S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- VBAProfessional Tips SecretsDocument175 paginiVBAProfessional Tips Secretsanacer55Încă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Function (FC) and Function Block (FB) Similarities/Differences in Siemens PLC-S7 ProgrammingDocument2 paginiFunction (FC) and Function Block (FB) Similarities/Differences in Siemens PLC-S7 Programminganacer55Încă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Allison TransmissionDocument74 paginiAllison Transmissionanacer55100% (1)
- Data Sheet: Low-Power Smart Card CouplerDocument33 paginiData Sheet: Low-Power Smart Card Coupleranacer55Încă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Geexin B EnglishDocument34 paginiGeexin B Englishanacer55Încă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Encoder Check PLC ProgramsDocument3 paginiEncoder Check PLC Programsanacer55Încă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- XRHS385 MD: Instruction Manual For Portable CompressorsDocument32 paginiXRHS385 MD: Instruction Manual For Portable Compressorsanacer55Încă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- BDX67CDocument3 paginiBDX67Canacer55Încă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- XRHS385 MD: Instruction Manual For Portable CompressorsDocument32 paginiXRHS385 MD: Instruction Manual For Portable Compressorsanacer55Încă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Past, Present and Future of Batteries and MicrobatteriesDocument8 paginiThe Past, Present and Future of Batteries and Microbatteriesanacer55Încă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- ST8675 5in1 Mini PCIe Laptop Debug Test Card User GuideDocument4 paginiST8675 5in1 Mini PCIe Laptop Debug Test Card User Guideanacer55Încă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Smart Battery Data Accuracy Testing Guidelines: Revision 2.0Document23 paginiSmart Battery Data Accuracy Testing Guidelines: Revision 2.0anacer55Încă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Xrhs385 MDDocument32 paginiXrhs385 MDanacer55Încă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Notebook Combo-Debug-Card (VIP Version) User GuideDocument4 paginiNotebook Combo-Debug-Card (VIP Version) User Guideanacer55Încă nu există evaluări
- Cbga Assy ReworkDocument78 paginiCbga Assy Reworkanacer55Încă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Apl 1117Document18 paginiApl 1117anacer55Încă nu există evaluări
- VT82C686B Southbridge DatasheetDocument130 paginiVT82C686B Southbridge Datasheetanacer55Încă nu există evaluări
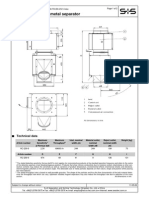
- Rapid Compact 250 Metal Separator: Technical Data SheetDocument2 paginiRapid Compact 250 Metal Separator: Technical Data Sheetanacer55Încă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Richtek Marking CodeDocument52 paginiRichtek Marking Codeanacer55100% (2)
- AQA AS Physics A Chapter 4 Textbook AnswersDocument4 paginiAQA AS Physics A Chapter 4 Textbook AnswerscathylisterÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Tabela SMDDocument80 paginiTabela SMDUdenir Jeus de moraisÎncă nu există evaluări
- Embedded Systems NotesDocument33 paginiEmbedded Systems Notesyayavaram100% (1)
- Fs453/4 and Fs455/6Document72 paginiFs453/4 and Fs455/6scribdfan1100% (3)
- Chemical Technicians 10-2021Document30 paginiChemical Technicians 10-2021PRC BaguioÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Fuse Holder - BussmannDocument58 paginiFuse Holder - BussmannBhima LaksonoÎncă nu există evaluări
- 2 Mark (ED Questions)Document26 pagini2 Mark (ED Questions)Pradeep ravichanderÎncă nu există evaluări
- G6 Electricity and Magnetism - Revision Booklet and ANSDocument21 paginiG6 Electricity and Magnetism - Revision Booklet and ANSAhad AliÎncă nu există evaluări
- ListOf PHD Students OngoingDocument5 paginiListOf PHD Students OngoingBiswajit DebnathÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- DatasheetDocument80 paginiDatasheetselocaÎncă nu există evaluări
- 132kV Connection Guide Version 9Document44 pagini132kV Connection Guide Version 9ElwanÎncă nu există evaluări
- 002 UMG507 Manual English PDFDocument48 pagini002 UMG507 Manual English PDFAhmadÎncă nu există evaluări
- Figure 1. Friction Stir Welding ProcessDocument4 paginiFigure 1. Friction Stir Welding ProcessINfo WTCSÎncă nu există evaluări
- Block Diagram: X555LD Repair GuideDocument7 paginiBlock Diagram: X555LD Repair GuideGustavo GarciaÎncă nu există evaluări
- Ventilador Bear 1000 Especificaciones TecnicasDocument2 paginiVentilador Bear 1000 Especificaciones TecnicasDaniel F. Guerrero P.Încă nu există evaluări
- The Best Amiga Tricks and TipsDocument438 paginiThe Best Amiga Tricks and TipsJohnLandisÎncă nu există evaluări
- Chapter 6 Waves (Teacher's Guide)Document35 paginiChapter 6 Waves (Teacher's Guide)Fahmi AmiÎncă nu există evaluări
- Tracer-AN Series: EpeverDocument2 paginiTracer-AN Series: EpeverSyahdun NurzaqiÎncă nu există evaluări
- Inverters & Utility Grid ConfigurationDocument1 paginăInverters & Utility Grid ConfigurationLanz ValdezÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- DSX s300btx User ManualDocument2 paginiDSX s300btx User ManualAngelLazarte100% (1)
- stm32 Eval-Tools PortfolioDocument23 paginistm32 Eval-Tools PortfolioPanchal HitenÎncă nu există evaluări
- PLC & Scada - Be - Unit Wise - All New - 2015 PatDocument20 paginiPLC & Scada - Be - Unit Wise - All New - 2015 PatSAHILÎncă nu există evaluări
- Ranger 2015Document135 paginiRanger 2015Tecknobites Vallenar100% (3)
- Tuncuk Et Al., 2012 PDFDocument10 paginiTuncuk Et Al., 2012 PDFlaguna028Încă nu există evaluări
- SKF Endoscopes TKES 10 Series: Instructions For UseDocument24 paginiSKF Endoscopes TKES 10 Series: Instructions For UseRizky MuhammadÎncă nu există evaluări
- Air Quality Detection and Notification Using Arduino IDEDocument8 paginiAir Quality Detection and Notification Using Arduino IDEIJRASETPublicationsÎncă nu există evaluări
- Sag DB en PDFDocument2 paginiSag DB en PDFMiguel Angel Pacahuala CristobalÎncă nu există evaluări
- Hygk307 ManualDocument16 paginiHygk307 Manualkenlavie1Încă nu există evaluări
- SR - N O. Option1 Option2 Option3 Option4 Answ ErDocument17 paginiSR - N O. Option1 Option2 Option3 Option4 Answ ErChhavi ChawlaÎncă nu există evaluări
- H-Bridge PPDocument16 paginiH-Bridge PPMohammed HediaÎncă nu există evaluări