 paginiTechnical ManualHibozoÎncă nu există evaluări
- Tata Steel - Designers Manual (India)Document39 paginiTata Steel - Designers Manual (India)Rohit Rangnekar100% (3)
- Steel Construction - Education SectorDocument24 paginiSteel Construction - Education Sectorhgor100% (1)
- Autocad 2dDocument30 paginiAutocad 2dFaisal MuhammadÎncă nu există evaluări
- Sheets HappenDocument48 paginiSheets Happenbth8320Încă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- A Better Bucket: Designed by Amy M. Swenson For Make One Yarn StudioDocument2 paginiA Better Bucket: Designed by Amy M. Swenson For Make One Yarn StudioMaria Makri100% (4)
- Canadian Woodworking Home Improvement - December January 2021Document80 paginiCanadian Woodworking Home Improvement - December January 2021joao a100% (2)
- Food Service - Plates & Bowls - EarthenwareDocument222 paginiFood Service - Plates & Bowls - EarthenwareThe 18th Century Material Culture Resource Center100% (2)
- Cost SequenceDocument6 paginiCost SequenceCharanjeet SinghÎncă nu există evaluări
- Alternatives To Wood Packaging MaterialDocument2 paginiAlternatives To Wood Packaging Materialcole santosÎncă nu există evaluări
- B-Axis Synchronization Function Work Program - 02Document2 paginiB-Axis Synchronization Function Work Program - 02Kamal KannanÎncă nu există evaluări
- Viero HydroDocument2 paginiViero HydroRahul SinghÎncă nu există evaluări
- Inding MachineDocument22 paginiInding MachineVikrant SharmaÎncă nu există evaluări
- Hazra Chowdhury - CompressedDocument31 paginiHazra Chowdhury - CompressedSamrat BandyopadhyayÎncă nu există evaluări
- Tle 6 (Industrial Arts) Week 1 Day 1Document4 paginiTle 6 (Industrial Arts) Week 1 Day 1Krisna HundosÎncă nu există evaluări
- List Bolt EIPC CFM56-7BDocument10 paginiList Bolt EIPC CFM56-7BRizal AzizÎncă nu există evaluări
- Tle 9 He Dressmaking q1 Group 1 and 2Document35 paginiTle 9 He Dressmaking q1 Group 1 and 2Yhannie C TunacaoÎncă nu există evaluări
- Singer 288 PDFDocument67 paginiSinger 288 PDFWalid El-ShafaiÎncă nu există evaluări
- Popular Mechanics - DIY Fly CutterDocument3 paginiPopular Mechanics - DIY Fly CuttersonofsilasÎncă nu există evaluări
- Multipurpose Cart SCDocument1 paginăMultipurpose Cart SCShane TwogoodÎncă nu există evaluări
- KOBECUT - HSS Cutter Depth 50 MMDocument1 paginăKOBECUT - HSS Cutter Depth 50 MMandrianhaweÎncă nu există evaluări
- High-precision chuck and collet catalog featuring micro and mini tool holding solutionsDocument0 paginiHigh-precision chuck and collet catalog featuring micro and mini tool holding solutionsgeav25653855Încă nu există evaluări
- Alyssa Marie J. Mortel Art Appreciation-Saturday Class: Textile (Art Soul, Dreams and Imagination)Document3 paginiAlyssa Marie J. Mortel Art Appreciation-Saturday Class: Textile (Art Soul, Dreams and Imagination)Theios DG100% (1)
- Sargent Duplicarver PDFDocument11 paginiSargent Duplicarver PDFkamlÎncă nu există evaluări
- Two Parts of Machine Week2Document31 paginiTwo Parts of Machine Week2Kattie Bosi AngoluanÎncă nu există evaluări
- JoineryDocument37 paginiJoineryhafizeijaÎncă nu există evaluări
- L 90157Document7 paginiL 90157nwytgÎncă nu există evaluări
- Building Technology Written SbaDocument2 paginiBuilding Technology Written Sbaapi-291113595Încă nu există evaluări
- Knitter's Handy Book of Top Down BLAD WebDocument8 paginiKnitter's Handy Book of Top Down BLAD WebInterweave27% (48)
- Item Name 29/09/2020 16/03/2021 31/03/2021 TOTAL STORE On M/C 10 10 10 22 10 20 10 20 10 20 20 10 60 10 2 10 0 20 Total 204 30 40 274Document5 paginiItem Name 29/09/2020 16/03/2021 31/03/2021 TOTAL STORE On M/C 10 10 10 22 10 20 10 20 10 20 20 10 60 10 2 10 0 20 Total 204 30 40 274RajeshBehalÎncă nu există evaluări
- 2016 - April-May - Stitch MagazineDocument68 pagini2016 - April-May - Stitch Magazineana100% (1)
- EXPORT MANAGEMENT AND DOCUMENTATIONDocument18 paginiEXPORT MANAGEMENT AND DOCUMENTATIONSharad panwarÎncă nu există evaluări
- Amigurumi Sandwich From Yummi YummiDocument7 paginiAmigurumi Sandwich From Yummi YummibuffylovezÎncă nu există evaluări
- BoltDocument3 paginiBoltbilmon selviantoÎncă nu există evaluări