S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Wang Jinhui - Competitive Physics - Thermodynamics, Electromagnetism and Relativity (2019, World Scientific Publishing Co. Pte. LTD.)Document961 paginiWang Jinhui - Competitive Physics - Thermodynamics, Electromagnetism and Relativity (2019, World Scientific Publishing Co. Pte. LTD.)Paritosh PandeyÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Alloy Steel 4140Document3 paginiAlloy Steel 4140Ruano Andreola StumpfÎncă nu există evaluări
- T.A.T.U. - Waste Management - Digital BookletDocument14 paginiT.A.T.U. - Waste Management - Digital BookletMarieBLÎncă nu există evaluări
- i-ALERT2-Installation Guide PDFDocument1 paginăi-ALERT2-Installation Guide PDFTim KuÎncă nu există evaluări
- 2014 Corrosion Symposium - Pulp MillDocument17 pagini2014 Corrosion Symposium - Pulp MillTim KuÎncă nu există evaluări
- Standard 4 SPC 0081 R1 Rubber Lined EquipmentDocument5 paginiStandard 4 SPC 0081 R1 Rubber Lined EquipmentTim KuÎncă nu există evaluări
- Rubber Expansion Joints: Leader in High Temperature SolutionsDocument16 paginiRubber Expansion Joints: Leader in High Temperature SolutionsTim KuÎncă nu există evaluări
- PI - Sharing To GroupDocument19 paginiPI - Sharing To GroupTim KuÎncă nu există evaluări
- JIS DIN ASTM Steel, Alloy, Cast Iron SpecificationsDocument1 paginăJIS DIN ASTM Steel, Alloy, Cast Iron SpecificationsBao Duy NguyenÎncă nu există evaluări
- FMEA TemplateDocument28 paginiFMEA Templatevin_araujoÎncă nu există evaluări
- Extraction StagesDocument29 paginiExtraction StagesTim KuÎncă nu există evaluări
- I ALERT2 Installation GuideDocument1 paginăI ALERT2 Installation GuideTim KuÎncă nu există evaluări
- Catalogo DerakaneDocument56 paginiCatalogo DerakaneAdriana Hernandez100% (1)
- Dunlop Technical ManualDocument41 paginiDunlop Technical ManualGonzalo AriasÎncă nu există evaluări
- ClO2 BleachingDocument27 paginiClO2 BleachingTim Ku100% (1)
- RH Broschuere FNPM enDocument8 paginiRH Broschuere FNPM enTim KuÎncă nu există evaluări
- Resin DefoulingDocument4 paginiResin DefoulingTim KuÎncă nu există evaluări
- Pulp Digester FailuredDocument93 paginiPulp Digester FailuredTim Ku100% (1)
- Power Plant Design HandbookDocument135 paginiPower Plant Design HandbookRehman Zahid100% (1)
- Welding Handbook ESABDocument529 paginiWelding Handbook ESABErdinc_Bal_1026100% (8)
- Flaekt DryerDocument8 paginiFlaekt DryerTim Ku100% (1)
- Pipe Specification-1 PDFDocument37 paginiPipe Specification-1 PDFzamijakaÎncă nu există evaluări
- Cast MaterialsDocument6 paginiCast MaterialsJhonny AlvarezÎncă nu există evaluări
- Guide To Compositesv5webpdfDocument73 paginiGuide To Compositesv5webpdfImamRNÎncă nu există evaluări
- Stafsjo Knife Gate ValvesDocument8 paginiStafsjo Knife Gate ValvesTim KuÎncă nu există evaluări
- +GF+ Technical HandbookDocument107 pagini+GF+ Technical HandbookBoban StanojlovićÎncă nu există evaluări
- Most Common Cause of Bearing FailureDocument7 paginiMost Common Cause of Bearing FailureTim KuÎncă nu există evaluări
- GF+ - CPVC Working Pressure ConditionDocument4 paginiGF+ - CPVC Working Pressure ConditionTim KuÎncă nu există evaluări
- Garlock 3504 Blue Gylon Data SheetDocument1 paginăGarlock 3504 Blue Gylon Data SheetdanielbustÎncă nu există evaluări
- Welding Handbook ESABDocument529 paginiWelding Handbook ESABErdinc_Bal_1026100% (8)
- Colour FastnessDocument37 paginiColour FastnessSivakumar K100% (1)
- Harmonic Analysis of Separately Excited DC Motor Drives Fed by Single Phase Controlled Rectifier and PWM RectifierDocument112 paginiHarmonic Analysis of Separately Excited DC Motor Drives Fed by Single Phase Controlled Rectifier and PWM RectifierGautam Umapathy0% (1)
- WeeklyDocument8 paginiWeeklyivaldeztÎncă nu există evaluări
- Exercise On Word Formation 2 (Unit 2 - Advanced) : Tran Dai Nghia High School For The GiftedDocument3 paginiExercise On Word Formation 2 (Unit 2 - Advanced) : Tran Dai Nghia High School For The GiftedEveryonehateshiuzo 2.0Încă nu există evaluări
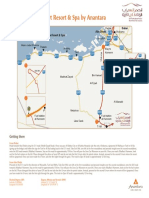
- Qasr Al Sarab Desert Resort Location Map June2012Document1 paginăQasr Al Sarab Desert Resort Location Map June2012Anant GârgÎncă nu există evaluări
- YoungMan EN131 GUIDEDocument16 paginiYoungMan EN131 GUIDErcpawar100% (1)
- F24 60manual (New)Document14 paginiF24 60manual (New)Robert CumpaÎncă nu există evaluări
- TM 10-3930-669-34 Forklift Truck 6K Drexel MDL R60SL-DC Part 1Document294 paginiTM 10-3930-669-34 Forklift Truck 6K Drexel MDL R60SL-DC Part 1AdvocateÎncă nu există evaluări
- Electronic Ticket Receipt, January 27 For MS NESHA SIVA SHANMUGAMDocument2 paginiElectronic Ticket Receipt, January 27 For MS NESHA SIVA SHANMUGAMNesha Siva Shanmugam ShavannahÎncă nu există evaluări
- MC MATH 01 Syllabus SJCCDocument11 paginiMC MATH 01 Syllabus SJCCAcire NonacÎncă nu există evaluări
- Flow Zone Indicator Guided Workflows For PetrelDocument11 paginiFlow Zone Indicator Guided Workflows For PetrelAiwarikiaar100% (1)
- AppearancesDocument4 paginiAppearancesReme TrujilloÎncă nu există evaluări
- 08 - 2061 USTR 2222a (1) Supor EKVDocument24 pagini08 - 2061 USTR 2222a (1) Supor EKVHassan Houdoud0% (1)
- Metaphysics of LucretiusDocument6 paginiMetaphysics of LucretiusChristopher BennettÎncă nu există evaluări
- Surface Finish Measurement NotesDocument32 paginiSurface Finish Measurement NotesAneez ShresthaÎncă nu există evaluări
- PH & TemperatureDocument8 paginiPH & TemperatureNanaÎncă nu există evaluări
- Raneem AlbazazDocument33 paginiRaneem AlbazazGordana PuzovicÎncă nu există evaluări
- SR No Service CodeDocument30 paginiSR No Service CodeShiva KrishnaÎncă nu există evaluări
- Bagpipe LV 1-5Document228 paginiBagpipe LV 1-5Sathia Kdms100% (2)
- Para Lec CombinedDocument83 paginiPara Lec CombinedClent Earl Jason O. BascoÎncă nu există evaluări
- Bchem 455 - Module 3Document42 paginiBchem 455 - Module 3WilliamÎncă nu există evaluări
- Segmentation of Blood Vessels Using Rule-Based and Machine-Learning-Based Methods: A ReviewDocument10 paginiSegmentation of Blood Vessels Using Rule-Based and Machine-Learning-Based Methods: A ReviewRainata PutraÎncă nu există evaluări
- Line Differential Protection Red670Document8 paginiLine Differential Protection Red670igorsfaceÎncă nu există evaluări
- Isulat Lamang Ang Titik NG Tamang Sagot Sa Inyong Papel. (Ilagay Ang Pangalan, Section atDocument1 paginăIsulat Lamang Ang Titik NG Tamang Sagot Sa Inyong Papel. (Ilagay Ang Pangalan, Section atMysterious StudentÎncă nu există evaluări
- Climbing FormworkDocument4 paginiClimbing FormworkAshwin B S RaoÎncă nu există evaluări
- 9A02502 Transmission of Electric PowerDocument6 pagini9A02502 Transmission of Electric PowersivabharathamurthyÎncă nu există evaluări
- Warehouse Management Solution SheetDocument2 paginiWarehouse Management Solution Sheetpatelnandini109Încă nu există evaluări
- Preview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextDocument24 paginiPreview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextFelipe AguilarÎncă nu există evaluări