S-ar putea să vă placă și
- 41.10, 41.11, 41.12Document2 pagini41.10, 41.11, 41.12Jean Torres Aguilar0% (1)
- Ejercicios AutomatiDocument5 paginiEjercicios AutomatiCristian Cachique Quito50% (6)
- Problemas Resueltos de Sistemas de ProduccionDocument6 paginiProblemas Resueltos de Sistemas de ProduccionMiller Jhony Campos CosmeÎncă nu există evaluări
- Ejercicios U2Document5 paginiEjercicios U2Ale Olmedo Diaz0% (2)
- PROBLEMAS Lineas de ProducciónDocument7 paginiPROBLEMAS Lineas de ProducciónHugo Cesar Benites RamosÎncă nu există evaluări
- Ejercicios de Clase 1Document20 paginiEjercicios de Clase 1dulce martinez almendarizÎncă nu există evaluări
- Taller Líneas de ProducciónDocument1 paginăTaller Líneas de ProducciónSebastian Páez ValenciaÎncă nu există evaluări
- Ejercicios Examen ManufacturaDocument6 paginiEjercicios Examen ManufacturaIsrael FreireÎncă nu există evaluări
- S13.s2 - Taller de Problemas de Manufactura IntegradaDocument2 paginiS13.s2 - Taller de Problemas de Manufactura IntegradaAlejandro Renato Rengifo LedesmaÎncă nu există evaluări
- PyC S F EjerciciosDocument4 paginiPyC S F EjerciciosMaria A HernaizÎncă nu există evaluări
- DAMOM OperacionesDocument3 paginiDAMOM OperacionesCristian Olmos PahuasiÎncă nu există evaluări
- Mono Procesos 2Document6 paginiMono Procesos 2Jhack Ender Ancalle IngaÎncă nu există evaluări
- Análisis de Las Líneas de Producción Automatizadas PDFDocument4 paginiAnálisis de Las Líneas de Producción Automatizadas PDFmaxileo4Încă nu există evaluări
- Ejercicios Maii U3Document4 paginiEjercicios Maii U3Paula DiazÎncă nu există evaluări
- HOJA DE TRABAJO S14-1.s1Document2 paginiHOJA DE TRABAJO S14-1.s1Diaz YalleÎncă nu există evaluări
- Problemas Página 66Document3 paginiProblemas Página 66luigi AlbertÎncă nu există evaluări
- GrooverDocument2 paginiGrooverWalterAlfaroFlores33% (3)
- 41.lineas de ProduccionDocument18 pagini41.lineas de ProduccionDayana Marcela Acosta0% (1)
- Guia Sim FlexsimDocument14 paginiGuia Sim FlexsimsantosgjÎncă nu există evaluări
- HOJA DE TRABAJO S13.s1 - 104151694Document1 paginăHOJA DE TRABAJO S13.s1 - 104151694carrerafrancisco74Încă nu există evaluări
- Taller de Balanceo de LineaDocument10 paginiTaller de Balanceo de LineaWaltiño NarvaezÎncă nu există evaluări
- Control de Calida Trabajo Ejercicios Modulo 2Document5 paginiControl de Calida Trabajo Ejercicios Modulo 2Jordy Alexander Rodríguez RosalesÎncă nu există evaluări
- Tarea Lineas de ProduccionDocument5 paginiTarea Lineas de ProduccionEZEQUIEL MARCELO PARDO RODRIGUEZÎncă nu există evaluări
- Balance de Línea y Num MáquinasDocument38 paginiBalance de Línea y Num MáquinasViicFeer Grados80% (5)
- 1.5 Analisis de Las Lineas de ProduccionDocument35 pagini1.5 Analisis de Las Lineas de ProduccionConrado Saller100% (1)
- Clase 6 - Diagrama HM - V0Document27 paginiClase 6 - Diagrama HM - V0SOFIA GEORGETTE AMAYA CACEDAÎncă nu există evaluări
- 10 - Optimización de Recursos I PDFDocument28 pagini10 - Optimización de Recursos I PDFMayra Alexandra CardenasÎncă nu există evaluări
- Problema Uidad 2Document5 paginiProblema Uidad 2ALMAÎncă nu există evaluări
- Ejerccio de Linea Ensamble Manual Sin ContestarDocument2 paginiEjerccio de Linea Ensamble Manual Sin ContestarTANIA VILLATORO CRUZÎncă nu există evaluări
- Herramientas Cuantitativas de La Relacion Hombre-MaquinaDocument16 paginiHerramientas Cuantitativas de La Relacion Hombre-MaquinaPedro Martin Perez0% (1)
- S9-10 - Balance de LíneaDocument18 paginiS9-10 - Balance de LíneaSamuel SosaÎncă nu există evaluări
- SEM 03 - Clase 06Document37 paginiSEM 03 - Clase 06Mitchell AstopilcoÎncă nu există evaluări
- Haga Una Descripción Breve Del Problema A TratarDocument2 paginiHaga Una Descripción Breve Del Problema A TratarEsmeralda Moriano75% (12)
- 16 Ejercicios Balanceo de LineaDocument6 pagini16 Ejercicios Balanceo de Lineaharold murilloÎncă nu există evaluări
- Balance de LineaDocument36 paginiBalance de LineaJorgeÎncă nu există evaluări
- Evaluación de DesempeñoDocument2 paginiEvaluación de DesempeñoAndres Santiago Miranda JaimesÎncă nu există evaluări
- Tecnicas Cuantitativas para Evaluar Las Relaciones Hombre - MaquinaDocument63 paginiTecnicas Cuantitativas para Evaluar Las Relaciones Hombre - MaquinaIVAN CESAR HUAMAN RAMOSÎncă nu există evaluări
- Clase 6 - Diagrama HMDocument39 paginiClase 6 - Diagrama HMEstudiante INGÎncă nu există evaluări
- Ejercicios de Balanceo de Linea1Document3 paginiEjercicios de Balanceo de Linea1Alejandro Morales VelascoÎncă nu există evaluări
- 10 Ejercicio Hombre MaquinasDocument2 pagini10 Ejercicio Hombre MaquinasJesus GuzmanÎncă nu există evaluări
- COSTODocument27 paginiCOSTOMael Villegas BendezuÎncă nu există evaluări
- S14.s1 MaterialDocument17 paginiS14.s1 MaterialJennifer Elizabeth Nina VargasÎncă nu există evaluări
- Macias Lineas ProduccionDocument2 paginiMacias Lineas ProduccionSebastián MacíasÎncă nu există evaluări
- Unidad 4 - Ejercicios AVGS y ConveyorsDocument9 paginiUnidad 4 - Ejercicios AVGS y ConveyorsGuillermo Canul ZarateÎncă nu există evaluări
- Balance de LíneaDocument27 paginiBalance de LíneaValeria SolisÎncă nu există evaluări
- Balance de Lineas de ProducciónDocument53 paginiBalance de Lineas de ProducciónNicolás KrimerÎncă nu există evaluări
- Problemas Costos 4ta PracticaDocument67 paginiProblemas Costos 4ta PracticaCesar de la CruzÎncă nu există evaluări
- PracticaDocument3 paginiPracticaDaniel Condori MasacheÎncă nu există evaluări
- Ejercicio Resuelto de Linea de EsperaDocument2 paginiEjercicio Resuelto de Linea de EsperaLUIS ANGEL CHAVEZ SALAZARÎncă nu există evaluări
- Problemas de Simulacion 1 - 2021Document6 paginiProblemas de Simulacion 1 - 2021Misael Choquevillca RamírezÎncă nu există evaluări
- Ex - Simulacion U3 Sin RespDocument5 paginiEx - Simulacion U3 Sin RespBalamEstradaÎncă nu există evaluări
- Imprimir Trabajo ManofacturaDocument9 paginiImprimir Trabajo ManofacturaCRISTIAN HERLEDY HERNANDEZ MORENOÎncă nu există evaluări
- Balanceo de Lineas EjerciciosDocument11 paginiBalanceo de Lineas EjerciciosPilar García Símbala100% (3)
- Balanceo de Lineas EjerciciosDocument11 paginiBalanceo de Lineas EjerciciosJulio César100% (2)
- Ejemplos de Teoría de ColasDocument30 paginiEjemplos de Teoría de ColasKathy FuentesÎncă nu există evaluări
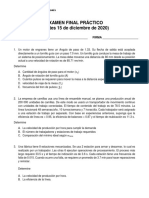
- Examen Final Práctico 2.20Document1 paginăExamen Final Práctico 2.20David Paolo Rocha JaureguiÎncă nu există evaluări
- Problemas HombreMaquina01Document1 paginăProblemas HombreMaquina01Manuel Sebastian Laura Mamani50% (2)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De la EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Încă nu există evaluări
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De la EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Încă nu există evaluări
- Curso moderno de máquinas eléctricas rotativas. Tomo II: Máquinas de corriente continuaDe la EverandCurso moderno de máquinas eléctricas rotativas. Tomo II: Máquinas de corriente continuaÎncă nu există evaluări
- Tipos de Datos, Conversion, NullDocument6 paginiTipos de Datos, Conversion, Nullwilliam rangel restrepoÎncă nu există evaluări
- Empleo de Analista Reporting en KONECTA - MedellínDocument4 paginiEmpleo de Analista Reporting en KONECTA - Medellínagudeloberrio.milenaÎncă nu există evaluări
- Tarea 6 Pruebas para Seleccion de PersonalDocument5 paginiTarea 6 Pruebas para Seleccion de PersonalAngie BeatoÎncă nu există evaluări
- Transformada Z EjemplosDocument4 paginiTransformada Z EjemplosJeeferson Chirinos0% (1)
- Controltotal 2Document39 paginiControltotal 2vladimirÎncă nu există evaluări
- Guerra de Las MalvinasDocument42 paginiGuerra de Las MalvinasJadgÎncă nu există evaluări
- Examen Final de Seguridad y Salud en El TrabajoDocument2 paginiExamen Final de Seguridad y Salud en El TrabajoWilson Callire LÎncă nu există evaluări
- Taller Basico de Fotografia PDFDocument266 paginiTaller Basico de Fotografia PDFHAROLD GUERREROÎncă nu există evaluări
- Guia Sistema RespiratorioDocument83 paginiGuia Sistema RespiratorioYesica OrozcoÎncă nu există evaluări
- Residuos OrganicosDocument9 paginiResiduos OrganicosCesarVasquezÎncă nu există evaluări
- Examen Solidos GeometricosDocument1 paginăExamen Solidos GeometricosROMEL TENORIOÎncă nu există evaluări
- Trabajo Final de Metodos Numericos PDFDocument37 paginiTrabajo Final de Metodos Numericos PDFApg PabloÎncă nu există evaluări
- Menu Español Salvia BlancaDocument11 paginiMenu Español Salvia BlancaYael VazquezÎncă nu există evaluări
- Escritura-Creativa SlidesDocument96 paginiEscritura-Creativa SlidesBonesÎncă nu există evaluări
- Protectores - 03 Fuego Nocturno - Lisa Marie RiceDocument330 paginiProtectores - 03 Fuego Nocturno - Lisa Marie RiceElizabeth100% (1)
- Supuestos Prácticos Sobre La Ley de Seguridad CiudadanaDocument6 paginiSupuestos Prácticos Sobre La Ley de Seguridad CiudadanaDiego Aragón OrtegaÎncă nu există evaluări
- Plan de SugerenciasDocument2 paginiPlan de SugerenciasAlvaro Díaz Prados100% (1)
- ENSAYO Television BasuraDocument3 paginiENSAYO Television BasuraJohel SuárezÎncă nu există evaluări
- Proyecto de Innovación Ie 18332 MejoradoDocument14 paginiProyecto de Innovación Ie 18332 MejoradoMarco Castro GarcíaÎncă nu există evaluări
- SEDIMENTACIÓNDocument34 paginiSEDIMENTACIÓNJeissonÎncă nu există evaluări
- WGS CatalogoDocument8 paginiWGS CatalogoLina RodríguezÎncă nu există evaluări
- Photopills Meteors EsDocument43 paginiPhotopills Meteors EsAlly McBeal FurnariÎncă nu există evaluări
- Practica 3-FisicaDocument7 paginiPractica 3-FisicaCarlos Dela RivaÎncă nu există evaluări
- Calculo Termico para Motor DieselDocument10 paginiCalculo Termico para Motor DieselBrayan Villanueva VillenaÎncă nu există evaluări
- Reglamento de Aparatos A Presion-Orden 1244 de 04-04-1979Document2 paginiReglamento de Aparatos A Presion-Orden 1244 de 04-04-1979arreburraÎncă nu există evaluări
- Resumen Historia PaesDocument28 paginiResumen Historia PaesFrancisca Del Valle RubioÎncă nu există evaluări
- El Papel de La Guerra Del Chaco (1932-1935) en La Consolidación Del Nacionalismo ParaguayoDocument15 paginiEl Papel de La Guerra Del Chaco (1932-1935) en La Consolidación Del Nacionalismo Paraguayopatricia palmaÎncă nu există evaluări
- Logistica para RestaurantesDocument85 paginiLogistica para RestaurantesGESTION UNSA83% (18)
- Presentación Luminarias, Todo Acerca de EllasDocument12 paginiPresentación Luminarias, Todo Acerca de EllasCarlos FigueroaÎncă nu există evaluări
- PreviewDocument24 paginiPreviewjosselynÎncă nu există evaluări