S-ar putea să vă placă și
- ASSIGNMNET Advantages of Mechanical Fastener & Adhesive BondDocument6 paginiASSIGNMNET Advantages of Mechanical Fastener & Adhesive BondYankie Mike PaPa100% (1)
- Adhesives GuideDocument16 paginiAdhesives GuidejmunozguÎncă nu există evaluări
- HCLDocument4 paginiHCLVinoth Vin GÎncă nu există evaluări
- Ijmet 09 10 002Document9 paginiIjmet 09 10 002member2 mtriÎncă nu există evaluări
- GlueDocument35 paginiGlueHoac Chu KenÎncă nu există evaluări
- Baldan2004a Article Adhesively-bondedJointsAndRepaDocument49 paginiBaldan2004a Article Adhesively-bondedJointsAndRepamastourÎncă nu există evaluări
- Adhesive Bonding TechnologyDocument26 paginiAdhesive Bonding TechnologymichaelbaroneÎncă nu există evaluări
- JM Da 219Document18 paginiJM Da 219mohdÎncă nu există evaluări
- Mechanics of Adhesives Preview PDFDocument35 paginiMechanics of Adhesives Preview PDFcdestudosÎncă nu există evaluări
- The Mechanics of Adhesives in Composite and Metal JointsDocument35 paginiThe Mechanics of Adhesives in Composite and Metal Jointsasimbuyuk0% (1)
- Adhesive Bonding: Mechanical Engineering ItenasDocument19 paginiAdhesive Bonding: Mechanical Engineering ItenasHamzah Ibnul Khair100% (1)
- Introduction To Joining A Process and A TechnologyDocument33 paginiIntroduction To Joining A Process and A TechnologyMàhàdàsyàm Sai ĶrishñàÎncă nu există evaluări
- A Parametric Approach To Strength Optimization of Adhesive Joints Using Geometric TechniquesDocument4 paginiA Parametric Approach To Strength Optimization of Adhesive Joints Using Geometric TechniquesHannan yusuf KhanÎncă nu există evaluări
- Module - 2Document69 paginiModule - 2Siddhesh HaradÎncă nu există evaluări
- 06 - Chapter 1 Part A PDFDocument24 pagini06 - Chapter 1 Part A PDFSomenath GoraiÎncă nu există evaluări
- Structural Adhesives 5 Myths White Paper FinalDocument13 paginiStructural Adhesives 5 Myths White Paper FinalFiona EdwardesÎncă nu există evaluări
- Bonding Alternatives For Structural Requirements.Document6 paginiBonding Alternatives For Structural Requirements.Eduardo Javier Granados SanchezÎncă nu există evaluări
- Abrasion Resistance of MaterialsDocument212 paginiAbrasion Resistance of MaterialsJosé Ramírez100% (1)
- Adhesive Bonding AMJT Module III Part 2Document19 paginiAdhesive Bonding AMJT Module III Part 2Arun Kattuparambil100% (1)
- Joints AhnANDWaas 2011 H2Document12 paginiJoints AhnANDWaas 2011 H2Junghyun AhnÎncă nu există evaluări
- Modal Analysis of Adhesively Bonded Joints of Different MaterialsDocument4 paginiModal Analysis of Adhesively Bonded Joints of Different MaterialsIJMERÎncă nu există evaluări
- Module 1 - Introduction To CompositesDocument9 paginiModule 1 - Introduction To CompositessathvikÎncă nu există evaluări
- Bonding of Composite MaterialsDocument49 paginiBonding of Composite Materialspakde jongko80% (5)
- 2005 Material Ease 29Document8 pagini2005 Material Ease 29Viola HippieÎncă nu există evaluări
- Common Failure Mechanisms in Non MetalsDocument4 paginiCommon Failure Mechanisms in Non MetalsYousuf MemonÎncă nu există evaluări
- Adhesives Users GuideDocument16 paginiAdhesives Users GuideFilipÎncă nu există evaluări
- Bonded Bolted ManualDocument120 paginiBonded Bolted ManualkanchanabalajiÎncă nu există evaluări
- Bonded Joints PresentationDocument19 paginiBonded Joints Presentationmartin_calmonÎncă nu există evaluări
- Guide To Compositesv5webpdfDocument73 paginiGuide To Compositesv5webpdfImamRNÎncă nu există evaluări
- Design of CompositesDocument42 paginiDesign of CompositesTrina DominiqueÎncă nu există evaluări
- Joining of Advanced CompositesDocument28 paginiJoining of Advanced CompositesHüseyin Can Önel100% (1)
- Composite Materials1Document11 paginiComposite Materials1Govind JhaÎncă nu există evaluări
- MP Avt 266 21Document16 paginiMP Avt 266 21Khawla BkÎncă nu există evaluări
- Adhesive BondingDocument45 paginiAdhesive Bondingizantux100% (3)
- Adhesive Joint AnalysisDocument5 paginiAdhesive Joint AnalysisspiritveluÎncă nu există evaluări
- MS 18ME33 Notes Module 4Document33 paginiMS 18ME33 Notes Module 4SUNIL SWAMY SÎncă nu există evaluări
- Baldan2004b Article Adhesively-bondedJointsInMetalDocument69 paginiBaldan2004b Article Adhesively-bondedJointsInMetalmastourÎncă nu există evaluări
- Gurit Guide To CompositesDocument74 paginiGurit Guide To CompositesSibin SaseendranÎncă nu există evaluări
- Module 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite SealDocument18 paginiModule 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite Sealbansalmohit01Încă nu există evaluări
- Mechanical Properties of Joints in 5052 Aluminum - 2018 - International JournalDocument7 paginiMechanical Properties of Joints in 5052 Aluminum - 2018 - International JournalFrancesco MarchioneÎncă nu există evaluări
- Adhesive BondingDocument7 paginiAdhesive BondingNAVEEN S BASANDIÎncă nu există evaluări
- SP Guide To CompositesDocument69 paginiSP Guide To CompositesCefirel_grifonÎncă nu există evaluări
- KATSIVALIS Revised Manuscrript Engineering Structures Clean Final VersionDocument31 paginiKATSIVALIS Revised Manuscrript Engineering Structures Clean Final VersionphairyÎncă nu există evaluări
- Adhesive Bonding 2Document67 paginiAdhesive Bonding 2Saud Aidrus100% (1)
- Non Destructive Testing of Composite MaterialsDocument52 paginiNon Destructive Testing of Composite Materialsadfahdz100% (2)
- Gaskets and Their TypesDocument5 paginiGaskets and Their TypesManoj MulikÎncă nu există evaluări
- Adhesion Test For PaintDocument44 paginiAdhesion Test For PaintLaughlikesiao HeheÎncă nu există evaluări
- Glass-Metal Joints Bonded With Uv - and Light-Curing AcrylatesDocument8 paginiGlass-Metal Joints Bonded With Uv - and Light-Curing Acrylateschaval01Încă nu există evaluări
- Tire Cord TheoryDocument29 paginiTire Cord TheoryMarcus NguyễnÎncă nu există evaluări
- Design and Analysis of Composite Drive ShaftDocument8 paginiDesign and Analysis of Composite Drive ShaftInternational Journal of Research in Engineering and TechnologyÎncă nu există evaluări
- Fiberglass Repair Composite RepairDocument5 paginiFiberglass Repair Composite RepairMichael Dunne (Bicycle Connect)Încă nu există evaluări
- MasterBond EpoxiesDocument4 paginiMasterBond EpoxiesPinakin PatelÎncă nu există evaluări
- Holmberg2007 FrictionWearCoatedSurfacesDocument16 paginiHolmberg2007 FrictionWearCoatedSurfacesEng-Mohammed Abu NuktaÎncă nu există evaluări
- Tribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsDe la EverandTribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsEvaluare: 5 din 5 stele5/5 (1)
- Friction and Wear of Polymer CompositesDe la EverandFriction and Wear of Polymer CompositesEvaluare: 5 din 5 stele5/5 (2)
- Self-healing Ceramic Matrix Composites: A MonographDe la EverandSelf-healing Ceramic Matrix Composites: A MonographÎncă nu există evaluări
- Bharat Sanchar Nigam Limited: Receipt DetailsDocument1 paginăBharat Sanchar Nigam Limited: Receipt DetailsaadhanÎncă nu există evaluări
- Mech Syllabus PDFDocument162 paginiMech Syllabus PDFaadhanÎncă nu există evaluări
- S3 VMRDocument12 paginiS3 VMRaadhanÎncă nu există evaluări
- SpiceJet - E-Ticket - PNR J2CT7Y - 23 Nov 2015 Chennai-Delhi For MRS. KANAGARAJDocument2 paginiSpiceJet - E-Ticket - PNR J2CT7Y - 23 Nov 2015 Chennai-Delhi For MRS. KANAGARAJaadhanÎncă nu există evaluări
- Design of Machine ElementsDocument53 paginiDesign of Machine ElementsSrks Kondal Reddy100% (2)
- Dynamics of Machinery PDFDocument18 paginiDynamics of Machinery PDFThomas VictorÎncă nu există evaluări
- Design of Machine ElementsDocument53 paginiDesign of Machine ElementsSrks Kondal Reddy100% (2)
- Design of Machine ElementsDocument53 paginiDesign of Machine ElementsSrks Kondal Reddy100% (2)
- DTS PDFDocument18 paginiDTS PDFaadhan100% (1)
- Dynamics of Machinery PDFDocument18 paginiDynamics of Machinery PDFThomas VictorÎncă nu există evaluări
- Classificaitons of Fluid MachinesDocument4 paginiClassificaitons of Fluid MachinesaadhanÎncă nu există evaluări
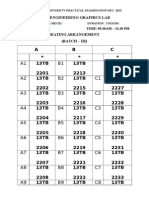
- P-103 Engineering Graphics Lab: DATE: 26-12-2013 TIME: 09.30AM - 12.30 PMDocument3 paginiP-103 Engineering Graphics Lab: DATE: 26-12-2013 TIME: 09.30AM - 12.30 PMaadhanÎncă nu există evaluări
- Design properties of HEA profiles for S235 steel class (γ = 1.00, units = mm)Document18 paginiDesign properties of HEA profiles for S235 steel class (γ = 1.00, units = mm)scarto08Încă nu există evaluări
- PrePoMax-v1 3 5-ManualDocument4 paginiPrePoMax-v1 3 5-ManualMarcelo ResendeÎncă nu există evaluări
- Gravitational Field and Gravitational Field StrengthDocument2 paginiGravitational Field and Gravitational Field StrengthSanÎncă nu există evaluări
- Solution3 HIT Optical FiberDocument10 paginiSolution3 HIT Optical FiberMichael NaymarkÎncă nu există evaluări
- Multiple-Choice Question 1985 Take G 10 m/s2.: Velocity/msDocument16 paginiMultiple-Choice Question 1985 Take G 10 m/s2.: Velocity/mssliversniperÎncă nu există evaluări
- ASTM D 3682-01 Major and Minor Elements in Combustion Residues FromDocument6 paginiASTM D 3682-01 Major and Minor Elements in Combustion Residues FromBalas43Încă nu există evaluări
- Normal in Vol TimeDocument6 paginiNormal in Vol TimeIgorÎncă nu există evaluări
- Unit 1 RoboticsDocument30 paginiUnit 1 RoboticsVishnu PriyanÎncă nu există evaluări
- 1 s2.0 S0379677917303041 MainDocument6 pagini1 s2.0 S0379677917303041 MainAnonymous oSuBJMÎncă nu există evaluări
- En1992 ManualDocument80 paginiEn1992 ManualLuana PamelaÎncă nu există evaluări
- Van Eekelen Et Al 2011 BS8006 FinalDocument15 paginiVan Eekelen Et Al 2011 BS8006 FinalRaden Budi HermawanÎncă nu există evaluări
- Md. Rubel Akanda PDFDocument64 paginiMd. Rubel Akanda PDFpassrel21Încă nu există evaluări
- D7097-Determination of Mederately High Temperature Piston Deposis by Thermooxidation Engine Oil Simulation Test TEOST MHTDocument14 paginiD7097-Determination of Mederately High Temperature Piston Deposis by Thermooxidation Engine Oil Simulation Test TEOST MHTengrsurifÎncă nu există evaluări
- 9 - Footings Footings: Footings Definition Footings DefinitionDocument25 pagini9 - Footings Footings: Footings Definition Footings DefinitionMotamed Ben TaherÎncă nu există evaluări
- ZL - 209Document2 paginiZL - 209Fraz AhmadÎncă nu există evaluări
- Forces & Motion, IGCSEDocument4 paginiForces & Motion, IGCSEsapiniÎncă nu există evaluări
- Thicken Er Design and ControlDocument20 paginiThicken Er Design and ControlHarshalÎncă nu există evaluări
- Making Desert With JunkoDocument8 paginiMaking Desert With Junkomcx_123Încă nu există evaluări
- REPORT01Document110 paginiREPORT01kennysawegÎncă nu există evaluări
- Conductivity TesterDocument4 paginiConductivity TesterFelix PintoÎncă nu există evaluări
- Steam TrapsDocument10 paginiSteam Trapsmaninder_khasria100% (1)
- Gunclean Toftejorg I65 DDocument55 paginiGunclean Toftejorg I65 Dpetrakou aglaiaÎncă nu există evaluări
- Design Guide For Cold-Formed Steel Trusses: Scholars' MineDocument13 paginiDesign Guide For Cold-Formed Steel Trusses: Scholars' MinefilipeÎncă nu există evaluări
- Saudi Aramco Pre-Commissioning Form: Testing Guide LinesDocument4 paginiSaudi Aramco Pre-Commissioning Form: Testing Guide Linesverzehre100% (2)
- PW and Wfi Storage and Distribution Systems Design and OperationDocument33 paginiPW and Wfi Storage and Distribution Systems Design and Operationmanojdhamne5802Încă nu există evaluări
- Journal FYP 6Document7 paginiJournal FYP 6Mira FazziraÎncă nu există evaluări
- G.O For PHMED Interstate Transfers PDFDocument10 paginiG.O For PHMED Interstate Transfers PDFEE PH KHAMMAMÎncă nu există evaluări
- FGS211 Relay Switch 3kW en 2.1 2.3Document2 paginiFGS211 Relay Switch 3kW en 2.1 2.3Alex BozzÎncă nu există evaluări
- Chapter Iv. Analysis of The Structure at The Ultimate Limit StateDocument17 paginiChapter Iv. Analysis of The Structure at The Ultimate Limit StateisaacssebulibaÎncă nu există evaluări
- Resume 10-16-2017Document2 paginiResume 10-16-2017api-336793554Încă nu există evaluări