S-ar putea să vă placă și
- Section 3 Cableado Elctrico y ConexionesDocument116 paginiSection 3 Cableado Elctrico y ConexionesNany Geraldiino E100% (5)
- Manual de Inspección de Soldadura OSA (Parte 1)Document40 paginiManual de Inspección de Soldadura OSA (Parte 1)alfredo dominguez dominguez100% (1)
- El Código ASCII CompletoDocument4 paginiEl Código ASCII Completojaad61Încă nu există evaluări
- Corona - RT-46-160 - Sin - Reenvio PDFDocument96 paginiCorona - RT-46-160 - Sin - Reenvio PDFjackÎncă nu există evaluări
- Curvas de GradienteDocument14 paginiCurvas de GradienteDimonti Henao Cerra100% (2)
- Modos Ventilatorios No Convencionales FinalDocument29 paginiModos Ventilatorios No Convencionales FinalYOshie Parras0% (1)
- Pasion SecretaDocument4 paginiPasion SecretaDimonti Henao CerraÎncă nu există evaluări
- Voces Del SilencioDocument3 paginiVoces Del SilencioDimonti Henao CerraÎncă nu există evaluări
- Ficha Bibliográfica Artículo CientíficoDocument1 paginăFicha Bibliográfica Artículo CientíficoDimonti Henao CerraÎncă nu există evaluări
- Ficha Bibliográfica Artículo CientíficoDocument24 paginiFicha Bibliográfica Artículo CientíficoDimonti Henao Cerra0% (1)
- AliceDocument3 paginiAliceDimonti Henao CerraÎncă nu există evaluări
- Entre VistaDocument2 paginiEntre VistaDimonti Henao CerraÎncă nu există evaluări
- Practica ADocument14 paginiPractica ACarlos ZevallosÎncă nu există evaluări
- 76 - Ing. Padron - Geotecnia Presupuesto CeibosDocument1 pagină76 - Ing. Padron - Geotecnia Presupuesto CeibosfranÎncă nu există evaluări
- 01 Curvado 60x40Document1 pagină01 Curvado 60x40Alfonsina ReyesÎncă nu există evaluări
- Pileta API InformeDocument29 paginiPileta API InformeVeronica Soledad Veizaga GutierrezÎncă nu există evaluări
- Edafologia 1Document30 paginiEdafologia 1Vidal Perez GutierrezÎncă nu există evaluări
- SOLICITUD Practicas SistemasDocument1 paginăSOLICITUD Practicas SistemasVipadu Ojeda ColquehuancaÎncă nu există evaluări
- Ejemplo de CatalogoDocument15 paginiEjemplo de Catalogoinge_leonÎncă nu există evaluări
- Configuracion Base ComunDocument3 paginiConfiguracion Base ComunjoseÎncă nu există evaluări
- Electróstatica Actividades ExperimentalesDocument48 paginiElectróstatica Actividades ExperimentalescdreamilyÎncă nu există evaluări
- Desafío 5 Tarea 1 CalculoDocument10 paginiDesafío 5 Tarea 1 Calculomiguel duranÎncă nu există evaluări
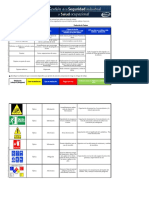
- EPP-Producción-TarimasDocument2 paginiEPP-Producción-TarimasHenry ReyesÎncă nu există evaluări
- Deformaciones de Rocas y FracturasDocument18 paginiDeformaciones de Rocas y FracturasFELIPE DUCUARAÎncă nu există evaluări
- Informe Tecnico - R220lc-9s-PosadaDocument9 paginiInforme Tecnico - R220lc-9s-PosadaYamilaÎncă nu există evaluări
- Principales Hallazgos de La Comisión Investigadora Sobre Los DerramesDocument153 paginiPrincipales Hallazgos de La Comisión Investigadora Sobre Los DerramesJuan Carlos Ruiz MolledaÎncă nu există evaluări
- Análisis Objeto Técnico El TaladroDocument11 paginiAnálisis Objeto Técnico El TaladroIng. Gerardo Sánchez Nájera93% (44)
- Laboratorio de Anatomía Patológica UAPDocument52 paginiLaboratorio de Anatomía Patológica UAPYajaira MQÎncă nu există evaluări
- Itu Hornos IndustrialesDocument24 paginiItu Hornos IndustrialesCarlitos El BambinoÎncă nu există evaluări
- Taller VibracionesDocument1 paginăTaller VibracionesCarlos Felipe Arancibia AcevedoÎncă nu există evaluări
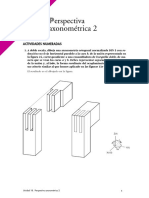
- Perspectiva axonométrica 2: 18 dibujosDocument48 paginiPerspectiva axonométrica 2: 18 dibujosÁngel CasoÎncă nu există evaluări
- Tema 2.1. Introduccion A La Fundicion (Byn)Document65 paginiTema 2.1. Introduccion A La Fundicion (Byn)Sonia BellonÎncă nu există evaluări
- Graben de EspinoDocument18 paginiGraben de EspinoNoelÎncă nu există evaluări
- Desarrollo Histórico Investigación de OperacionesDocument6 paginiDesarrollo Histórico Investigación de OperacionesjesusÎncă nu există evaluări
- Punto de EquilibrioDocument8 paginiPunto de EquilibrioRaul Alejandro Gonzalez MerchanÎncă nu există evaluări
- DECLARACION JURADA VehiculosDocument1 paginăDECLARACION JURADA VehiculosGad BsasÎncă nu există evaluări
- Impacto Ambiental de Las Centrales TermoeléctricasDocument16 paginiImpacto Ambiental de Las Centrales TermoeléctricasOsvaldo Antonio Flores CruzÎncă nu există evaluări