S-ar putea să vă placă și
- WMA132TE0PAA07 YA-HDAseries ControllerDocument72 paginiWMA132TE0PAA07 YA-HDAseries ControllerRobot PanasonicÎncă nu există evaluări
- Ultrasonic Test Report: Before AfterDocument7 paginiUltrasonic Test Report: Before AfterMenad SalahÎncă nu există evaluări
- Supplier Pre-Qualification Document - September 2020Document23 paginiSupplier Pre-Qualification Document - September 2020cephas ventures enterprisesÎncă nu există evaluări
- CAT - 3516H Engine Shutdown OccurrenceDocument4 paginiCAT - 3516H Engine Shutdown Occurrencewagner_guimarães_1Încă nu există evaluări
- QT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFDocument3 paginiQT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFGanesh EswaranÎncă nu există evaluări
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 paginiPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluÎncă nu există evaluări
- Zeroing RobotDocument44 paginiZeroing RobotArno BothaÎncă nu există evaluări
- Welding Log BookDocument1 paginăWelding Log Booksamsurendran_mech4020Încă nu există evaluări
- DHR System User ManualDocument218 paginiDHR System User Manualselvamejia100% (1)
- SCC8000A Assembly, Disassembly and Transport20210317Document302 paginiSCC8000A Assembly, Disassembly and Transport20210317doan luc83% (6)
- Presentation Slide showQJ341 QJ241..ppsxDocument120 paginiPresentation Slide showQJ341 QJ241..ppsxdaniel100% (1)
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 paginiNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosÎncă nu există evaluări
- Inspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1Document1 paginăInspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1mansih457Încă nu există evaluări
- Operating Manual of Concrete Pump TruckDocument36 paginiOperating Manual of Concrete Pump TruckArsène TIA MANÎncă nu există evaluări
- Maintenance Manual-Alarm - Error List (XRC) MRS51020Document86 paginiMaintenance Manual-Alarm - Error List (XRC) MRS51020Johan Zraghoz100% (2)
- CNC Machining Handbook: Building, Programming, and ImplementationDe la EverandCNC Machining Handbook: Building, Programming, and ImplementationÎncă nu există evaluări
- Trucontrol 1000: Software ManualDocument206 paginiTrucontrol 1000: Software ManualshrusÎncă nu există evaluări
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 paginiA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableÎncă nu există evaluări
- Method Statement Fencing Fabrication and InstalationDocument22 paginiMethod Statement Fencing Fabrication and InstalationigamamruÎncă nu există evaluări
- EN-G 11 401 1 11-2007-01-05 0926 Tdo1 PDFDocument246 paginiEN-G 11 401 1 11-2007-01-05 0926 Tdo1 PDFbuburuzazboaraÎncă nu există evaluări
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 paginiCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONÎncă nu există evaluări
- Dimensional Inspektion ReportDocument6 paginiDimensional Inspektion Reportdidi sudiÎncă nu există evaluări
- PQRDocument2 paginiPQRRavi KumaranÎncă nu există evaluări
- 7704 Quot PDFDocument4 pagini7704 Quot PDFdineshmithiaÎncă nu există evaluări
- Welding Drying OvenDocument2 paginiWelding Drying OvenAsad AliÎncă nu există evaluări
- Everything You Need to Know About Butt-Welding Pipe BevelsDocument18 paginiEverything You Need to Know About Butt-Welding Pipe BevelspipinguserÎncă nu există evaluări
- 146 Upc PDFDocument102 pagini146 Upc PDFVVan TanÎncă nu există evaluări
- ABB Thailand Transformer QuotationDocument5 paginiABB Thailand Transformer QuotationApichartj JusuayÎncă nu există evaluări
- Code 1 WPS Rev 0 PDFDocument18 paginiCode 1 WPS Rev 0 PDFEarl HarbertÎncă nu există evaluări
- This Study Resource Was Shared Via: Carbon Steel Forgings For Piping ApplicationsDocument5 paginiThis Study Resource Was Shared Via: Carbon Steel Forgings For Piping ApplicationsMuñes santiagoÎncă nu există evaluări
- HGG Corporate Brochure PDFDocument27 paginiHGG Corporate Brochure PDFVVan TanÎncă nu există evaluări
- ITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationDocument3 paginiITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationKhaled GamalÎncă nu există evaluări
- Third Party Inspectors Tpis For Inspections of LPGDocument3 paginiThird Party Inspectors Tpis For Inspections of LPGzsmithÎncă nu există evaluări
- QATAR Pin Braze pdfr1Document14 paginiQATAR Pin Braze pdfr1Karunanithi NagarajanÎncă nu există evaluări
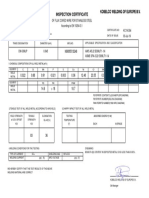
- Inspection CertificateDocument1 paginăInspection CertificateAtanasio PerezÎncă nu există evaluări
- Questionnaire Manufacturer Assessment PDFDocument27 paginiQuestionnaire Manufacturer Assessment PDFulasÎncă nu există evaluări
- New Tech - Equipment ChecklistDocument2 paginiNew Tech - Equipment ChecklistTanaÎncă nu există evaluări
- 2009FDocument26 pagini2009FdaimaheshÎncă nu există evaluări
- DVS 2207-3Document12 paginiDVS 2207-3gura9054Încă nu există evaluări
- PT Global Spintex Is Unit of Shankar 6 Cotton Fibers (P) LimitedDocument3 paginiPT Global Spintex Is Unit of Shankar 6 Cotton Fibers (P) LimitedcottontradeÎncă nu există evaluări
- QC 64247-1 Contact Plate Inspection ReportDocument2 paginiQC 64247-1 Contact Plate Inspection ReportSenthil KumarÎncă nu există evaluări
- SR - No Description QtyDocument12 paginiSR - No Description QtyBoyzannazÎncă nu există evaluări
- Back Weld Repair Procedure QualificationDocument15 paginiBack Weld Repair Procedure QualificationFelipe Vásquez ArribasplataÎncă nu există evaluări
- Proposed Welding Procedure Specification (PWPS) : REV:A3Document1 paginăProposed Welding Procedure Specification (PWPS) : REV:A3Shanawas Abdul RazakÎncă nu există evaluări
- INSPECTION REPORT TITLEDocument7 paginiINSPECTION REPORT TITLEABEC Trombay siteÎncă nu există evaluări
- PT Kuwera Karya Me: PanduDocument2 paginiPT Kuwera Karya Me: PanduGalang Pratama PutraÎncă nu există evaluări
- Dokumen - Tips Wqt-FormatDocument2 paginiDokumen - Tips Wqt-FormatMr Pie100% (1)
- Coke Crusher - Lubrication Pumps Run in TestDocument26 paginiCoke Crusher - Lubrication Pumps Run in TestsayedÎncă nu există evaluări
- Quality PlanDocument9 paginiQuality PlanمحمودالوصيفÎncă nu există evaluări
- CV Mechanical Engineer Project Manager 11 Years ExperienceDocument2 paginiCV Mechanical Engineer Project Manager 11 Years ExperienceDARA SINGHÎncă nu există evaluări
- Test Report OD63mm PN12.5 PE100Document6 paginiTest Report OD63mm PN12.5 PE100Im ChinithÎncă nu există evaluări
- WelderPOT 2009finalDocument160 paginiWelderPOT 2009finalMayo de la PazÎncă nu există evaluări
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 paginiProcedure Qualification Record (PQR) Khewari Development Projectsar sarÎncă nu există evaluări
- WPS TemplateDocument3 paginiWPS TemplateAldin MemidzanÎncă nu există evaluări
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 paginiTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenÎncă nu există evaluări
- CV of Engineer MD Sazid Alam1Document8 paginiCV of Engineer MD Sazid Alam1Alam MD SazidÎncă nu există evaluări
- Dayang Enterprise Inspection and Test PlanDocument3 paginiDayang Enterprise Inspection and Test PlanAmyÎncă nu există evaluări
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 paginăQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Încă nu există evaluări
- Package 2s E0001 - Jupiter DCR 30-10-2021Document96 paginiPackage 2s E0001 - Jupiter DCR 30-10-2021senthilÎncă nu există evaluări
- Asme 1325-18 (2007)Document1 paginăAsme 1325-18 (2007)Matthew TaylorÎncă nu există evaluări
- A2 Multitrac welding tractor for SAW & GMAWDocument1 paginăA2 Multitrac welding tractor for SAW & GMAWcarlosÎncă nu există evaluări
- Welder's Master ListDocument8 paginiWelder's Master ListAnonymous rYZyQQot55Încă nu există evaluări
- JIMT Visual Inspection ReportDocument1.913 paginiJIMT Visual Inspection Reportgomathyselvi100% (1)
- SNEL2Document27 paginiSNEL2CarTech Dyno100% (2)
- Nde Map & Nde Procedure (Sudah Di Revisi)Document4 paginiNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangÎncă nu există evaluări
- A Review On Various Welding TechniquesDocument7 paginiA Review On Various Welding TechniquesIJMER100% (1)
- Method of Statement PDFDocument7 paginiMethod of Statement PDFSakib AyubÎncă nu există evaluări
- SECTION 09960 High-Performance Coatings Rev 0Document48 paginiSECTION 09960 High-Performance Coatings Rev 0rachedÎncă nu există evaluări
- Ga-3600-W24 Operation Manual 05verDocument290 paginiGa-3600-W24 Operation Manual 05versunhuynhÎncă nu există evaluări
- Sinumerik Sinumerik 808D Advanced PLC Subroutines Manual: User Manual Legal InformationDocument74 paginiSinumerik Sinumerik 808D Advanced PLC Subroutines Manual: User Manual Legal InformationBALDEV SINGHÎncă nu există evaluări
- t2100 Users ManualDocument28 paginit2100 Users ManualKhan KakaÎncă nu există evaluări
- Dx200 System Upgrade ProcedureDocument52 paginiDx200 System Upgrade Procedureankur guliaÎncă nu există evaluări
- MS15054 - 00e MtuDocument177 paginiMS15054 - 00e MtuGioeÎncă nu există evaluări
- FSW10 Semi-Automatic Pallet Wrapping Machine Operation ManualDocument15 paginiFSW10 Semi-Automatic Pallet Wrapping Machine Operation ManualEMRE KAAN USTAÎncă nu există evaluări
- Man Isea PanelDocument172 paginiMan Isea PanelOveis DarvishiÎncă nu există evaluări
- Shanghai Shanjia SJ SeriesDocument60 paginiShanghai Shanjia SJ SeriesMarcos TancrediÎncă nu există evaluări
- Fuji PLC CatalogDocument187 paginiFuji PLC Cataloghusnamubarok21Încă nu există evaluări
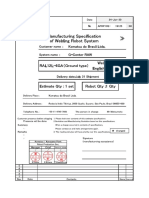
- Komatsu welding robot system spec for Brazil plantDocument12 paginiKomatsu welding robot system spec for Brazil plantSandro LourençoÎncă nu există evaluări
- EA1400Document629 paginiEA1400rguzmanabundisÎncă nu există evaluări
- SEAL 600 ManualDocument32 paginiSEAL 600 ManualChrister NormarkÎncă nu există evaluări
- DeviceNet XFB01B PDFDocument75 paginiDeviceNet XFB01B PDFXicotencatl DelgadilloÎncă nu există evaluări
- Maintain FANUC Robot F–200iB SafelyDocument117 paginiMaintain FANUC Robot F–200iB SafelyDenisÎncă nu există evaluări
- WB Stage Productfolder Stage Control EnglishDocument36 paginiWB Stage Productfolder Stage Control EnglishEric HÎncă nu există evaluări
- B-64303EN-4 - 03 0i-D Dual Check Safety Connection ManualDocument208 paginiB-64303EN-4 - 03 0i-D Dual Check Safety Connection ManualJesus Alberto RIVERA /CALVEK AUTOMATIONÎncă nu există evaluări
- Mercury THD Operator Manual English 141982762Document90 paginiMercury THD Operator Manual English 141982762Zevnik d.o.o.Încă nu există evaluări
- BHSLDocument524 paginiBHSLSam eagle goodÎncă nu există evaluări
- DX100 Brake ReleaseDocument13 paginiDX100 Brake ReleaseRodrigo CaldeiraÎncă nu există evaluări
- Pull Rope Switch PDFDocument4 paginiPull Rope Switch PDFTony IbraÎncă nu există evaluări
- Mewp Pre-Use Inspection Checklist: Machine: Week CommencingDocument1 paginăMewp Pre-Use Inspection Checklist: Machine: Week Commencingjillianix100% (1)
- Sebu7147-05 SDocument19 paginiSebu7147-05 SingjoseosunaÎncă nu există evaluări