S-ar putea să vă placă și
- Fadal Zero-Out Memory ProcedureDocument2 paginiFadal Zero-Out Memory Procedureavalente112Încă nu există evaluări
- CNC Error Code Table AppendixDocument32 paginiCNC Error Code Table Appendixakirenavi100% (1)
- Main Card 3 E48090-450-38-C Opus 5000 1911-1103 Okuma Datasheet PDFDocument7 paginiMain Card 3 E48090-450-38-C Opus 5000 1911-1103 Okuma Datasheet PDFaaamil13Încă nu există evaluări
- Fanuc 10 Fanuc 11 Memory Backup ProceduresDocument1 paginăFanuc 10 Fanuc 11 Memory Backup ProceduresLeonardusÎncă nu există evaluări
- Manual Servos FanucDocument658 paginiManual Servos FanucGerman Lag100% (1)
- 65002e PDFDocument348 pagini65002e PDFCristobal PerezÎncă nu există evaluări
- HANDY-ROM User's ManualDocument10 paginiHANDY-ROM User's ManualJamilÎncă nu există evaluări
- BETA I Servo Motors SpecificationsDocument8 paginiBETA I Servo Motors SpecificationsAleksandr1989Încă nu există evaluări
- Gauging Manual PDFDocument311 paginiGauging Manual PDFsekhon875115Încă nu există evaluări
- 3760 PC FAPT Ladder SetupDocument2 pagini3760 PC FAPT Ladder SetupQuy QuyÎncă nu există evaluări
- Parametros Fanuc OmDocument19 paginiParametros Fanuc OmJuan Fernando Salazar100% (2)
- ES400 F 21iMB Mag Zero Set 033007Document3 paginiES400 F 21iMB Mag Zero Set 033007Julián MorelosÎncă nu există evaluări
- Fanuc: 0 Series ControllerDocument16 paginiFanuc: 0 Series ControllerHoangvinh Duong100% (1)
- Okuma Vac 1 Vac 2 Switch SettingsDocument7 paginiOkuma Vac 1 Vac 2 Switch SettingsAngel Giovanny Toapanta0% (1)
- 64113EN1Document1.224 pagini64113EN1João Paulo Moreira Santos BarbosaÎncă nu există evaluări
- Fanuc Tape Drill Mate Data SheetDocument12 paginiFanuc Tape Drill Mate Data SheetIvan Jesus Castilla Carrillo100% (2)
- Genos-En CNC OkumaDocument13 paginiGenos-En CNC Okumahggil380250% (2)
- Fanuc RS232 Internal Connections and Parameters: OM ControlDocument5 paginiFanuc RS232 Internal Connections and Parameters: OM ControlLio SnÎncă nu există evaluări
- Fanuc Series 16 Backup ProcedureDocument4 paginiFanuc Series 16 Backup ProcedureYael Abraham GutiérrezÎncă nu există evaluări
- Manual-Atl-sauter Oper Inst Ba 695 Disc Tool TurretDocument40 paginiManual-Atl-sauter Oper Inst Ba 695 Disc Tool Turretserege100% (1)
- Powermate 0 Maintenance Manual PDFDocument227 paginiPowermate 0 Maintenance Manual PDFmrtans100% (1)
- B-64305EN - 01 Maintenance Manual 0i-DDocument628 paginiB-64305EN - 01 Maintenance Manual 0i-DBaldev Singh100% (1)
- B64393en PDFDocument1.076 paginiB64393en PDFuongquocvu100% (3)
- Mitsubishi Maintenance ManualsDocument39 paginiMitsubishi Maintenance ManualsPrabhat BhateraÎncă nu există evaluări
- Fanuc 10 Alarm ListDocument8 paginiFanuc 10 Alarm ListRevolusiSoekarno0% (1)
- Fanuc Control Parameter Settings RS232Document2 paginiFanuc Control Parameter Settings RS232Thk Bao HanhÎncă nu există evaluări
- GE Fanuc 18i Wiring DiagramDocument40 paginiGE Fanuc 18i Wiring Diagramapi-3771584100% (2)
- Fanucbetadrive - PDF - POWER MOTION MANAGER FUNCTIONS PDFDocument200 paginiFanucbetadrive - PDF - POWER MOTION MANAGER FUNCTIONS PDFeletropaulomococaÎncă nu există evaluări
- Maintenance Manual: Fanuc Ac Spinole ServoDocument152 paginiMaintenance Manual: Fanuc Ac Spinole Servovasiliy vasilievichÎncă nu există evaluări
- Scale To Encoder Fanus 15MDocument1 paginăScale To Encoder Fanus 15MAmit Jholapara100% (1)
- Fanuc Series 15-Model TA, TTA Operator's Manual Supplement For Trouble Diagnosis Guidance (B-61214E-1 - 01)Document12 paginiFanuc Series 15-Model TA, TTA Operator's Manual Supplement For Trouble Diagnosis Guidance (B-61214E-1 - 01)theguru_99925% (4)
- Fanuc 10-11 Memory Backup ProceduresDocument1 paginăFanuc 10-11 Memory Backup ProceduressunhuynhÎncă nu există evaluări
- Mazak m2Document3 paginiMazak m2hungÎncă nu există evaluări
- Fanuc Page 8 (Para Spindle and Pro 9000)Document16 paginiFanuc Page 8 (Para Spindle and Pro 9000)Hoangvinh Duong100% (1)
- M-Servo Batt Drop - 5066.17Document1 paginăM-Servo Batt Drop - 5066.17David Cruz100% (1)
- Yasnac I80m AppendixDocument339 paginiYasnac I80m AppendixsunhuynhÎncă nu există evaluări
- Fanuc Tape Drill Mate Parts ManualDocument176 paginiFanuc Tape Drill Mate Parts ManualIvan Jesus Castilla Carrillo100% (3)
- Fanuc: Spindle ControlDocument8 paginiFanuc: Spindle ControlTony AntonyÎncă nu există evaluări
- Parameter ManualDocument794 paginiParameter ManualEX LSÎncă nu există evaluări
- Okuma Manuals 2771Document96 paginiOkuma Manuals 2771kkcm100% (1)
- Fanuc 6mDocument3 paginiFanuc 6mLưu QuýÎncă nu există evaluări
- Dan's Fanuc Spindle InfoDocument13 paginiDan's Fanuc Spindle InfoPham LongÎncă nu există evaluări
- Variaxis Electrical CircuitDocument218 paginiVariaxis Electrical CircuitPaolo GuarnizoÎncă nu există evaluări
- A16b 1310 0010 01 Power Unit Fanuc Manual PDFDocument635 paginiA16b 1310 0010 01 Power Unit Fanuc Manual PDFNisar AhmedÎncă nu există evaluări
- Functions With PHPDocument11 paginiFunctions With PHPJothi KumarÎncă nu există evaluări
- Yasnac J300 PLC Programming ManualDocument224 paginiYasnac J300 PLC Programming Manualsunhuynh100% (1)
- Acc/Dec and Axis Control Parameters OptimizationDocument20 paginiAcc/Dec and Axis Control Parameters OptimizationPhong HuynhÎncă nu există evaluări
- Operação M64Document347 paginiOperação M64Luciano MalheiroÎncă nu există evaluări
- BNP b2267 (Eng) CDocument317 paginiBNP b2267 (Eng) CibraheemÎncă nu există evaluări
- SimplexMotionHubManual 02bDocument14 paginiSimplexMotionHubManual 02benrique8herrera-10Încă nu există evaluări
- C20 Om W83-E1-5Document166 paginiC20 Om W83-E1-5Kitty KyÎncă nu există evaluări
- 03 Traversing Gear SlaveDocument69 pagini03 Traversing Gear SlaveDeMen NguyenÎncă nu există evaluări
- 03 Closing GearDocument77 pagini03 Closing GearWhite TigerÎncă nu există evaluări
- 1 Introduction To Real-Time ControlDocument8 pagini1 Introduction To Real-Time ControlraghavÎncă nu există evaluări
- ST 9096 ADocument2 paginiST 9096 AjamesyuÎncă nu există evaluări
- 03 Slewing GearDocument75 pagini03 Slewing GearDeMen NguyenÎncă nu există evaluări
- How Do You Address The ASI Slaves Via The 243-2 in STEP 7-Micro WINDocument12 paginiHow Do You Address The ASI Slaves Via The 243-2 in STEP 7-Micro WINwww.otomasyonegitimi.comÎncă nu există evaluări
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosDe la EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosEvaluare: 5 din 5 stele5/5 (1)
- WAN TECHNOLOGY FRAME-RELAY: An Expert's Handbook of Navigating Frame Relay NetworksDe la EverandWAN TECHNOLOGY FRAME-RELAY: An Expert's Handbook of Navigating Frame Relay NetworksÎncă nu există evaluări
- Tioga Pipe ChartDocument2 paginiTioga Pipe ChartMahmoud GaberÎncă nu există evaluări
- KX-TEA308 User ManualDocument172 paginiKX-TEA308 User ManualsunhuynhÎncă nu există evaluări
- KG316T time switch manual guideDocument4 paginiKG316T time switch manual guideAbdu SobhyÎncă nu există evaluări
- Pipe Dimensions Chart Rev Jan 2012Document1 paginăPipe Dimensions Chart Rev Jan 2012snake13Încă nu există evaluări
- KX T7730 Manual PDFDocument16 paginiKX T7730 Manual PDFpatramaleÎncă nu există evaluări
- Leadshine EL5 User ManualDocument97 paginiLeadshine EL5 User ManualsunhuynhÎncă nu există evaluări
- Panasonic KX t7730 KX t7730 BDocument35 paginiPanasonic KX t7730 KX t7730 BKusnadiÎncă nu există evaluări
- Panasonic KX-TA624 Installation ManualDocument12 paginiPanasonic KX-TA624 Installation Manualsunhuynh100% (1)
- Panasonic KX-TA1232 User ManualDocument16 paginiPanasonic KX-TA1232 User ManualsunhuynhÎncă nu există evaluări
- Bao Ve Role Va Tu Dong Hoa He Thong DienDocument329 paginiBao Ve Role Va Tu Dong Hoa He Thong Dienth037100% (3)
- Panasonic KX-TA624 User ManualDocument16 paginiPanasonic KX-TA624 User ManualsunhuynhÎncă nu există evaluări
- Hardware Manual of The Easy Servo Drives: ES-DH SeriesDocument28 paginiHardware Manual of The Easy Servo Drives: ES-DH SeriesgrekÎncă nu există evaluări
- Daikin piston pump contact and catalog detailsDocument35 paginiDaikin piston pump contact and catalog detailsWidiMufantoÎncă nu există evaluări
- LY Relay DatasheetDocument13 paginiLY Relay DatasheetYahyaPaisalÎncă nu există evaluări
- Hitachi Seiki VS50 60 Operating ManualDocument139 paginiHitachi Seiki VS50 60 Operating ManualsunhuynhÎncă nu există evaluări
- PG Type Cable Gland: Code No Cable Range (MM) Thread O.D. D1 (MM) Thread Length L1 (MM) Spanner Size (MM) Packing PCS/BagDocument2 paginiPG Type Cable Gland: Code No Cable Range (MM) Thread O.D. D1 (MM) Thread Length L1 (MM) Spanner Size (MM) Packing PCS/BagLucky ChauhanÎncă nu există evaluări
- Section 07Document42 paginiSection 07christos1157Încă nu există evaluări
- MIG100J6CSB1W SEMICONDUCTION DatasheetDocument10 paginiMIG100J6CSB1W SEMICONDUCTION DatasheetsunhuynhÎncă nu există evaluări
- Mazak Fusion 640 Series How To Create A Backup Using RS232Document5 paginiMazak Fusion 640 Series How To Create A Backup Using RS232sunhuynh100% (2)
- HDSD KboneDocument8 paginiHDSD KbonesunhuynhÎncă nu există evaluări
- Ckd-Filter w1000 SeriesDocument5 paginiCkd-Filter w1000 SeriessunhuynhÎncă nu există evaluări
- Solenoid ValveDocument16 paginiSolenoid ValvesunhuynhÎncă nu există evaluări
- DAC80 CB1 V DatasheetDocument10 paginiDAC80 CB1 V DatasheetsunhuynhÎncă nu există evaluări
- D D D D D D: Description/ordering InformationDocument22 paginiD D D D D D: Description/ordering InformationsunhuynhÎncă nu există evaluări
- A-Ryung: Pump For All, All For PumpDocument52 paginiA-Ryung: Pump For All, All For PumpLia LailaÎncă nu există evaluări
- MR Series Rectangular ConnectorsDocument69 paginiMR Series Rectangular ConnectorssunhuynhÎncă nu există evaluări
- Hammer Drill HP1631-HP1630 Instruction ManualDocument24 paginiHammer Drill HP1631-HP1630 Instruction ManualsunhuynhÎncă nu există evaluări
- User Manual DNC One 2015Document30 paginiUser Manual DNC One 2015Dima TrushkinÎncă nu există evaluări
- Echnical Information: Oncept and Main ApplicationsDocument6 paginiEchnical Information: Oncept and Main ApplicationsKakoy Lagusan EcobenÎncă nu există evaluări
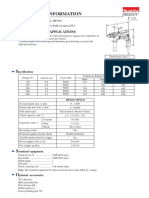
- Drill 6411 6412 6413 M611 Technical InformationDocument12 paginiDrill 6411 6412 6413 M611 Technical InformationsunhuynhÎncă nu există evaluări
- Character Sets, Encodings, and UnicodeDocument26 paginiCharacter Sets, Encodings, and UnicodeSergioPascoalÎncă nu există evaluări
- L-3 Ocean Systems Helras Ds-100Document2 paginiL-3 Ocean Systems Helras Ds-100Shiva SinghÎncă nu există evaluări
- Onduleur OFF-GRID GrowattDocument2 paginiOnduleur OFF-GRID GrowattSates EnergyÎncă nu există evaluări
- TIPS TO IMPROVE YOUR COST REPORTDocument17 paginiTIPS TO IMPROVE YOUR COST REPORTJasdeep BajajÎncă nu există evaluări
- Guide To The Assessment of IT Risk (GAIT) - Part 5Document10 paginiGuide To The Assessment of IT Risk (GAIT) - Part 5Ko ZawÎncă nu există evaluări
- Drill Manual 50BDocument12 paginiDrill Manual 50BPanesar SunnyÎncă nu există evaluări
- Nate Jasper ResumeDocument2 paginiNate Jasper Resumeapi-293446366Încă nu există evaluări
- Dsxgs 80Document67 paginiDsxgs 80Zsolt CsalótzkyÎncă nu există evaluări
- Encode The Sign EKAM For SharadaDocument6 paginiEncode The Sign EKAM For SharadaShyam MishraÎncă nu există evaluări
- AARNOVA Energy Solutions: AARNOVA Technologies PVT LTD 2018Document23 paginiAARNOVA Energy Solutions: AARNOVA Technologies PVT LTD 2018Shisher SÎncă nu există evaluări
- NHAI Quality Assurance Manual PDFDocument308 paginiNHAI Quality Assurance Manual PDFkom1984Încă nu există evaluări
- Method Statement For Plastering WorkDocument15 paginiMethod Statement For Plastering Workstrikersam100% (9)
- QuestionsDocument14 paginiQuestionsमंदार जोगÎncă nu există evaluări
- Lift Plan FormDocument1 paginăLift Plan Formخالد نسیمÎncă nu există evaluări
- Panasonic TH 42px70eaDocument48 paginiPanasonic TH 42px70eapunky_999Încă nu există evaluări
- Report Control - User Guide: Release - R18AMRDocument15 paginiReport Control - User Guide: Release - R18AMRZakaria AlmamariÎncă nu există evaluări
- 6.stored Functions (Main Notes)Document5 pagini6.stored Functions (Main Notes)Lakshman KumarÎncă nu există evaluări
- Automatic Room Light Controller with Visitor CounterDocument19 paginiAutomatic Room Light Controller with Visitor CountergeniunetÎncă nu există evaluări
- User EngineDocument3 paginiUser EngineFauzi NandihÎncă nu există evaluări
- Chapter-1. Introduction To Data StructureDocument3 paginiChapter-1. Introduction To Data StructureQuazi Hasnat IrfanÎncă nu există evaluări
- MFI-9 Specification SheetDocument3 paginiMFI-9 Specification SheetAkhilesh KumarÎncă nu există evaluări
- Axion Technical Services PVT LTD: Vehicle Inspection ReportDocument4 paginiAxion Technical Services PVT LTD: Vehicle Inspection ReportMythili Gopi100% (1)
- ACM-8RF Instruction Manual 50362Document48 paginiACM-8RF Instruction Manual 50362Said RomeroÎncă nu există evaluări
- Predictive Maintenance of Electromechanical Systems Based On Enhanced Generative Adversarial Neural Network With Convolutional Neural NetworkDocument9 paginiPredictive Maintenance of Electromechanical Systems Based On Enhanced Generative Adversarial Neural Network With Convolutional Neural NetworkIAES IJAIÎncă nu există evaluări
- TS3500 Maintenance Information (MI) 36th EditionDocument1.208 paginiTS3500 Maintenance Information (MI) 36th EditionCarlos FreitasÎncă nu există evaluări
- Cyber IoT Security Guide for Safety, Disaster and Environment ServicesDocument132 paginiCyber IoT Security Guide for Safety, Disaster and Environment Services김정미Încă nu există evaluări
- Autonomousvehiclereportv06c 161221232942Document93 paginiAutonomousvehiclereportv06c 161221232942Adarsh AjÎncă nu există evaluări
- DFT Interview QuestionsDocument2 paginiDFT Interview QuestionsSatish Mb100% (1)
- EXAM 4A 330 A and C REV 1Document6 paginiEXAM 4A 330 A and C REV 1Chairul IchwanÎncă nu există evaluări
- File Backup Using PCINDocument3 paginiFile Backup Using PCINnestor gonzalez de leonÎncă nu există evaluări