S-ar putea să vă placă și
- (D-103) Fractionating Trays - Rev1 PDFDocument10 pagini(D-103) Fractionating Trays - Rev1 PDFmihir_jha2Încă nu există evaluări
- Air Coolers Versus Shell-And-tube Water CoolersDocument8 paginiAir Coolers Versus Shell-And-tube Water CoolersDefenceDog67% (3)
- Process Engg Design Guide Matls Corrosion TechnipDocument21 paginiProcess Engg Design Guide Matls Corrosion Techniplutfi awnÎncă nu există evaluări
- PP Aaa PP1 122Document19 paginiPP Aaa PP1 122Rabah AmidiÎncă nu există evaluări
- Piping Design Articles by Robert Kern PDFDocument53 paginiPiping Design Articles by Robert Kern PDFDiego IQ100% (1)
- SAMSUNG SEM-9471E - Process Design Manual - Health and Design Safety Specification Rev0 2004Document7 paginiSAMSUNG SEM-9471E - Process Design Manual - Health and Design Safety Specification Rev0 2004d_mazieroÎncă nu există evaluări
- 2nd Part of CalculationDocument26 pagini2nd Part of CalculationLohith NatarajÎncă nu există evaluări
- Considerations For Centrifugal Compressor Piping LayoutDocument6 paginiConsiderations For Centrifugal Compressor Piping LayoutRakesh RanjanÎncă nu există evaluări
- Final Project Report: Uop, LLCDocument165 paginiFinal Project Report: Uop, LLCSiddharth KishanÎncă nu există evaluări
- Quench Towers Published Paper PDFDocument6 paginiQuench Towers Published Paper PDFarmando0212-1Încă nu există evaluări
- Engineering Standard: IPS-E-PR-330Document30 paginiEngineering Standard: IPS-E-PR-330Akmal ZuhriÎncă nu există evaluări
- NGL1 V1 Sec 4Document218 paginiNGL1 V1 Sec 4varatharajan g rÎncă nu există evaluări
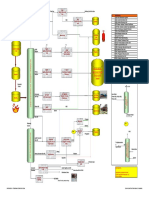
- SWS Process Flow DiagramDocument1 paginăSWS Process Flow DiagramNKÎncă nu există evaluări
- Foster Wheeler - Design Rundown TemperatureDocument1 paginăFoster Wheeler - Design Rundown TemperatureAsad RazaÎncă nu există evaluări
- 4 Integrated Refinery-Cracker The New Paradigm - FluorDocument24 pagini4 Integrated Refinery-Cracker The New Paradigm - FluorxinghustÎncă nu există evaluări
- Design Guide 1Document50 paginiDesign Guide 1ghostamir100% (1)
- Piping Concept On Heat Exchangers: Presented By: S. LoganathanDocument38 paginiPiping Concept On Heat Exchangers: Presented By: S. LoganathandivakarÎncă nu există evaluări
- Unit 3 Steam GenerationDocument30 paginiUnit 3 Steam GenerationkhalimnÎncă nu există evaluări
- Basic Engineering Design Basis For Sour Water Stripper Unit (SWS) (UNIT 08)Document10 paginiBasic Engineering Design Basis For Sour Water Stripper Unit (SWS) (UNIT 08)mohsen ranjbarÎncă nu există evaluări
- UOP-Typical Equipment Layout Rev 01Document3 paginiUOP-Typical Equipment Layout Rev 01ermusat100% (1)
- Column Piping: Study Layout, Nozzle Orientation & Platforms RequirementsDocument23 paginiColumn Piping: Study Layout, Nozzle Orientation & Platforms Requirementsreach_arindomÎncă nu există evaluări
- 943025-806 Strainers Rev01Document3 pagini943025-806 Strainers Rev01studyendlessÎncă nu există evaluări
- RefinedDocument2 paginiRefinedminh nguyenÎncă nu există evaluări
- 2394-000-STC-1391-00 - 0-Welded SeriesDocument35 pagini2394-000-STC-1391-00 - 0-Welded SeriesvermaccioÎncă nu există evaluări
- Combined-Cycle HRSG Shutdown, Layup, and Startup Chemistry Control - POWERDocument15 paginiCombined-Cycle HRSG Shutdown, Layup, and Startup Chemistry Control - POWERShameer MajeedÎncă nu există evaluări
- Standard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USADocument9 paginiStandard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USAhlagos123Încă nu există evaluări
- Characteristics of Thermosiphon Reboilers: Stephan Arneth, Johann StichlmairDocument7 paginiCharacteristics of Thermosiphon Reboilers: Stephan Arneth, Johann StichlmairKiril AckovskiÎncă nu există evaluări
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocument2 paginiDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanÎncă nu există evaluări
- Appendix A - DATASHEET - BilectricDocument11 paginiAppendix A - DATASHEET - BilectricChakravarthy BharathÎncă nu există evaluări
- Energy Systems Presentation MaterialDocument208 paginiEnergy Systems Presentation MaterialLuis Enrique Leyva OvalleÎncă nu există evaluări
- Process Design: Norsok StandardDocument27 paginiProcess Design: Norsok StandardJason ThomasÎncă nu există evaluări
- Chemical & Process Technology - Two-Third (2 - 3) Rule or Ten-Thirteen (10 - 13) RuleDocument3 paginiChemical & Process Technology - Two-Third (2 - 3) Rule or Ten-Thirteen (10 - 13) RuleomeshchemÎncă nu există evaluări
- 03 Crude Unit DesignDocument88 pagini03 Crude Unit DesignVĂN ĐOÀN HUYÎncă nu există evaluări
- Design and Control of Condensate-Throttling ReboilersDocument12 paginiDesign and Control of Condensate-Throttling ReboilerscymyÎncă nu există evaluări
- Achieving Zero Discharge Panipat Refinery and Petrochemical Complex-Indian OilDocument86 paginiAchieving Zero Discharge Panipat Refinery and Petrochemical Complex-Indian OilWalter GuttlerÎncă nu există evaluări
- Isoalky Process Technology,: A New Era For Alkylation With Ionic Liquid AlkylationDocument16 paginiIsoalky Process Technology,: A New Era For Alkylation With Ionic Liquid AlkylationDavid RodriguesÎncă nu există evaluări
- FCCNHT ManualDocument182 paginiFCCNHT ManualAnjani Ganti100% (2)
- UOP-Proposed Layout Critical Piping Rev 00Document6 paginiUOP-Proposed Layout Critical Piping Rev 00ermusatÎncă nu există evaluări
- DHDS ProcessDocument9 paginiDHDS ProcessSandeep ChallaÎncă nu există evaluări
- Thermosiphon ReboilersDocument3 paginiThermosiphon ReboilersMuhammadÎncă nu există evaluări
- Pi Ups 1007Document30 paginiPi Ups 1007JOEL ARNAO CORTEGANAÎncă nu există evaluări
- Column Piping - Study Layout, Nozzle Orientation & Platforms RequirementsDocument37 paginiColumn Piping - Study Layout, Nozzle Orientation & Platforms RequirementsvasuÎncă nu există evaluări
- JEWEL T Hydrocarbon Dew Point ControlDocument2 paginiJEWEL T Hydrocarbon Dew Point ControljojeecaresÎncă nu există evaluări
- CDUDocument41 paginiCDUsidhuysn100% (2)
- 33 - Vacuum Distillation UnitDocument136 pagini33 - Vacuum Distillation Unitsunggwan kim0% (1)
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 paginiFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezÎncă nu există evaluări
- 01) Pressure Vessels and Piping-NewDocument242 pagini01) Pressure Vessels and Piping-NewHaytham Mohamed0% (1)
- 3.methodology of Pressure Settings On Storage Tanks.Document10 pagini3.methodology of Pressure Settings On Storage Tanks.heyheyÎncă nu există evaluări
- UOPDocument7 paginiUOPs4scholar100% (2)
- 04 PP Training Powerpoint PDFDocument103 pagini04 PP Training Powerpoint PDFBkdn DungÎncă nu există evaluări
- Engro Fertilizer ReportDocument46 paginiEngro Fertilizer ReportSher Muhammad100% (1)
- Column Hydraulics NotesDocument4 paginiColumn Hydraulics NotessatishchemengÎncă nu există evaluări
- Knockout DrumsDocument1 paginăKnockout DrumsCheng Kai CongÎncă nu există evaluări
- PMS Eil PDFDocument132 paginiPMS Eil PDFAravind Dhudaka100% (1)
- 18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Document5 pagini18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Avinash ShuklaÎncă nu există evaluări
- A Guide of Refinery ProcessDocument1 paginăA Guide of Refinery ProcessSubramani DuraikannuÎncă nu există evaluări
- Steam DumpingDocument9 paginiSteam DumpingsrinivasanÎncă nu există evaluări
- Att2 Baretti InternalsDocument36 paginiAtt2 Baretti InternalsAli MetinÎncă nu există evaluări
- 5.4.2 Engineering Spec Pressure Vessel - NewDocument52 pagini5.4.2 Engineering Spec Pressure Vessel - Newandrieysyah2525Încă nu există evaluări
- SCG Concrete Roof Cpac Home PlanDocument24 paginiSCG Concrete Roof Cpac Home PlanCivil FriendÎncă nu există evaluări
- 7t95 Po P 001 VP 0020. Utility Consumption List r0 c2Document2 pagini7t95 Po P 001 VP 0020. Utility Consumption List r0 c2Civil FriendÎncă nu există evaluări
- 7t95-P-7110ab-Vp-0006 - Auxiliary Piping Dwg. (2-4) (P-7110ab) - R2 - C1Document1 pagină7t95-P-7110ab-Vp-0006 - Auxiliary Piping Dwg. (2-4) (P-7110ab) - R2 - C1Civil FriendÎncă nu există evaluări
- Appendix - B Analysis Tables: Table B-1 Beam DiagramsDocument14 paginiAppendix - B Analysis Tables: Table B-1 Beam DiagramsCivil FriendÎncă nu există evaluări
- Appendix - C Sectional PropertiesDocument3 paginiAppendix - C Sectional PropertiesCivil FriendÎncă nu există evaluări
- Single Phase Liquid Flow - Water Hammer and Surge Pressure Design GuideDocument11 paginiSingle Phase Liquid Flow - Water Hammer and Surge Pressure Design GuideCivil FriendÎncă nu există evaluări
- Appendix A - Properties of ASTM Standard Reinforcing BarsDocument1 paginăAppendix A - Properties of ASTM Standard Reinforcing BarsCivil FriendÎncă nu există evaluări
- Piping Specialty Item Design GuideDocument3 paginiPiping Specialty Item Design GuideCivil Friend67% (3)
- Line List Input Design GuideDocument38 paginiLine List Input Design GuideCivil Friend86% (7)
- Process Steam Traps Design GuideDocument8 paginiProcess Steam Traps Design GuideCivil FriendÎncă nu există evaluări
- Process Technology OrganizationDocument4 paginiProcess Technology OrganizationCivil FriendÎncă nu există evaluări
- System Description Design GuideDocument15 paginiSystem Description Design GuideCivil FriendÎncă nu există evaluări
- Lab 1 Introduction: For The InstructorDocument4 paginiLab 1 Introduction: For The InstructorCivil FriendÎncă nu există evaluări
- A Project Report ON: Admerit IIT & ME, Patna LC Code:-01780Document74 paginiA Project Report ON: Admerit IIT & ME, Patna LC Code:-01780Santosh FranÎncă nu există evaluări
- TR 4015Document62 paginiTR 4015Matias AndréÎncă nu există evaluări
- ForensicDocument23 paginiForensicKamya ChandokÎncă nu există evaluări
- 01advantage1 ExtraListeningPrac1Document1 pagină01advantage1 ExtraListeningPrac1nereaÎncă nu există evaluări
- Sharda dss10 PPT 06Document48 paginiSharda dss10 PPT 06Ragini PÎncă nu există evaluări
- 4.NBT.1 Task 2Document2 pagini4.NBT.1 Task 2Nur NadzirahÎncă nu există evaluări
- Victor Vroom PresentaciónDocument7 paginiVictor Vroom Presentaciónapi-3831590100% (1)
- ONLINE20042111 MoDocument16 paginiONLINE20042111 MoPhương HoàngÎncă nu există evaluări
- Chapter 1 Introduction To Emergency Medical CareDocument19 paginiChapter 1 Introduction To Emergency Medical Carejmmos207064100% (1)
- 5 HPHT API 6x - FowlerDocument13 pagini5 HPHT API 6x - Fowlerchau nguyenÎncă nu există evaluări
- Genetic Structuralism by Group 6Document7 paginiGenetic Structuralism by Group 6Achmad AlghifariÎncă nu există evaluări
- Appendix - F2 - RAPDocument156 paginiAppendix - F2 - RAPMecha MartiniÎncă nu există evaluări
- 2010-2011 CatalogDocument339 pagini2010-2011 CatalogSimon TabÎncă nu există evaluări
- Elena Alina Popa: Key StrengthsDocument3 paginiElena Alina Popa: Key StrengthsElena Alina PopaÎncă nu există evaluări
- Deloitte IT Governance SurveyDocument20 paginiDeloitte IT Governance Surveymrehan2k2Încă nu există evaluări
- Guide SauvegardeDocument688 paginiGuide SauvegardemitrailleÎncă nu există evaluări
- Maxwell's EquationsDocument1 paginăMaxwell's EquationsAlemKomićÎncă nu există evaluări
- Nine Principles of Conscious LivingDocument57 paginiNine Principles of Conscious LivingSreeraj Guruvayoor SÎncă nu există evaluări
- Indonesia Fertilisers 2009Document5 paginiIndonesia Fertilisers 2009George Van BommelÎncă nu există evaluări
- My Black BookDocument5 paginiMy Black BookRiSHI KeSH GawaIÎncă nu există evaluări
- Goodrich 6e Ch03 Arrays PDFDocument12 paginiGoodrich 6e Ch03 Arrays PDFArjun SinghÎncă nu există evaluări
- The Future of Humanity ProjectDocument9 paginiThe Future of Humanity Projectapi-479088697Încă nu există evaluări
- HvyyjbbDocument128 paginiHvyyjbbAyashkanta RoutÎncă nu există evaluări
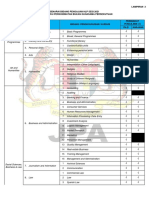
- Bidang Pengajian HLP 2021 - Perkhidmatan Bukan Gunasama PersekutuanDocument4 paginiBidang Pengajian HLP 2021 - Perkhidmatan Bukan Gunasama PersekutuanMasnah Insyirah AnneskiÎncă nu există evaluări
- Harrah's Entertainment Inc: Submitted To: Prof. Shubhamoy DeyDocument6 paginiHarrah's Entertainment Inc: Submitted To: Prof. Shubhamoy DeyAbhinav UtkarshÎncă nu există evaluări
- Ass AsDocument2 paginiAss AsMukesh BishtÎncă nu există evaluări
- A New Four-Scroll Chaotic System With A Self-Excited Attractor and Circuit ImplementationDocument5 paginiA New Four-Scroll Chaotic System With A Self-Excited Attractor and Circuit ImplementationMada Sanjaya WsÎncă nu există evaluări
- Arrays in C++Document13 paginiArrays in C++weggie alcarazÎncă nu există evaluări
- IU BIM Execution Plan TemplateDocument12 paginiIU BIM Execution Plan TemplateAyman KandeelÎncă nu există evaluări
- Visallo Brochure PDFDocument2 paginiVisallo Brochure PDFchris jonasÎncă nu există evaluări