S-ar putea să vă placă și
- Self-healing Ceramic Matrix Composites: A MonographDe la EverandSelf-healing Ceramic Matrix Composites: A MonographÎncă nu există evaluări
- Ceramics Science and Technology, Volume 4: ApplicationsDe la EverandCeramics Science and Technology, Volume 4: ApplicationsRalf RiedelÎncă nu există evaluări
- Ceramic Thrust ChamberDocument10 paginiCeramic Thrust ChamberCRISA3000000Încă nu există evaluări
- Advanced Materials and Protective Coating in Aeroengines ApplicationDocument10 paginiAdvanced Materials and Protective Coating in Aeroengines ApplicationSyavash EnshaÎncă nu există evaluări
- Asgmnt 4Document2 paginiAsgmnt 4Atiqah AfdzaluddinÎncă nu există evaluări
- Liege Paper-Coating Systems For Utility Gas TurbinesDocument15 paginiLiege Paper-Coating Systems For Utility Gas TurbinesRodney WingÎncă nu există evaluări
- High-Temperature Tensile Properties and Oxidation Behavior of Carbon Fiber Reinforced Silicon Carbide Bolts in A Simulated Re-Entry EnvironmentDocument4 paginiHigh-Temperature Tensile Properties and Oxidation Behavior of Carbon Fiber Reinforced Silicon Carbide Bolts in A Simulated Re-Entry Environmentnitheeshgmenon5Încă nu există evaluări
- Application of Eutectic Composites To Gas Turbine System and Fundamental Fracture Properties Up To 1700°CDocument9 paginiApplication of Eutectic Composites To Gas Turbine System and Fundamental Fracture Properties Up To 1700°CMikecz JuliannaÎncă nu există evaluări
- Hardy2020 Article SolvingRecentChallengesForWrouDocument25 paginiHardy2020 Article SolvingRecentChallengesForWrouV SÎncă nu există evaluări
- Plasma Spray Coating MethodDocument28 paginiPlasma Spray Coating Methodvijay9994Încă nu există evaluări
- Thermal Barrier Coatings Material Selection, Method of Preparation and Applications - ReviewDocument8 paginiThermal Barrier Coatings Material Selection, Method of Preparation and Applications - ReviewAbdelkader TayebiÎncă nu există evaluări
- The Improvement of Aluminium Casting Process Control by Application of The New CRIMSON ProcessDocument8 paginiThe Improvement of Aluminium Casting Process Control by Application of The New CRIMSON Processendale asebeÎncă nu există evaluări
- Finite Element Indentation Analysis of AutomotiveDocument7 paginiFinite Element Indentation Analysis of AutomotiveytabakovÎncă nu există evaluări
- High Rate Manufacturing Process For Silicon Carbide TilesDocument5 paginiHigh Rate Manufacturing Process For Silicon Carbide TilesNeha BajpayeeÎncă nu există evaluări
- CMCSDocument3 paginiCMCSbabeÎncă nu există evaluări
- " Thermal Barrier CoatingDocument6 pagini" Thermal Barrier CoatingMohamed AmerÎncă nu există evaluări
- Turbine BladesDocument11 paginiTurbine BladesTheWorrior ChayranÎncă nu există evaluări
- 13 Braulio ArtigoDocument10 pagini13 Braulio Artigogutierrezcamposd20Încă nu există evaluări
- Protective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaDocument9 paginiProtective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaJoão Fernandes M MatosÎncă nu există evaluări
- Progress of Ceramic Matrix Composites Brake Materials For Aircraft ApplicationDocument13 paginiProgress of Ceramic Matrix Composites Brake Materials For Aircraft Applicationanon_82671922Încă nu există evaluări
- Thermal Barrier Coatings On Ic Engines 13012013123658 Thermal Barrier Coatings On Ic EnginesDocument32 paginiThermal Barrier Coatings On Ic Engines 13012013123658 Thermal Barrier Coatings On Ic EnginesNagaraj KundapuraÎncă nu există evaluări
- FEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonDocument14 paginiFEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonIJRASETPublicationsÎncă nu există evaluări
- Unit-II Coating of SuperalloysDocument36 paginiUnit-II Coating of SuperalloysJ JhansibaiÎncă nu există evaluări
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocument12 paginiPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesSuhas G FADNISÎncă nu există evaluări
- Nondestructive Evaluation (NDE) For Thermal-Spray CoatingsDocument3 paginiNondestructive Evaluation (NDE) For Thermal-Spray CoatingsKhin Aung ShweÎncă nu există evaluări
- GBidron JMatProcTechDocument16 paginiGBidron JMatProcTechKue DroidÎncă nu există evaluări
- Renewable Energy: Gianluca Coccia, Giovanni Di Nicola, Marco SotteDocument10 paginiRenewable Energy: Gianluca Coccia, Giovanni Di Nicola, Marco Sotteanita galihÎncă nu există evaluări
- Turbine Parts and MaterialsDocument8 paginiTurbine Parts and Materialsdheerudu100% (1)
- Thin Solid Films: M. Kalisz, M. Grobelny, M. Zdrojek, M. Świniarski, J. JudekDocument9 paginiThin Solid Films: M. Kalisz, M. Grobelny, M. Zdrojek, M. Świniarski, J. JudekBhabani Sankar SwainÎncă nu există evaluări
- Composite ProjectDocument6 paginiComposite ProjectArooj JavaidÎncă nu există evaluări
- PMR v39 I3 117 126Document10 paginiPMR v39 I3 117 126rezaeibehrouzÎncă nu există evaluări
- 1 s2.0 S100093612030323X MainDocument28 pagini1 s2.0 S100093612030323X Mainfrancisco reyesÎncă nu există evaluări
- Thermal Barrier Coatings: Seminar Mid Report OnDocument6 paginiThermal Barrier Coatings: Seminar Mid Report OnGanesh NandgaonkarÎncă nu există evaluări
- The Evolution of Thermal Barrier Coatings - Status and Upcoming Solutions For Today's Key IssuesDocument7 paginiThe Evolution of Thermal Barrier Coatings - Status and Upcoming Solutions For Today's Key IssuesHicham OuakilÎncă nu există evaluări
- Thermal Barrier Coatings For Gas-Turbine Engine Applications-A ReviewDocument14 paginiThermal Barrier Coatings For Gas-Turbine Engine Applications-A ReviewBalaji BeliveÎncă nu există evaluări
- Modified Zirconia Abradable Seal Coating For High Temperature Gas Turbine ApplicationsDocument10 paginiModified Zirconia Abradable Seal Coating For High Temperature Gas Turbine ApplicationsJames CookÎncă nu există evaluări
- MSC24495 1Document4 paginiMSC24495 1John Melanathy IIÎncă nu există evaluări
- Advanced Ceramics in Automotive TechnologyDocument5 paginiAdvanced Ceramics in Automotive TechnologySyafiq NasirÎncă nu există evaluări
- Composites Science and Technology: Xin'gang Luan, Laifei Cheng, Congwei XieDocument6 paginiComposites Science and Technology: Xin'gang Luan, Laifei Cheng, Congwei XieRoxana Cristina PopescuÎncă nu există evaluări
- Review Hot Isostatic Pressing (HIP) Technology and Its Applications To Metals and CeramicsDocument2 paginiReview Hot Isostatic Pressing (HIP) Technology and Its Applications To Metals and CeramicsEmanuelValenciaHenaoÎncă nu există evaluări
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocument7 paginiPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesChetan MaskiÎncă nu există evaluări
- Recent Developments in Urea Plant DesignDocument17 paginiRecent Developments in Urea Plant DesignSathish Kumar100% (1)
- Development of The Copper Motor RotorDocument13 paginiDevelopment of The Copper Motor RotorIjabiÎncă nu există evaluări
- Low Heat Rejection EngineDocument9 paginiLow Heat Rejection EnginePradheep SathyamurthyÎncă nu există evaluări
- CMSX Single CrystalDocument10 paginiCMSX Single Crystal7022315Încă nu există evaluări
- A Practical Guide For TBCs in Gas TurbinesDocument30 paginiA Practical Guide For TBCs in Gas Turbinestolentino.jason1222Încă nu există evaluări
- Alstom - Integrated Solutions For Coal-Fired Power PlantsDocument3 paginiAlstom - Integrated Solutions For Coal-Fired Power PlantsAlmario SagunÎncă nu există evaluări
- Resource-Friendly Refractory Technologies For The Cupola FurnaceDocument4 paginiResource-Friendly Refractory Technologies For The Cupola Furnacetseeree1 palam1Încă nu există evaluări
- Literature Review of 15+ PapersDocument12 paginiLiterature Review of 15+ PapersAnkit Kr sahuÎncă nu există evaluări
- A Review of Manufacturing Processes For Microchannel Heat Exchanger FabricationDocument6 paginiA Review of Manufacturing Processes For Microchannel Heat Exchanger Fabricationgyanendra_vatsa4380Încă nu există evaluări
- Plasma Spray Coating On PistonDocument45 paginiPlasma Spray Coating On Pistonrajkiran_rajÎncă nu există evaluări
- Smarsly Advanced High Temperature Seals enDocument10 paginiSmarsly Advanced High Temperature Seals enAngel LagrañaÎncă nu există evaluări
- Effect of Aging Heat Treatment On The Mechanical Properties of Sic Reinforced 7075 Al-Alloy Composites Manufactured by Vortex Casting MethodDocument12 paginiEffect of Aging Heat Treatment On The Mechanical Properties of Sic Reinforced 7075 Al-Alloy Composites Manufactured by Vortex Casting MethodMahmood KhanÎncă nu există evaluări
- Aerospace Materials Chapter 3Document10 paginiAerospace Materials Chapter 3Thomas MouraÎncă nu există evaluări
- Thermophysical and Thermomechanical Properties of Thermal Barrier Coating SystemsDocument22 paginiThermophysical and Thermomechanical Properties of Thermal Barrier Coating SystemskannanjuÎncă nu există evaluări
- Extended Property Combinations in Thermomechanically Control Processed Steel Plates by Application of Advanced Rolling and Cooling TechnologyDocument5 paginiExtended Property Combinations in Thermomechanically Control Processed Steel Plates by Application of Advanced Rolling and Cooling TechnologymirishoeibÎncă nu există evaluări
- Vac Carburg With Gas and Oil QuenchDocument2 paginiVac Carburg With Gas and Oil QuenchskluxÎncă nu există evaluări
- Low Pressure CarbDocument6 paginiLow Pressure CarbSinan YıldızÎncă nu există evaluări
- High Temperature C/C-Sic Composite by Liquid Silicon Infiltration: A Literature ReviewDocument11 paginiHigh Temperature C/C-Sic Composite by Liquid Silicon Infiltration: A Literature ReviewAjay Pratap SinghÎncă nu există evaluări
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDe la EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášÎncă nu există evaluări
- Review For Final ExamDocument29 paginiReview For Final ExamhaddanÎncă nu există evaluări
- Crowdfunding: What You Need To Know Before Investing in Crowdfunded SecuritiesDocument17 paginiCrowdfunding: What You Need To Know Before Investing in Crowdfunded SecuritieshaddanÎncă nu există evaluări
- Physics 114C - MechanicsDocument44 paginiPhysics 114C - MechanicshaddanÎncă nu există evaluări
- Physics 114C - MechanicsDocument35 paginiPhysics 114C - MechanicshaddanÎncă nu există evaluări
- Physics 114C - MechanicsDocument48 paginiPhysics 114C - MechanicshaddanÎncă nu există evaluări
- 521 - Open - D - Ujevic - ISITD PosterhezDocument9 pagini521 - Open - D - Ujevic - ISITD PosterhezhaddanÎncă nu există evaluări
- Crowdfunding 101Document37 paginiCrowdfunding 101haddanÎncă nu există evaluări
- Journal of Industrial Textiles: A New Generation of Silicone Elastomers For Airbag CoatingsDocument13 paginiJournal of Industrial Textiles: A New Generation of Silicone Elastomers For Airbag CoatingshaddanÎncă nu există evaluări
- PPT-large Size UHP GE (CIMM GROUP)Document31 paginiPPT-large Size UHP GE (CIMM GROUP)haddanÎncă nu există evaluări
- Lectra Customer Story GST en - 4Document2 paginiLectra Customer Story GST en - 4haddanÎncă nu există evaluări
- Composite Materials in Aerospace Italian Association of Science and Technology: XXI Conference Catania, Italy 15th-17st May 2013Document18 paginiComposite Materials in Aerospace Italian Association of Science and Technology: XXI Conference Catania, Italy 15th-17st May 2013haddanÎncă nu există evaluări
- WbsDocument22 paginiWbshaddan100% (1)
- Electrochemistry: The Electrochemical Society of JapanDocument3 paginiElectrochemistry: The Electrochemical Society of JapanhaddanÎncă nu există evaluări
- 1498 - 1 - Induction Heating SystemDocument1 pagină1498 - 1 - Induction Heating SystemhaddanÎncă nu există evaluări
- 1959 - 1219 PDFDocument1 pagină1959 - 1219 PDFhaddanÎncă nu există evaluări
- An Ultra-Low Power and Distributed Access Protocol For Broadband Wireless Sensor NetworksDocument6 paginiAn Ultra-Low Power and Distributed Access Protocol For Broadband Wireless Sensor NetworkshaddanÎncă nu există evaluări
- Design and Analysis of Low-Power Access Protocols For Wireless and Mobile ATM NetworksDocument15 paginiDesign and Analysis of Low-Power Access Protocols For Wireless and Mobile ATM NetworkshaddanÎncă nu există evaluări
- Falck Schmidt Space Flyer 001Document2 paginiFalck Schmidt Space Flyer 001haddanÎncă nu există evaluări
- Aiaa 2006 4718Document16 paginiAiaa 2006 4718haddanÎncă nu există evaluări
- Suitable For Earth Entry, With Special Attention On As-: 4149.pdf Concepts and Approaches For Mars Exploration (2012)Document2 paginiSuitable For Earth Entry, With Special Attention On As-: 4149.pdf Concepts and Approaches For Mars Exploration (2012)haddanÎncă nu există evaluări
- 2011 MayDocument84 pagini2011 MayhaddanÎncă nu există evaluări
- The Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisDocument47 paginiThe Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoishaddanÎncă nu există evaluări
- Mu-Fashion: Multi-Resolution Data Fusion Using Agent-Bearing Sensors in Hierarchically-Organized NetworksDocument33 paginiMu-Fashion: Multi-Resolution Data Fusion Using Agent-Bearing Sensors in Hierarchically-Organized NetworkshaddanÎncă nu există evaluări
- b70 2040Document41 paginib70 2040haddanÎncă nu există evaluări
- How A Rocket Engine WorksDocument5 paginiHow A Rocket Engine Worksmxg5063100% (1)
- MIRAY - KARPAT Uzay 2020Document45 paginiMIRAY - KARPAT Uzay 2020Sai Manohar RamachandranÎncă nu există evaluări
- Propulsion IIDocument2 paginiPropulsion IIkannanÎncă nu există evaluări
- Fuel Control Requirements: Fuel Scheduling at Steady State OperationDocument11 paginiFuel Control Requirements: Fuel Scheduling at Steady State OperationDenis Jimenez100% (1)
- 22 0 100 - NCDocument7 pagini22 0 100 - NCjussmeeeÎncă nu există evaluări
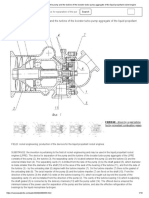
- Device For Separation of The Pump and The Turbine of The Booster Turbo-Pump Aggregate of The Liquid Propellant Rocket EngineDocument10 paginiDevice For Separation of The Pump and The Turbine of The Booster Turbo-Pump Aggregate of The Liquid Propellant Rocket EngineĐinh Quốc TríÎncă nu există evaluări
- Missile Technology Control Regime - HandbookDocument267 paginiMissile Technology Control Regime - HandbookHector VillarrealÎncă nu există evaluări
- Industrial ExplosivesDocument2 paginiIndustrial ExplosivesAlliah Mae LumanogÎncă nu există evaluări
- Dtic Ad0385910 PDFDocument311 paginiDtic Ad0385910 PDFBill M. SpragueÎncă nu există evaluări
- Presentation GT Flame Failure (LFCV)Document31 paginiPresentation GT Flame Failure (LFCV)aminullahsharifÎncă nu există evaluări
- Guided Missiles2Document54 paginiGuided Missiles2Kidus Yado Girma100% (1)
- (Ms Desert at Ion) Internal Ballistic Design Optimization of A Solid Rocket MotorDocument82 pagini(Ms Desert at Ion) Internal Ballistic Design Optimization of A Solid Rocket MotorbabakafzaliÎncă nu există evaluări
- Mishra, D. P - Fundamentals of Rocket Propulsion (2017)Document483 paginiMishra, D. P - Fundamentals of Rocket Propulsion (2017)Saju Joseph100% (1)
- Ae 6504 QBDocument11 paginiAe 6504 QBVinod BalakrishnanÎncă nu există evaluări
- Turbopump of Rocket LE-7Document25 paginiTurbopump of Rocket LE-7gurky33Încă nu există evaluări
- Rocket PropulsionDocument61 paginiRocket PropulsionAcsah Beth AbjÎncă nu există evaluări
- GTG - Know How Training 27 Feb 2013 - 2Document25 paginiGTG - Know How Training 27 Feb 2013 - 2aden mngÎncă nu există evaluări
- Mechanics and Thermodynamics of Propulsion - Hill PetersonDocument766 paginiMechanics and Thermodynamics of Propulsion - Hill Petersonmoquete100% (4)
- Eucass2019 0936Document15 paginiEucass2019 0936Maha Vignesh NÎncă nu există evaluări
- Semester V Propulsion-II (U5AEA18) Unit-I: 2 MarksDocument10 paginiSemester V Propulsion-II (U5AEA18) Unit-I: 2 MarkskannanÎncă nu există evaluări
- R & M Full Notes PDFDocument137 paginiR & M Full Notes PDFAstro Badhusha100% (2)
- Optimization and Sizing For Propulsion System of Liquid Rocket Using Genetic AlgorithmDocument7 paginiOptimization and Sizing For Propulsion System of Liquid Rocket Using Genetic AlgorithmspetÎncă nu există evaluări
- KJ-66 DRW Pics SetupDocument29 paginiKJ-66 DRW Pics Setupandressosa157% (7)
- Chemischemistry Project On Various Rocket Propellants and Their CharacteristicsDocument10 paginiChemischemistry Project On Various Rocket Propellants and Their Characteristicsswarnajit mondalÎncă nu există evaluări
- Rockets and Missiles Notes PDFDocument146 paginiRockets and Missiles Notes PDFTAMILSELVAM NALLUSAMY97% (38)
- 4000046273-PGCA-EA-C09-004 - 5.2 - 1 - Control NarrativeDocument47 pagini4000046273-PGCA-EA-C09-004 - 5.2 - 1 - Control Narrativerajindo1Încă nu există evaluări
- Liquid Fuel Systempdf PDFDocument23 paginiLiquid Fuel Systempdf PDFajo zinzoÎncă nu există evaluări
- Launch Permit-AppendixBDocument23 paginiLaunch Permit-AppendixBraimundocarvalhoÎncă nu există evaluări
- AE 8504 Propulsion II 2 MarksDocument20 paginiAE 8504 Propulsion II 2 MarksBairaviPerumalVigneswaran100% (1)
- AIAADocument15 paginiAIAAsarah86304325Încă nu există evaluări