S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Chap 4Document21 paginiChap 4Suvo IslamÎncă nu există evaluări
- Adl Ap4g3Document100 paginiAdl Ap4g3Catia Santoro100% (1)
- MRC Controller Data Communications ManualDocument104 paginiMRC Controller Data Communications ManualsunhuynhÎncă nu există evaluări
- MPS - Ch11 - AVR - Serial Port Programming in Assembly and CDocument81 paginiMPS - Ch11 - AVR - Serial Port Programming in Assembly and CPhương Nghi LiênÎncă nu există evaluări
- Delta Ia-Plc Tp04g-Al I Tse 20220906Document24 paginiDelta Ia-Plc Tp04g-Al I Tse 20220906WilliamsÎncă nu există evaluări
- Communication Systems 2Document66 paginiCommunication Systems 2Elmustafa Sayed Ali AhmedÎncă nu există evaluări
- Sti5500 Register ManualDocument161 paginiSti5500 Register ManualgatopanÎncă nu există evaluări
- SMP Gateway and Conitel RTUsDocument4 paginiSMP Gateway and Conitel RTUsmauricio neira vargasÎncă nu există evaluări
- 03.embedded System - Question BankDocument31 pagini03.embedded System - Question BankK.MATHAN HICET STAFF EEEÎncă nu există evaluări
- Barcode Scanner (Eng) 1Document6 paginiBarcode Scanner (Eng) 1ravi_indÎncă nu există evaluări
- 07a5ec07 ComputerorganizationDocument6 pagini07a5ec07 ComputerorganizationRam KrishÎncă nu există evaluări
- Entec ETR300R - DNP - Device ProfileDocument67 paginiEntec ETR300R - DNP - Device Profiledmoralesj_01Încă nu există evaluări
- Panasonic PT-AX100 Service ManualDocument74 paginiPanasonic PT-AX100 Service ManualAxel MettepenningenÎncă nu există evaluări
- Baud Rate Generator:: Homework Assignment # 4Document5 paginiBaud Rate Generator:: Homework Assignment # 4Badrinath Balasubramanian100% (1)
- Apc Irma IV Ibis Protocol Version 100 20060314Document31 paginiApc Irma IV Ibis Protocol Version 100 20060314kohan_xlÎncă nu există evaluări
- Unit 4Document53 paginiUnit 4Brajesh KumarÎncă nu există evaluări
- RS232 ProtocolDocument2 paginiRS232 ProtocolAneesh RaveendranÎncă nu există evaluări
- SC3100 Manual Ver 1.2-EngDocument24 paginiSC3100 Manual Ver 1.2-EnginterfesÎncă nu există evaluări
- FL Bi-DirectionalDocument29 paginiFL Bi-DirectionalArturo PerdomoÎncă nu există evaluări
- Transmission ModesDocument15 paginiTransmission ModesGhous LalÎncă nu există evaluări
- 8051 UartDocument9 pagini8051 Uartgajanan kaknaleÎncă nu există evaluări
- EE 5365: in Vehicle Communications Fall-2020: Short Assignment#1Document4 paginiEE 5365: in Vehicle Communications Fall-2020: Short Assignment#1VASISHTHA SOHANI 12BMA0016Încă nu există evaluări
- XGB-U +manual V1.0+XBC-DN32UUAUP XBC-DR28UUAUP PDFDocument1.322 paginiXGB-U +manual V1.0+XBC-DN32UUAUP XBC-DR28UUAUP PDFJaka SimonicÎncă nu există evaluări
- Operating Manual: Communication CommandsDocument156 paginiOperating Manual: Communication CommandsCristian EdgarÎncă nu există evaluări
- Panasonic Pt-Lb10ntu Lb10nte Lb10u Lb10e Lb10vu Lb10ve Lb10su Lb10seDocument224 paginiPanasonic Pt-Lb10ntu Lb10nte Lb10u Lb10e Lb10vu Lb10ve Lb10su Lb10seTarra Ramakrishna RaoÎncă nu există evaluări
- Transmission Modes: Chapter - 3Document8 paginiTransmission Modes: Chapter - 3lvsaruÎncă nu există evaluări
- Compugraphic 214686-001 The Intelligent Communications Interface Reference Manual Jul1981Document148 paginiCompugraphic 214686-001 The Intelligent Communications Interface Reference Manual Jul1981Saab 1971Încă nu există evaluări
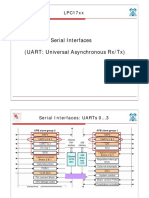
- Serial Interfaces (UART: Universal Asynchronous RX/TX) : LPC17xxDocument37 paginiSerial Interfaces (UART: Universal Asynchronous RX/TX) : LPC17xxSonia212Încă nu există evaluări
- Unit 2 Basics of Communication Technology: 2.0 ObjectivesDocument19 paginiUnit 2 Basics of Communication Technology: 2.0 ObjectivesJoffin JosephÎncă nu există evaluări
- Automatic Irrigation System Using GSMDocument87 paginiAutomatic Irrigation System Using GSMmkaslam07100% (2)