S-ar putea să vă placă și
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987De la EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonÎncă nu există evaluări
- GearingBasic 03Document14 paginiGearingBasic 03Jojee MarieÎncă nu există evaluări
- Gear Tester, Rebuilding & PC RetrofitDocument4 paginiGear Tester, Rebuilding & PC RetrofitPramod PatilÎncă nu există evaluări
- Gear Nomenclature As Per ACMEDocument10 paginiGear Nomenclature As Per ACMEponnivalavans_994423Încă nu există evaluări
- Cutting With BroachDocument5 paginiCutting With BroachJori Kristian RidayatÎncă nu există evaluări
- Shaktiman Tech. Tools (India) - Patiala Data SheetDocument1 paginăShaktiman Tech. Tools (India) - Patiala Data Sheetਗਗਨ ਜੋਤÎncă nu există evaluări
- Semi-Topping Shaper CuttersDocument4 paginiSemi-Topping Shaper CuttersalemarlonstosÎncă nu există evaluări
- Is Key & KeywayDocument12 paginiIs Key & KeywaySagar GandhiÎncă nu există evaluări
- 2 Gear BasicsDocument6 pagini2 Gear BasicsMohamed Adel RizkÎncă nu există evaluări
- STI 463 ModelDocument1 paginăSTI 463 Modelਗਗਨ ਜੋਤÎncă nu există evaluări
- Gears - Gear EfficiencyDocument4 paginiGears - Gear Efficiencyavinashchauhan2695Încă nu există evaluări
- Gear CorrectionDocument17 paginiGear CorrectionMurugesanÎncă nu există evaluări
- ISO Gear StandardsDocument6 paginiISO Gear StandardsEslam YehiaÎncă nu există evaluări
- 0614 GearSolutionsDocument60 pagini0614 GearSolutionsMarco Vinicius100% (1)
- DIN-58405-3-1972 Spur Gear Drives For Fine Mechanics - Indication in Drawings, Examples For Calculation PDFDocument20 paginiDIN-58405-3-1972 Spur Gear Drives For Fine Mechanics - Indication in Drawings, Examples For Calculation PDFthaivinhtuyÎncă nu există evaluări
- Hob Seminar (English)Document26 paginiHob Seminar (English)RizwanAliÎncă nu există evaluări
- Iso 2901 2016Document9 paginiIso 2901 2016Brandon Vicuña GalánÎncă nu există evaluări
- Gears, Splines, and Serrations: Unit 24Document8 paginiGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- 20 INV SPL. 2.50 MOD 20 PA 22F01113 HB IND. 55x50x MM (PART - ModelDocument1 pagină20 INV SPL. 2.50 MOD 20 PA 22F01113 HB IND. 55x50x MM (PART - Modelhb IndustriesÎncă nu există evaluări
- Bevel GearDocument9 paginiBevel GearAadil KhanÎncă nu există evaluări
- Iso 6336 2019Document10 paginiIso 6336 2019孙立权Încă nu există evaluări
- Standards Development: Enclosed Drives: Agma VoicesDocument2 paginiStandards Development: Enclosed Drives: Agma VoicesRittik ChakrabortyÎncă nu există evaluări
- Quick Knurling CatalogueDocument28 paginiQuick Knurling CatalogueMilos Lazovic100% (1)
- Din 5480Document44 paginiDin 5480Hussain AliÎncă nu există evaluări
- Hobbing AplicationsDocument52 paginiHobbing AplicationsMickloSoberanÎncă nu există evaluări
- How Gear Hobbing WorksDocument1 paginăHow Gear Hobbing WorksPriyadarshini KrishnaswamyÎncă nu există evaluări
- Types of InvoluteDocument4 paginiTypes of InvoluteBa Bu100% (1)
- Design and Execution of Hydrualic Operated FixtureDocument64 paginiDesign and Execution of Hydrualic Operated FixtureGetahun SeifuÎncă nu există evaluări
- Kisssoft - Calculation of The Gear and Bearing FrequenciesDocument11 paginiKisssoft - Calculation of The Gear and Bearing FrequenciesHüseyin SüzükÎncă nu există evaluări
- Surface Roughness by Different Processing MethodsDocument1 paginăSurface Roughness by Different Processing Methodsapi-3848892100% (1)
- Tolerance of Position (TOP) - 1Document34 paginiTolerance of Position (TOP) - 1maddy_scribdÎncă nu există evaluări
- Bearinx - Online Shaft CalculationDocument6 paginiBearinx - Online Shaft CalculationMarian DunareanuÎncă nu există evaluări
- Σχεδιασμός σε επιφανειακή πίεση μετωπικών οδοντωτών τροχών κατά AGMADocument1 paginăΣχεδιασμός σε επιφανειακή πίεση μετωπικών οδοντωτών τροχών κατά AGMAkstayroskÎncă nu există evaluări
- Splines: Side Splines For Soft Holes in Fittings-Sae J499aDocument4 paginiSplines: Side Splines For Soft Holes in Fittings-Sae J499aSanjay C BhattÎncă nu există evaluări
- Calculations According To ISO 21771Document6 paginiCalculations According To ISO 21771mail_krk0% (1)
- Spur and Helical Gear Modeling in Pro-EDocument13 paginiSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- Iso 6336 5 1996 PDFDocument13 paginiIso 6336 5 1996 PDFThanh LongÎncă nu există evaluări
- Ansi Agma 2000 A88Document4 paginiAnsi Agma 2000 A88MickloSoberanÎncă nu există evaluări
- Gear Tooth ProfileDocument5 paginiGear Tooth ProfilepremnathgopinathanÎncă nu există evaluări
- Spline Program Ver 1.1Document7 paginiSpline Program Ver 1.1Ozeias CardosoÎncă nu există evaluări
- Gear and Spline InspectionDocument12 paginiGear and Spline InspectionAtulÎncă nu există evaluări
- Introduction To Universal Gear ShavingDocument48 paginiIntroduction To Universal Gear ShavingNagesh KamannaÎncă nu există evaluări
- gt0519 PDFDocument68 paginigt0519 PDFАндрей ГайнановÎncă nu există evaluări
- Involute Inspection Methods and Interpretation of Inspection ResultsDocument7 paginiInvolute Inspection Methods and Interpretation of Inspection Resultsvijay_khandgeÎncă nu există evaluări
- Gear Tip ReliefDocument1 paginăGear Tip ReliefSanjay ShelarÎncă nu există evaluări
- Thread StandardsDocument4 paginiThread StandardsjasleenchhabraÎncă nu există evaluări
- A Novel Hob Design: For Precision Involute GearsDocument11 paginiA Novel Hob Design: For Precision Involute GearsKalyan ChakravarthyÎncă nu există evaluări
- Grease Nipple Is StandardDocument6 paginiGrease Nipple Is StandardGanesan Thangasamy100% (1)
- Nomenclature of The Hob's PartsDocument13 paginiNomenclature of The Hob's PartssilviolcÎncă nu există evaluări
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Document4 paginiSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowo100% (2)
- Deviations 0206Document4 paginiDeviations 0206Gurvinder SinghÎncă nu există evaluări
- DIN 5480-1-2006 Involute Splines Based On Reference Diameters GeneralDocument24 paginiDIN 5480-1-2006 Involute Splines Based On Reference Diameters GeneralFranciscoÎncă nu există evaluări
- DrillingDocument36 paginiDrillingMax LuxÎncă nu există evaluări
- History: 1850s World War 1 1920s 30s TodayDocument7 paginiHistory: 1850s World War 1 1920s 30s TodayAtif AttiqueÎncă nu există evaluări
- Haide EeeeeeDocument32 paginiHaide Eeeeeeusmaniqbal15Încă nu există evaluări
- Design of FixturesDocument36 paginiDesign of FixturesKarthik ACÎncă nu există evaluări
- Assignment 1: Aliaa Nabila Binti Abdul Muta'Ali (Ha15025)Document8 paginiAssignment 1: Aliaa Nabila Binti Abdul Muta'Ali (Ha15025)Aliaa Nabila100% (1)
- Design of FixtureDocument4 paginiDesign of Fixtureapi-26046805Încă nu există evaluări
- Milling Machine and OperationDocument11 paginiMilling Machine and OperationMostafizur Rahman SobujÎncă nu există evaluări
- Fitting and Machinig 7.6Document48 paginiFitting and Machinig 7.6Grayden Cozithinkmybrothersgay RichterÎncă nu există evaluări
- State Location Manufacturer ClassDocument4 paginiState Location Manufacturer ClassBalaji KarunakaranÎncă nu există evaluări
- ATM List - IndiaDocument202 paginiATM List - IndiaBalaji KarunakaranÎncă nu există evaluări
- 4 Marine Design Machining TENMATDocument49 pagini4 Marine Design Machining TENMATWalter JosephÎncă nu există evaluări
- pdf1 17Document11 paginipdf1 17Balaji KarunakaranÎncă nu există evaluări
- Project On Process Re-Engineering - 1Document1 paginăProject On Process Re-Engineering - 1Balaji KarunakaranÎncă nu există evaluări
- Exam PatternDocument3 paginiExam PatternBalaji KarunakaranÎncă nu există evaluări
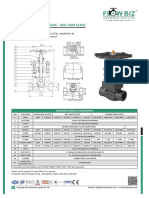
- FlowBiz Forged Steel Globe Valve 1500 ClassDocument2 paginiFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.Încă nu există evaluări
- QW-191.2 Ultrasonic ExaminationDocument1 paginăQW-191.2 Ultrasonic ExaminationJuan ortega castellarÎncă nu există evaluări
- 526-2 MeeDocument55 pagini526-2 MeeAdamu MamaduÎncă nu există evaluări
- Chapter 4 Jigs and FixturesDocument111 paginiChapter 4 Jigs and FixturesNursyafaizHakimÎncă nu există evaluări
- Kumwell Code No - REVISI.Document1 paginăKumwell Code No - REVISI.Ahmad ZulkarnaenÎncă nu există evaluări
- AM and Aerospace: An Ideal Combination: Liz NickelsDocument4 paginiAM and Aerospace: An Ideal Combination: Liz NickelsDeepak SharmaÎncă nu există evaluări
- ALPHA CVP 390 Solder Paste EN 12oct21 TBDocument7 paginiALPHA CVP 390 Solder Paste EN 12oct21 TBGEORGINA RAZON GONZALEZÎncă nu există evaluări
- Plasma Arc Welding and MachiningDocument8 paginiPlasma Arc Welding and MachiningSnehasish IsharÎncă nu există evaluări
- "Shiv Krupa Steel Works", Are One of The TrustedDocument25 pagini"Shiv Krupa Steel Works", Are One of The TrustedVasant HiremathÎncă nu există evaluări
- MS.50003 - Stainless & Heat Resisting Steel Sheet Strip Plate Bar Wire & Tubing For Automotive ApplicationDocument12 paginiMS.50003 - Stainless & Heat Resisting Steel Sheet Strip Plate Bar Wire & Tubing For Automotive ApplicationSamuel Monroy Del AngelÎncă nu există evaluări
- Insert Grades: A1 To A37Document38 paginiInsert Grades: A1 To A37sahil josephÎncă nu există evaluări
- BOHLER - Submerged+Arc+Welding+Fluxes+and+WiresDocument24 paginiBOHLER - Submerged+Arc+Welding+Fluxes+and+WiresBernardo BardottÎncă nu există evaluări
- FCAWDocument6 paginiFCAWmostafaÎncă nu există evaluări
- Vacom Product Catalog 6-1-2018Document517 paginiVacom Product Catalog 6-1-2018XavierÎncă nu există evaluări
- Types of Forging MachinesDocument5 paginiTypes of Forging Machinesjayadevakodi100% (2)
- Mould Theory PDFDocument35 paginiMould Theory PDFArunava Bala75% (4)
- A354 PDFDocument7 paginiA354 PDFDeen ewÎncă nu există evaluări
- Benzotriazole Tolyltriazole DOC316.53.01008Document6 paginiBenzotriazole Tolyltriazole DOC316.53.01008luis ramirez osccoÎncă nu există evaluări
- Steel Welded Wire Reinforcement, Deformed, For ConcreteDocument6 paginiSteel Welded Wire Reinforcement, Deformed, For ConcreteLeonardo GomideÎncă nu există evaluări
- Flip Chip On Standard Lead Frame: Laminate Performance at Lower CostDocument4 paginiFlip Chip On Standard Lead Frame: Laminate Performance at Lower CostlongÎncă nu există evaluări
- Ansi-Aws A5.23-A5.23mDocument44 paginiAnsi-Aws A5.23-A5.23mSugiharnoÎncă nu există evaluări
- The Steel Industry: InstituteDocument26 paginiThe Steel Industry: InstituteMostafa NassarÎncă nu există evaluări
- Carburization Investigation PDFDocument12 paginiCarburization Investigation PDFArjed Ali ShaikhÎncă nu există evaluări
- Client: Hindustan Petroleum Corporation Limited Project: Vizag Refinery Modernization Project (VRMP)Document53 paginiClient: Hindustan Petroleum Corporation Limited Project: Vizag Refinery Modernization Project (VRMP)jaganÎncă nu există evaluări
- Assignment 1Document6 paginiAssignment 1Ishaan IslamÎncă nu există evaluări
- ME8793 Process Planning & Cost EstimationDocument35 paginiME8793 Process Planning & Cost Estimationarulmurugu100% (1)
- Acoustic Technique-Cavity WallDocument33 paginiAcoustic Technique-Cavity WallPriyadharshini MohanÎncă nu există evaluări
- Def Stan 03-32 Part 2 Paint-Systems For Ferrous ArmourDocument10 paginiDef Stan 03-32 Part 2 Paint-Systems For Ferrous ArmourDeepto BanerjeeÎncă nu există evaluări
- Company ProfileDocument23 paginiCompany ProfileimamÎncă nu există evaluări
- Purpose: Method Statement - Raised Access Flooring / Cavity FlooringDocument7 paginiPurpose: Method Statement - Raised Access Flooring / Cavity Flooringajit karandikar100% (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansEvaluare: 4.5 din 5 stele4.5/5 (21)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)De la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Încă nu există evaluări
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyDe la EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyEvaluare: 4.5 din 5 stele4.5/5 (5)
- To Engineer Is Human: The Role of Failure in Successful DesignDe la EverandTo Engineer Is Human: The Role of Failure in Successful DesignEvaluare: 4 din 5 stele4/5 (138)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsDe la EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsÎncă nu există evaluări
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeDe la EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeEvaluare: 4.5 din 5 stele4.5/5 (59)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDe la EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetEvaluare: 4.5 din 5 stele4.5/5 (10)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownDe la EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownÎncă nu există evaluări
- Troubleshooting and Repair of Diesel EnginesDe la EverandTroubleshooting and Repair of Diesel EnginesEvaluare: 1.5 din 5 stele1.5/5 (2)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesDe la EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesÎncă nu există evaluări
- Geotechnical Engineering Calculations and Rules of ThumbDe la EverandGeotechnical Engineering Calculations and Rules of ThumbEvaluare: 4 din 5 stele4/5 (17)
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®De la EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Încă nu există evaluări
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDe la EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchEvaluare: 4 din 5 stele4/5 (10)
- Predicting Lifetime for Concrete StructureDe la EverandPredicting Lifetime for Concrete StructureÎncă nu există evaluări