S-ar putea să vă placă și
- Aplicación de La Metodologia Seis Sigma Dmaic para Lograr La Eliminacion de Problemas Con Pin Hole en Alambre Magneto 36 BDL Con AislamientoDocument53 paginiAplicación de La Metodologia Seis Sigma Dmaic para Lograr La Eliminacion de Problemas Con Pin Hole en Alambre Magneto 36 BDL Con AislamientoAnonymous XIIv9HZÎncă nu există evaluări
- Justo A TiempoDocument20 paginiJusto A TiempoWiliBegazoGarciaÎncă nu există evaluări
- Proceso de Combustion en Los Motores DieselDocument26 paginiProceso de Combustion en Los Motores DieselKidd Cornejo AlamoÎncă nu există evaluări
- Lean Six SigmaDocument7 paginiLean Six Sigmalonelyboy6995Încă nu există evaluări
- Kanban y KaizenDocument18 paginiKanban y KaizenJulian Ospina AguirreÎncă nu există evaluări
- Diapositivas 7 Gestión Estratégica de ProcesosDocument76 paginiDiapositivas 7 Gestión Estratégica de ProcesosJose luis Vargas caurinoÎncă nu există evaluări
- Ejercicios Nivel SigmaDocument5 paginiEjercicios Nivel SigmaJesusÎncă nu există evaluări
- Mantenimiento PreventivoDocument13 paginiMantenimiento Preventivotributo415Încă nu există evaluări
- Taller 5 S EjemploDocument63 paginiTaller 5 S EjemploPatricia Apestegui GarciaÎncă nu există evaluări
- análisis_calidad_procesoDocument29 paginianálisis_calidad_procesoLlerson Acosta LopezÎncă nu există evaluări
- Tabla Relacional de ActividadesDocument1 paginăTabla Relacional de ActividadesPao VelasquezÎncă nu există evaluări
- Pronosticos Unidad 2Document75 paginiPronosticos Unidad 2Gabriela SeguraÎncă nu există evaluări
- Indicadores de Producción en FábricaDocument9 paginiIndicadores de Producción en FábricaJohn SuperdetalleÎncă nu există evaluări
- Las Ocho Disciplinas para La Resolución de Problemas (8D) : Disciplina 1: Construir El EquipoDocument3 paginiLas Ocho Disciplinas para La Resolución de Problemas (8D) : Disciplina 1: Construir El EquipoVictor Castro100% (1)
- La Casa de CalidadDocument12 paginiLa Casa de CalidadJorge MarquezÎncă nu există evaluări
- Gestión Empresarial en Manos Hábiles EcuadorDocument9 paginiGestión Empresarial en Manos Hábiles EcuadorItalo AlmeidaÎncă nu există evaluări
- Cross DoCking Original!!Document34 paginiCross DoCking Original!!Julian Andres Martínez PulgarinÎncă nu există evaluări
- Compresores de Diafragma 2.0Document4 paginiCompresores de Diafragma 2.0Ismael Aguilar ColodroÎncă nu există evaluări
- Cambios y Mejoras en Requerimientos de Calidad bajo ISO 9001 e ISO/TS 16949Document5 paginiCambios y Mejoras en Requerimientos de Calidad bajo ISO 9001 e ISO/TS 16949nombredeusuario0% (1)
- Despliegue de La Casa de La CalidadDocument29 paginiDespliegue de La Casa de La CalidadEstebanPeÎncă nu există evaluări
- Ruta Calidad 7 HerramientasDocument9 paginiRuta Calidad 7 HerramientaswicheosiÎncă nu există evaluări
- 2 FMEA Versión FinalDocument22 pagini2 FMEA Versión FinalOscar AvilaÎncă nu există evaluări
- Six SigmaDocument29 paginiSix SigmamarianaÎncă nu există evaluări
- Calidad en 3MDocument5 paginiCalidad en 3MErick Díaz CastilloÎncă nu există evaluări
- Mantenimiento AutonomoDocument9 paginiMantenimiento Autonomojuan carlosÎncă nu există evaluări
- Qué Es El OpexDocument2 paginiQué Es El OpexSandi RoblesÎncă nu există evaluări
- ISO 9000 mantenimiento-BSC activos intangibles-Six Sigma etapas-Lean herramientas-opciones software mantenimientoDocument4 paginiISO 9000 mantenimiento-BSC activos intangibles-Six Sigma etapas-Lean herramientas-opciones software mantenimientoJorge Bocanegra MorenoÎncă nu există evaluări
- 3.9 Six SigmaDocument23 pagini3.9 Six SigmaFrancisco PobleteÎncă nu există evaluări
- Sistemas de Gestión de La CalidadDocument14 paginiSistemas de Gestión de La Calidadforget_white01Încă nu există evaluări
- Mecanismos Fundamentales de Un Motor de Combustión InternaDocument11 paginiMecanismos Fundamentales de Un Motor de Combustión InternaAguzz CampuzanoÎncă nu există evaluări
- Teoria de Las RestriccionesDocument6 paginiTeoria de Las RestriccionesDario TeranÎncă nu există evaluări
- Modelos de ExcelenciaDocument15 paginiModelos de ExcelenciaFrederick RasmondÎncă nu există evaluări
- Semana 3 - Distribución Fisica de Planta. Upn 2021Document20 paginiSemana 3 - Distribución Fisica de Planta. Upn 2021Mellany Skarly Osorio CamposÎncă nu există evaluări
- Etapas de La Industria MineraDocument7 paginiEtapas de La Industria MineraAngelitoCchÎncă nu există evaluări
- Regresión lineal simple temperatura vs presión vapor B-trimetilboroDocument1 paginăRegresión lineal simple temperatura vs presión vapor B-trimetilborolopusÎncă nu există evaluări
- Bolígrafo Allegro AnálisisDocument30 paginiBolígrafo Allegro AnálisisAna MariaÎncă nu există evaluări
- Leas-Seis Sigma en Los Procesos ProductivosDocument340 paginiLeas-Seis Sigma en Los Procesos ProductivosMaribel EcheniqueÎncă nu există evaluări
- Insumo Torno Grado 2016Document15 paginiInsumo Torno Grado 2016Sebastian ManriqueÎncă nu există evaluări
- Amef para HacerDocument73 paginiAmef para HacerCheco Gallo RomeroÎncă nu există evaluări
- Ejercicios Sobre Control de CalidadDocument5 paginiEjercicios Sobre Control de Calidadmorales torresÎncă nu există evaluări
- Calidad Total DemingDocument23 paginiCalidad Total DemingKatterins CastilloÎncă nu există evaluări
- Tabla Relacional ActividadesDocument4 paginiTabla Relacional ActividadesDiana SerranoÎncă nu există evaluări
- Gestión Por ProcesosDocument43 paginiGestión Por ProcesosCamila SernaÎncă nu există evaluări
- Resp Ejercicios Fase ControlDocument30 paginiResp Ejercicios Fase Controlleonardo goyesÎncă nu există evaluări
- Parte 2 BizagiDocument21 paginiParte 2 BizagiJefferson LopezÎncă nu există evaluări
- Lean Six Sigma: Sistema de Gestión para Liderar EmpresasDocument1 paginăLean Six Sigma: Sistema de Gestión para Liderar EmpresasMANUEL MORALESÎncă nu există evaluări
- Iso TC-176 SC-2 N-836Document0 paginiIso TC-176 SC-2 N-836Eddie Ajalcriña BocangelÎncă nu există evaluări
- Ejemplo Project Charter-Elaborado Por Empresa de AsesoriaDocument5 paginiEjemplo Project Charter-Elaborado Por Empresa de AsesoriaJavier ValverdeÎncă nu există evaluări
- 01 JidokaDocument22 pagini01 JidokaFernanda FigueroaÎncă nu există evaluări
- Capacidad de PlantaDocument37 paginiCapacidad de PlantaMarco Salinas100% (3)
- Cua UbigeoDocument1 paginăCua UbigeoJavier Ramos ConchaÎncă nu există evaluări
- Presentación SmedDocument30 paginiPresentación SmedHugo LopezÎncă nu există evaluări
- Maestría Gerencia Mantenimiento Logística CostosDocument33 paginiMaestría Gerencia Mantenimiento Logística CostosEduardo Estewar Moran PittmanÎncă nu există evaluări
- Guías de Auditoría PrimusGFS BPM Módulo 2Document104 paginiGuías de Auditoría PrimusGFS BPM Módulo 2Vanessa SchmidtÎncă nu există evaluări
- Plantilla DMAICDocument32 paginiPlantilla DMAICJoan FloresÎncă nu există evaluări
- Aplicacion de Six Sigma para Reducir La Variabilidad de Alambre MagneticoDocument53 paginiAplicacion de Six Sigma para Reducir La Variabilidad de Alambre MagneticoHugo Enrique Medina ReynaÎncă nu există evaluări
- Proyecto 6 SigmaDocument12 paginiProyecto 6 SigmaedithÎncă nu există evaluări
- Aplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre MagnetoDocument12 paginiAplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre Magneto'RuBén Plascencia AgredanoÎncă nu există evaluări
- JoséAlfredo Coronado Grupo#4 Actividadsemana 4Document18 paginiJoséAlfredo Coronado Grupo#4 Actividadsemana 4Alfredo CoronadoÎncă nu există evaluări
- Operaciones de mecanizado por medios automáticos. FMEE0208De la EverandOperaciones de mecanizado por medios automáticos. FMEE0208Încă nu există evaluări
- Ecuación de La RectaDocument8 paginiEcuación de La RectaMarco ZepedaÎncă nu există evaluări
- Clasificación de Las EmpresasDocument4 paginiClasificación de Las EmpresasMarco ZepedaÎncă nu există evaluări
- RugosidadDocument8 paginiRugosidadMarco ZepedaÎncă nu există evaluări
- Guía para resolver problemas eléctricosDocument11 paginiGuía para resolver problemas eléctricosMarco ZepedaÎncă nu există evaluări
- Pauta Trabajo FinalDocument3 paginiPauta Trabajo FinalMarco ZepedaÎncă nu există evaluări
- Unidad 1 - 2010Document25 paginiUnidad 1 - 2010Marco ZepedaÎncă nu există evaluări
- Cop - Fis II - 2007Document16 paginiCop - Fis II - 2007Marco ZepedaÎncă nu există evaluări
- Proceso AdministrativoDocument70 paginiProceso AdministrativoMarco ZepedaÎncă nu există evaluări
- Proceso AdministrativoDocument70 paginiProceso AdministrativoMarco ZepedaÎncă nu există evaluări
- Tornillos GeneralidadesDocument63 paginiTornillos GeneralidadesWinsy Johan Diaz VanegasÎncă nu există evaluări
- Contrato de Arriendo FormatoDocument3 paginiContrato de Arriendo FormatoMarco ZepedaÎncă nu există evaluări
- Carta Gantt y Diagrama de Flujo 2 PruebaDocument3 paginiCarta Gantt y Diagrama de Flujo 2 PruebaMarco ZepedaÎncă nu există evaluări
- Criterios P (1) .1 Electricidad AutomotrizDocument1 paginăCriterios P (1) .1 Electricidad AutomotrizMarco ZepedaÎncă nu există evaluări
- Unidad 1-2 Parte IIDocument25 paginiUnidad 1-2 Parte IIMarco ZepedaÎncă nu există evaluări
- Trabajo MaterialesDocument13 paginiTrabajo MaterialesMarco ZepedaÎncă nu există evaluări
- Primeros AuxiliosDocument16 paginiPrimeros AuxiliosMarco ZepedaÎncă nu există evaluări
- Guia Dens PreDocument1 paginăGuia Dens PreMarco ZepedaÎncă nu există evaluări
- Trabajo MaterialesDocument13 paginiTrabajo MaterialesMarco ZepedaÎncă nu există evaluări
- Guía de Ejercicios Fisica Fluidos JaeDocument3 paginiGuía de Ejercicios Fisica Fluidos JaeMarco ZepedaÎncă nu există evaluări
- Que Es Un Líder 2 PRUEBADocument3 paginiQue Es Un Líder 2 PRUEBAMarco ZepedaÎncă nu există evaluări
- Concepto de SistemasDocument7 paginiConcepto de SistemasMarco ZepedaÎncă nu există evaluări
- Tipologias de EmpresasDocument6 paginiTipologias de EmpresasMarco ZepedaÎncă nu există evaluări
- Que Es Un Líder 2 PRUEBADocument3 paginiQue Es Un Líder 2 PRUEBAMarco ZepedaÎncă nu există evaluări
- Material Planifi Organizacion y ControlDocument44 paginiMaterial Planifi Organizacion y ControlMarco ZepedaÎncă nu există evaluări
- Comunicación 2pruebaDocument2 paginiComunicación 2pruebaMarco ZepedaÎncă nu există evaluări
- Comunicación 2pruebaDocument2 paginiComunicación 2pruebaMarco ZepedaÎncă nu există evaluări
- Departamentos Funcionales de La EmpresaDocument12 paginiDepartamentos Funcionales de La EmpresaMarco ZepedaÎncă nu există evaluări
- Carta Gantt y Diagrama de FlujoDocument5 paginiCarta Gantt y Diagrama de FlujoMarco ZepedaÎncă nu există evaluări
- La Motivación Es 2 PRUEBADocument6 paginiLa Motivación Es 2 PRUEBAMarco ZepedaÎncă nu există evaluări
- INTRODUCCIÓNDocument3 paginiINTRODUCCIÓNMarco ZepedaÎncă nu există evaluări
- Caso Diseño BodegaDocument65 paginiCaso Diseño BodegaOnix Onix100% (1)
- Estrada Olazabal Dora & Gómez Catpo LucíaDocument151 paginiEstrada Olazabal Dora & Gómez Catpo Lucíarobertcarrascoguevara3Încă nu există evaluări
- Manejo de Residuos Solidos-Las Tres ErresDocument2 paginiManejo de Residuos Solidos-Las Tres ErresAlex zambranoÎncă nu există evaluări
- Circular Dpayt-002-2024 Sieel - Sistema Expediente Electrónico - Atención Virtual - Solicitar DocumentacionDocument4 paginiCircular Dpayt-002-2024 Sieel - Sistema Expediente Electrónico - Atención Virtual - Solicitar DocumentacionEstudio Alvarezg AsociadosÎncă nu există evaluări
- PC2 - Diseño y Analisis EstructuralDocument80 paginiPC2 - Diseño y Analisis EstructuralCesar Eduardo Cisneros LozaÎncă nu există evaluări
- Edafologia 1Document30 paginiEdafologia 1Vidal Perez GutierrezÎncă nu există evaluări
- Diagrama de Ishikawa y herramientas de calidadDocument2 paginiDiagrama de Ishikawa y herramientas de calidadAle CorreaÎncă nu există evaluări
- Tema 2.1. Introduccion A La Fundicion (Byn)Document65 paginiTema 2.1. Introduccion A La Fundicion (Byn)Sonia BellonÎncă nu există evaluări
- DECLARACION JURADA VehiculosDocument1 paginăDECLARACION JURADA VehiculosGad BsasÎncă nu există evaluări
- Perfil Tortel PDFDocument65 paginiPerfil Tortel PDFPaula CidÎncă nu există evaluări
- Guia de Recuperacion Ejercicios Fisica No IB Grado 11 Criterio A y CDocument3 paginiGuia de Recuperacion Ejercicios Fisica No IB Grado 11 Criterio A y CValeria Ruiz BalantaÎncă nu există evaluări
- Pe-Pry-045 Rev.0 - Procedimiento Uso de Plegadora y GuillotinaDocument9 paginiPe-Pry-045 Rev.0 - Procedimiento Uso de Plegadora y GuillotinaANDERSON SANCHEZÎncă nu există evaluări
- Tipos de Reacciones OrganicasDocument2 paginiTipos de Reacciones Organicassdyoks100% (1)
- Paloma CastilloDocument3 paginiPaloma CastilloPaloma CastilloÎncă nu există evaluări
- Corona - RT-46-160 - Sin - Reenvio PDFDocument96 paginiCorona - RT-46-160 - Sin - Reenvio PDFjackÎncă nu există evaluări
- Licuefacción carbón Cerrejón variables procesoDocument30 paginiLicuefacción carbón Cerrejón variables procesohecalsieÎncă nu există evaluări
- EPP-Producción-TarimasDocument2 paginiEPP-Producción-TarimasHenry ReyesÎncă nu există evaluări
- P MecFluid 2011 1 RcobosDocument7 paginiP MecFluid 2011 1 RcobosYail LopezÎncă nu există evaluări
- La Hora Del MantenedorDocument1 paginăLa Hora Del MantenedorRamcess TovarÎncă nu există evaluări
- TablasDocument9 paginiTablasandresÎncă nu există evaluări
- Instalaciones sanitarias para la Facultad de DerechoDocument12 paginiInstalaciones sanitarias para la Facultad de DerechoRigo Carrasco TorresÎncă nu există evaluări
- Analisis de CasosDocument26 paginiAnalisis de CasosZARDISEGNOÎncă nu există evaluări
- Asme B30.2-2005Document45 paginiAsme B30.2-2005alexanderÎncă nu există evaluări
- Inf LevitronDocument4 paginiInf Levitroncarlos martinezÎncă nu există evaluări
- Influencia de Los Suelos Finos en La Densidad Seca Máxima y Humedad Óptima de Bases Granulares de La Ciudad de JuliacaDocument19 paginiInfluencia de Los Suelos Finos en La Densidad Seca Máxima y Humedad Óptima de Bases Granulares de La Ciudad de JuliacaGazul Mamani GiltÎncă nu există evaluări
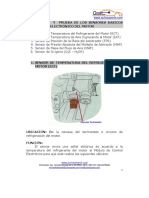
- Prueba de Sensores de Un Sistema de Control ElectrónicoDocument27 paginiPrueba de Sensores de Un Sistema de Control ElectrónicoOrlando GonzálezÎncă nu există evaluări
- Pileta API InformeDocument29 paginiPileta API InformeVeronica Soledad Veizaga GutierrezÎncă nu există evaluări
- Informe Tecnico - R220lc-9s-PosadaDocument9 paginiInforme Tecnico - R220lc-9s-PosadaYamilaÎncă nu există evaluări
- Practica CalificadaDocument4 paginiPractica Calificadajavir9Încă nu există evaluări