S-ar putea să vă placă și
- Operaciones Cuello BotellaDocument50 paginiOperaciones Cuello BotellaGregorio Zurita100% (1)
- Ensayo Sobre El Balanceo de Líneas de ProducciónDocument7 paginiEnsayo Sobre El Balanceo de Líneas de ProducciónWarv StyleÎncă nu există evaluări
- Diagrama Hombre - MáquimaDocument2 paginiDiagrama Hombre - MáquimaLis Aracely VivasÎncă nu există evaluări
- Act 3Document4 paginiAct 3Luis Bojorquez berriosÎncă nu există evaluări
- receta-IMSS EditableDocument1 paginăreceta-IMSS EditableLuceroÎncă nu există evaluări
- ProblemarioDocument6 paginiProblemarioMauro PantojaÎncă nu există evaluări
- Productividad Por Multiples Factores e Indicadores de ProduccionDocument2 paginiProductividad Por Multiples Factores e Indicadores de ProduccionKener JossephÎncă nu există evaluări
- 2.6 Proceso de ManufacturaDocument18 pagini2.6 Proceso de ManufacturaJesus ChavezÎncă nu există evaluări
- Muestreo Del Trabajo - Qué Es y Cómo Se Hace en 6 PasosDocument20 paginiMuestreo Del Trabajo - Qué Es y Cómo Se Hace en 6 Pasososhea7Încă nu există evaluări
- Descripción de Los Departamentos de La Planta IndustrialDocument7 paginiDescripción de Los Departamentos de La Planta IndustrialNnaLupizÎncă nu există evaluări
- 4.5 Enfoque de ServiciosDocument20 pagini4.5 Enfoque de ServiciosDANIELÎncă nu există evaluări
- Diagrama Bimanual Formato en Blanco WordDocument1 paginăDiagrama Bimanual Formato en Blanco WordE.E.E M:RÎncă nu există evaluări
- Capitulo 2 Aplicaciones Del Tiempo EstándarDocument30 paginiCapitulo 2 Aplicaciones Del Tiempo EstándarKARENÎncă nu există evaluări
- Definicion de STPD Unidad 3 Estudio Del Trabajo IIDocument4 paginiDefinicion de STPD Unidad 3 Estudio Del Trabajo IIAlma Delia CorralesÎncă nu există evaluări
- New Diapositivas MetodosDocument27 paginiNew Diapositivas MetodosVanessa ArroyoÎncă nu există evaluări
- Ejercicios de Tipos de ModelosDocument6 paginiEjercicios de Tipos de ModelosRodolfo EmanuelÎncă nu există evaluări
- Diagrama Bimanual LicuadoDocument3 paginiDiagrama Bimanual LicuadoomarÎncă nu există evaluări
- Momento de Una Fuerza y Teorema de VarignonDocument5 paginiMomento de Una Fuerza y Teorema de VarignonPEPE RONI100% (1)
- Alumno .. Quiñones Inga JimmyDocument4 paginiAlumno .. Quiñones Inga JimmyJimmy Quiñones Inga0% (1)
- Practica 1 Antropometría EstáticaDocument2 paginiPractica 1 Antropometría EstáticaIvan BravoÎncă nu există evaluări
- T1u3. - Ensayo Sobre TopsDocument9 paginiT1u3. - Ensayo Sobre TopsBeny MisaelÎncă nu există evaluări
- Objetos FlexsimDocument11 paginiObjetos FlexsimLuis HernándezÎncă nu există evaluări
- Muestreo de AceptacionDocument30 paginiMuestreo de AceptacionValeriaDlcoÎncă nu există evaluări
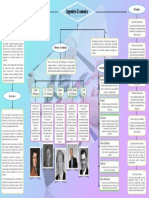
- Mapa Conceptual I. EconomicaDocument1 paginăMapa Conceptual I. EconomicaVittilugaÎncă nu există evaluări
- Qué Punto de Comparación Se Usa para El Paso Estándar (Autoguardado)Document3 paginiQué Punto de Comparación Se Usa para El Paso Estándar (Autoguardado)Julio R. López Toruño0% (2)
- Actividad 3.Document15 paginiActividad 3.Captian BenettsÎncă nu există evaluări
- Administracion Del Mantenimiento Unidad PDFDocument116 paginiAdministracion Del Mantenimiento Unidad PDFJaime Gerhad Zúñiga BarreraÎncă nu există evaluări
- Tactica Sesion 8Document16 paginiTactica Sesion 8Cristhiam MéndezÎncă nu există evaluări
- Cuadro AnalisisDocument4 paginiCuadro AnalisisOrlando RubenÎncă nu există evaluări
- Aplicación de La Vida RealDocument5 paginiAplicación de La Vida RealjioÎncă nu există evaluări
- Tarea MOST Estudio Del Trabajo 2Document5 paginiTarea MOST Estudio Del Trabajo 2Charly RomeroÎncă nu există evaluări
- Ejercicio 19 ImDocument3 paginiEjercicio 19 ImFrank Acosta Zamora100% (1)
- Método de La Piedra RodanteDocument4 paginiMétodo de La Piedra RodanteCristian Geovanny Mazariegos TorresÎncă nu există evaluări
- Taller #4 Control EstadisticoDocument7 paginiTaller #4 Control EstadisticoYosdan PardoÎncă nu există evaluări
- Diagrama BimanualDocument1 paginăDiagrama BimanualAlejandra TruciosÎncă nu există evaluări
- Cuestionario N°8 Tiempos PredeterminadosDocument4 paginiCuestionario N°8 Tiempos PredeterminadosCarla Aleida FloresÎncă nu există evaluări
- Io2 T2u1 JPLDocument5 paginiIo2 T2u1 JPLAdriana Fco CruzÎncă nu există evaluări
- 2do Parcial II 2013resueltoDocument4 pagini2do Parcial II 2013resueltoLizeth Nelly Lopez TorrezÎncă nu există evaluări
- Investigaciones PDCA y 8DDocument17 paginiInvestigaciones PDCA y 8DjuanÎncă nu există evaluări
- Exa T 1 Planeación y Diseño de Instalaciones G-M 2022Document5 paginiExa T 1 Planeación y Diseño de Instalaciones G-M 2022Daniel GayossoÎncă nu există evaluări
- Introduccion Al Diseño Experimental Con MinitabDocument39 paginiIntroduccion Al Diseño Experimental Con MinitabWilliam Anderson Muñoz OcampoÎncă nu există evaluări
- Tecnicas Verificacion Tema 5 - Ing. MantenimientoDocument17 paginiTecnicas Verificacion Tema 5 - Ing. MantenimientoluisÎncă nu există evaluări
- Problemas Del 1 Al 16 Diseño de ExperiementosDocument23 paginiProblemas Del 1 Al 16 Diseño de ExperiementosManuel Olan Ramos100% (1)
- Teoria de Sistemas EfeDocument7 paginiTeoria de Sistemas EfeGerman YaibonaÎncă nu există evaluări
- Mapa Conceptual Final TorresDocument1 paginăMapa Conceptual Final TorresLuis MartinezÎncă nu există evaluări
- 4.5 Externalizacion e Internalizacion de CostosDocument12 pagini4.5 Externalizacion e Internalizacion de Costosdg5000Încă nu există evaluări
- Clase 07 - Graficos de Control Por Atributos P y NPDocument40 paginiClase 07 - Graficos de Control Por Atributos P y NPHSR_1100% (2)
- AhpDocument7 paginiAhpAndres ViverosÎncă nu există evaluări
- Casos Reales en MexicoDocument4 paginiCasos Reales en Mexicoluis alejandro mooÎncă nu există evaluări
- Estudio Trabajo 2 (U3) Preguntas y RespuestasDocument3 paginiEstudio Trabajo 2 (U3) Preguntas y RespuestasMarco Antonio Ramírez AlbarránÎncă nu există evaluări
- Taller ExtraclaseDocument12 paginiTaller ExtraclaseYeison Camilo Zapata DavidÎncă nu există evaluări
- Unidad 1 Practica 1 Sistemas de Tiempos PredeterminadosDocument9 paginiUnidad 1 Practica 1 Sistemas de Tiempos PredeterminadosJulian GonzalezÎncă nu există evaluări
- Ejercicios de TQMDocument11 paginiEjercicios de TQMKaty Melsi Cordova VelasquezÎncă nu există evaluări
- Contenido Física Unidad 1 IntroducciónDocument37 paginiContenido Física Unidad 1 IntroducciónRalf PHÎncă nu există evaluări
- Resumen Acero AmorfoDocument3 paginiResumen Acero AmorfoIsaudRodriguezÎncă nu există evaluări
- Ejercicio Resolución Clase CDF CDM CDPDocument46 paginiEjercicio Resolución Clase CDF CDM CDPSanto RomanoÎncă nu există evaluări
- Historia de La Investigación de OperacionesDocument7 paginiHistoria de La Investigación de OperacionesElisa Meléndez0% (1)
- BufferDocument4 paginiBufferEdgar Hernandez DuranÎncă nu există evaluări
- BufferDocument4 paginiBufferVíctor Paca Jr.Încă nu există evaluări
- Encofrados Deslizantes-InformeDocument29 paginiEncofrados Deslizantes-InformeElvis Edgar Vera Regalado67% (3)
- 6 BesaluDocument7 pagini6 BesaluVazquez UpeneanaÎncă nu există evaluări
- Martes 26 de Marzo - Sesion Tutoria Me Conozco y Conozco A Mis CompañerosDocument7 paginiMartes 26 de Marzo - Sesion Tutoria Me Conozco y Conozco A Mis CompañerosMARCIA ANTONIETA IBARRA GANOZAÎncă nu există evaluări
- s700 B 900 Filters User Manual SpanishDocument4 paginis700 B 900 Filters User Manual SpanishMario Antonio Araya MorosoÎncă nu există evaluări
- Resumen Capitulo IV AlenDocument9 paginiResumen Capitulo IV AlenCaro EcheverriaÎncă nu există evaluări
- Evidencia 2 Actividad No. 23Document10 paginiEvidencia 2 Actividad No. 23Jose Luis Gonzalez100% (3)
- Universidad Autonoma de Nuevo Leon LaborDocument6 paginiUniversidad Autonoma de Nuevo Leon LaborDiego CorpusÎncă nu există evaluări
- Sesion 5º INTERROGATIVOSDocument2 paginiSesion 5º INTERROGATIVOShenrry75% (4)
- Analisis de Caso Bimbo Una Empresa RespDocument4 paginiAnalisis de Caso Bimbo Una Empresa RespDaniel SCÎncă nu există evaluări
- Dictados 3Document1 paginăDictados 3Encarnación SobrinoÎncă nu există evaluări
- Variación Compensatoria y Variación EquivalenteDocument9 paginiVariación Compensatoria y Variación EquivalenteMijail Paul EstebanÎncă nu există evaluări
- Documento Expresión OralDocument14 paginiDocumento Expresión Oraldavid armijos riosÎncă nu există evaluări
- Tabla Periódica, Configuración Electrónica y Enlace Químico de Los ElementosDocument4 paginiTabla Periódica, Configuración Electrónica y Enlace Químico de Los Elementosvladimir divasÎncă nu există evaluări
- Informe de MejoraDocument8 paginiInforme de MejoraJose HernandezÎncă nu există evaluări
- BαDocument2 paginiBαJohannyr7Încă nu există evaluări
- Ciencia PoliticaDocument5 paginiCiencia PoliticaThe Mr.ChubaccaÎncă nu există evaluări
- Directorio de Funcionarios MDMM 2023Document3 paginiDirectorio de Funcionarios MDMM 2023Irving MurielÎncă nu există evaluări
- Guia Practica para Semilleros y JuvenilesDocument33 paginiGuia Practica para Semilleros y JuvenilesALBERTOÎncă nu există evaluări
- Unidad 6 Lab Salud Colectiva.Document8 paginiUnidad 6 Lab Salud Colectiva.Maireni fortunaÎncă nu există evaluări
- Boca de Sapo: Utopías Del LenguajeDocument72 paginiBoca de Sapo: Utopías Del LenguajeDiana LaurencichÎncă nu există evaluări
- Ritmos Cardíacos, Electrocardiograma PDFDocument28 paginiRitmos Cardíacos, Electrocardiograma PDFDiana100% (1)
- Prueba Bimestral de Estadística 6° 2020 Primer PeriodoDocument2 paginiPrueba Bimestral de Estadística 6° 2020 Primer PeriodoYULI CANTOR.100% (1)
- Escritos Del Último CriolloDocument205 paginiEscritos Del Último CriolloDefensor ArcanoÎncă nu există evaluări
- 458 2015 10 22 Pesos Medidas Caseras Raciones 2015Document14 pagini458 2015 10 22 Pesos Medidas Caseras Raciones 2015Ariana Tipantasi PintoÎncă nu există evaluări
- Historia Natural de La EnfermedadDocument1 paginăHistoria Natural de La EnfermedadDulce SandovalÎncă nu există evaluări
- Adriana ClementeDocument12 paginiAdriana ClementeShayara KravetzÎncă nu există evaluări
- Shaily Vargas 1 Análisis de Caso Sobre Estructura Organizacional. Act. 4 EvaluativaDocument4 paginiShaily Vargas 1 Análisis de Caso Sobre Estructura Organizacional. Act. 4 EvaluativaShaily Shakid VARGAS DELGADOÎncă nu există evaluări
- El Evangelio para Los GentilesDocument4 paginiEl Evangelio para Los GentilesRuben Monrroy CÎncă nu există evaluări
- Caso HyundaiDocument2 paginiCaso HyundaiMarco ToroÎncă nu există evaluări
- Trabajo Práctico N°2 - Emprendimientos ProductivosDocument2 paginiTrabajo Práctico N°2 - Emprendimientos ProductivosGino PedrazzaniÎncă nu există evaluări