S-ar putea să vă placă și
- x80 Line Pipe For Large Diameter High Strength PipelineDocument15 paginix80 Line Pipe For Large Diameter High Strength PipelineAnonymous AlhzFE9EVNÎncă nu există evaluări
- Weld Like a Pro: Beginning to Advanced TechniquesDe la EverandWeld Like a Pro: Beginning to Advanced TechniquesEvaluare: 4.5 din 5 stele4.5/5 (6)
- Induction Bends in Material Grade X80Document0 paginiInduction Bends in Material Grade X80Nandhakumaran RajagopalanÎncă nu există evaluări
- How to prepare Welding Procedures for Oil & Gas PipelinesDe la EverandHow to prepare Welding Procedures for Oil & Gas PipelinesEvaluare: 5 din 5 stele5/5 (1)
- Production and Progress Work of Plates For Pipes With Strength Level of X80 and AboveDocument14 paginiProduction and Progress Work of Plates For Pipes With Strength Level of X80 and AboveArianta RianÎncă nu există evaluări
- Steam Locomotive Construction and MaintenanceDe la EverandSteam Locomotive Construction and MaintenanceÎncă nu există evaluări
- X100 - Girth Welding, Joint Properties and Defect ToleranceDocument13 paginiX100 - Girth Welding, Joint Properties and Defect ToleranceAlberto ChazarretaÎncă nu există evaluări
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDe la EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesEvaluare: 3.5 din 5 stele3.5/5 (3)
- Iiw 1693 05Document19 paginiIiw 1693 05Pradip Goswami100% (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDe la EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsEvaluare: 4.5 din 5 stele4.5/5 (10)
- What Pipeliners Need To Know About Induction Bends PDFDocument20 paginiWhat Pipeliners Need To Know About Induction Bends PDFmarcos2dami2o2de2azeÎncă nu există evaluări
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicDe la EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicÎncă nu există evaluări
- Induction BendingDocument20 paginiInduction BendingAnoop N Kutty100% (4)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADe la EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AÎncă nu există evaluări
- Tempcore ProcessDocument23 paginiTempcore ProcessKumaran 1987Încă nu există evaluări
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDe la EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášÎncă nu există evaluări
- Safe Remaining Lifetime Assesment of Power Plant Steam BoilersDocument9 paginiSafe Remaining Lifetime Assesment of Power Plant Steam Boilersmuh4iminÎncă nu există evaluări
- Spot Welding Interview Success: An Introduction to Spot WeldingDe la EverandSpot Welding Interview Success: An Introduction to Spot WeldingÎncă nu există evaluări
- Welding Recommendation TS890Document2 paginiWelding Recommendation TS890max_powerÎncă nu există evaluări
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014De la EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014Încă nu există evaluări
- RSC - in Service Welding On Gas Pipelines - Part 1 - Michael Painter Final Report 01 Jun 2000Document38 paginiRSC - in Service Welding On Gas Pipelines - Part 1 - Michael Painter Final Report 01 Jun 2000rodholfho100% (1)
- All-in-One Manual of Industrial Piping Practice and MaintenanceDe la EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceEvaluare: 5 din 5 stele5/5 (1)
- Metallurgical Design and Development of High-Grade Line PipeDocument9 paginiMetallurgical Design and Development of High-Grade Line PipeMarcelo Varejão CasarinÎncă nu există evaluări
- 3D & 5D Pipe Bend For PipelineDocument6 pagini3D & 5D Pipe Bend For PipelinemohammadazraiÎncă nu există evaluări
- TCS ThermoelementeDocument4 paginiTCS ThermoelementeStephen SanthoshÎncă nu există evaluări
- Vacuum Furnaces For Metallurgical Processing: October 2020Document8 paginiVacuum Furnaces For Metallurgical Processing: October 2020PHÁT NGUYỄN VĂN HỒNGÎncă nu există evaluări
- The First L555 (X80) Pipeline in JapanDocument11 paginiThe First L555 (X80) Pipeline in JapanMarcelo Varejão CasarinÎncă nu există evaluări
- Spiral Wall System PDFDocument22 paginiSpiral Wall System PDFSomdeb Banerjee100% (1)
- The Use of Heavy Rolled Sections in High-Rise Buildings Current Practice and Future Innovation by Riccardo ZANON, Georges AXMANN, Jean-Claude GERARDY, André PLUMIERDocument17 paginiThe Use of Heavy Rolled Sections in High-Rise Buildings Current Practice and Future Innovation by Riccardo ZANON, Georges AXMANN, Jean-Claude GERARDY, André PLUMIERgulilero_yoÎncă nu există evaluări
- Development of Modern High Strength Heavy Plates For Linepipe ApplicationsDocument8 paginiDevelopment of Modern High Strength Heavy Plates For Linepipe ApplicationsMarcelo Varejão CasarinÎncă nu există evaluări
- Tube To Tubesheet Joint DetailsDocument5 paginiTube To Tubesheet Joint DetailsvaibraineaterÎncă nu există evaluări
- Thermo WaveDocument127 paginiThermo WaveFernando Molina100% (2)
- Heat ExchangersDocument49 paginiHeat Exchangersbluelion_19100% (1)
- Compensadores de AceroDocument59 paginiCompensadores de AceroRubén López VázquezÎncă nu există evaluări
- Luciano Mantovano, Marcos Ponciano, Santiago Serebrinsky, Hugo Ernst, Teresa Pérez, Martin Valdez, Luis ChadDocument10 paginiLuciano Mantovano, Marcos Ponciano, Santiago Serebrinsky, Hugo Ernst, Teresa Pérez, Martin Valdez, Luis ChadMarcelo Varejão CasarinÎncă nu există evaluări
- High-Quality Hot Strip Production Essar SteelDocument12 paginiHigh-Quality Hot Strip Production Essar SteelPranav TripathiÎncă nu există evaluări
- 014hara - Edited - NEWDocument8 pagini014hara - Edited - NEWFilip Van den AbeeleÎncă nu există evaluări
- DWDT MethodDocument11 paginiDWDT Methodvijayaraman rajendranÎncă nu există evaluări
- Two Step Spiral Pipe ManufacturingDocument4 paginiTwo Step Spiral Pipe ManufacturingEagle SpiritÎncă nu există evaluări
- Fabrication and Installation of Vertical Steel Pressure ShaftDocument23 paginiFabrication and Installation of Vertical Steel Pressure ShaftPasan RajasingheÎncă nu există evaluări
- OneSteel Steel Pipe Final LoResDocument24 paginiOneSteel Steel Pipe Final LoResAgus Budi PrasetyoÎncă nu există evaluări
- Weld Cons SojamDocument7 paginiWeld Cons SojamAsad Bin Ala QatariÎncă nu există evaluări
- Alform 700 MCDocument9 paginiAlform 700 MCCarlos Nombela PalaciosÎncă nu există evaluări
- Manufacturing Process Crucible FurnaceDocument6 paginiManufacturing Process Crucible FurnaceCristian MosqueraÎncă nu există evaluări
- Rotary PipeCLADDocument7 paginiRotary PipeCLADsafari7Încă nu există evaluări
- Bends - Offshore Line Pipe - Tenaris - Mother PipeDocument2 paginiBends - Offshore Line Pipe - Tenaris - Mother Pipemarjand66Încă nu există evaluări
- GE Heavy-Wall Reactors 011811Document7 paginiGE Heavy-Wall Reactors 011811gpskumar22Încă nu există evaluări
- Nickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsDocument15 paginiNickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsrezaÎncă nu există evaluări
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagini02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Ultrasonic Inspection of Pipeline Split-TeesDocument8 paginiUltrasonic Inspection of Pipeline Split-TeesEhab SaadÎncă nu există evaluări
- Optimization and Development of Contact Wire For High Speed LinesDocument9 paginiOptimization and Development of Contact Wire For High Speed Linesdineshsoni29685Încă nu există evaluări
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 paginiReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliÎncă nu există evaluări
- The Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsDocument10 paginiThe Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsJJÎncă nu există evaluări
- Fabrication of Hot Induction Bends - MannesmannDocument15 paginiFabrication of Hot Induction Bends - MannesmannZeljko RisticÎncă nu există evaluări
- TMT Bars Every ThingDocument11 paginiTMT Bars Every ThingAnmol Malla100% (1)
- X-Cor Boiler Plates and Pressure Vessel Steels en PDFDocument8 paginiX-Cor Boiler Plates and Pressure Vessel Steels en PDFIgor GrujićÎncă nu există evaluări
- Spec PL e 2014Document47 paginiSpec PL e 2014Gilang BhismaÎncă nu există evaluări
- Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesDocument10 paginiSome Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesmsdoharÎncă nu există evaluări
- Acrylic Acid and Derivatives: Ullmann's Encyclopedia of Industrial ChemistryDocument18 paginiAcrylic Acid and Derivatives: Ullmann's Encyclopedia of Industrial ChemistryNoman Abu-FarhaÎncă nu există evaluări
- PDOC-596-PEP-01 Project Execution Plan (Rev 3)Document89 paginiPDOC-596-PEP-01 Project Execution Plan (Rev 3)Noman Abu-Farha100% (2)
- 090768.232 3.00 018 A e - ADocument111 pagini090768.232 3.00 018 A e - ANoman Abu-FarhaÎncă nu există evaluări
- Sulphuric Acid HandbookDocument268 paginiSulphuric Acid HandbooklemeitÎncă nu există evaluări
- Vessel VolumesDocument72 paginiVessel VolumeskanchanabalajiÎncă nu există evaluări
- Method of Heat Exchanger Sizing (Kern Method)Document11 paginiMethod of Heat Exchanger Sizing (Kern Method)Hani Kirmani80% (5)
- 4T16 Project Execution Plan Checklist v4-0Document2 pagini4T16 Project Execution Plan Checklist v4-0Noman Abu-Farha100% (1)
- Steam Turbines: Prof. Osama El MasryDocument13 paginiSteam Turbines: Prof. Osama El MasryNoman Abu-FarhaÎncă nu există evaluări
- Cost EstimationDocument12 paginiCost EstimationNoman Abu-FarhaÎncă nu există evaluări
- Gasifiers DatabaseDocument44 paginiGasifiers DatabaseNoman Abu-FarhaÎncă nu există evaluări
- Two Phase Separator SizingDocument5 paginiTwo Phase Separator SizingNoman Abu-FarhaÎncă nu există evaluări
- FlangesDocument7 paginiFlangesNoman Abu-FarhaÎncă nu există evaluări
- Piping Considerations - Maximum Fluid Velocity: Friction LossDocument1 paginăPiping Considerations - Maximum Fluid Velocity: Friction LossNoman Abu-FarhaÎncă nu există evaluări
- ME ProductCatalogDocument20 paginiME ProductCatalogNoman Abu-FarhaÎncă nu există evaluări
- Nominalmonthlycountryexchangerates 1Document121 paginiNominalmonthlycountryexchangerates 1Noman Abu-FarhaÎncă nu există evaluări
- Kich Glitch Inlet NozzleDocument2 paginiKich Glitch Inlet NozzleNoman Abu-FarhaÎncă nu există evaluări
- CTR-InPK Fertilizer Plant Project-FEED DesignDocument7 paginiCTR-InPK Fertilizer Plant Project-FEED DesignNoman Abu-FarhaÎncă nu există evaluări
- Gallons Pounds ConversionDocument17 paginiGallons Pounds ConversionNoman Abu-FarhaÎncă nu există evaluări
- Two Phase Flow RegimeDocument8 paginiTwo Phase Flow RegimeNoman Abu-FarhaÎncă nu există evaluări
- 11-4080 HYSYS Relief Valve Sizing Demo Guide FinalDocument18 pagini11-4080 HYSYS Relief Valve Sizing Demo Guide FinalNoman Abu-FarhaÎncă nu există evaluări
- Assab Heat Treatment Cost AHT PRICE LISTDocument3 paginiAssab Heat Treatment Cost AHT PRICE LISTLegi YangÎncă nu există evaluări
- DIN 17022-5 - Heat Treating of Ferrous Materials PDFDocument13 paginiDIN 17022-5 - Heat Treating of Ferrous Materials PDFFelipe FernandesÎncă nu există evaluări
- Astm A 743 PDFDocument8 paginiAstm A 743 PDFWill MottaÎncă nu există evaluări
- Low Temperature Operation: UG-20 (F) Figure UCS-66 UCS Figure UCS-66 UG-20Document3 paginiLow Temperature Operation: UG-20 (F) Figure UCS-66 UCS Figure UCS-66 UG-20CITRIXÎncă nu există evaluări
- MATERIAL TECHNOLOGY - II - All ChaptersDocument51 paginiMATERIAL TECHNOLOGY - II - All ChaptersMohammed Aseer100% (1)
- Nes 848 Part 1Document21 paginiNes 848 Part 1Jonicus-DextoreÎncă nu există evaluări
- Iso 11515 - 2013Document11 paginiIso 11515 - 2013Tony TaoÎncă nu există evaluări
- Mooring Integrity Le Beon Manufacturing Dot 2014-79Document22 paginiMooring Integrity Le Beon Manufacturing Dot 2014-79Matthew BanksÎncă nu există evaluări
- Project On Boiler, Metallurgy, Materials & Heat TreatmentDocument34 paginiProject On Boiler, Metallurgy, Materials & Heat Treatmentmohitamitabh20100% (3)
- The Effects of Alloying Elements On Steels 1Document36 paginiThe Effects of Alloying Elements On Steels 1Common ManÎncă nu există evaluări
- Heat Treatment ProcessesDocument7 paginiHeat Treatment ProcessesArjun H NambiarÎncă nu există evaluări
- AISI 1020 Low CarbonLow Tensile SteelDocument3 paginiAISI 1020 Low CarbonLow Tensile SteelNaman TanejaÎncă nu există evaluări
- Part L EQUIPMENT 430 - Erstl - L - Egstl - L-CV - 2013Document63 paginiPart L EQUIPMENT 430 - Erstl - L - Egstl - L-CV - 2013Dave DumontÎncă nu există evaluări
- Hot Rolled Seamless Tubes For Mechanical ApplicationsDocument8 paginiHot Rolled Seamless Tubes For Mechanical ApplicationsRaúl Venegas MunitaÎncă nu există evaluări
- Heat TreatmentDocument33 paginiHeat TreatmentPinto CarlosÎncă nu există evaluări
- Class Test Question Paper MMP I SCHEMEDocument4 paginiClass Test Question Paper MMP I SCHEMErajendra20Încă nu există evaluări
- Gear Heat TreatmentDocument40 paginiGear Heat TreatmentvishnuÎncă nu există evaluări
- Heat Treatment Lecture NotesDocument24 paginiHeat Treatment Lecture NotesKhin Aung ShweÎncă nu există evaluări
- Spring Project PPT Final Year ProjectDocument24 paginiSpring Project PPT Final Year Projectumairismail100% (2)
- Sa 193Document16 paginiSa 193ArpitÎncă nu există evaluări
- Heat Treatment ProcessesDocument61 paginiHeat Treatment ProcessesMadhubalan100% (1)
- Fe 500 D Brochure 2018Document4 paginiFe 500 D Brochure 2018Sanjit DasÎncă nu există evaluări
- HeattreatmentDocument29 paginiHeattreatmentUJJWAL PRAKASHÎncă nu există evaluări
- JJ104 Workshop Technology Chapter4 Drilling Drill BitsDocument24 paginiJJ104 Workshop Technology Chapter4 Drilling Drill BitsAh Tiang50% (2)
- A 108 - 03 - Qtewoa - PDFDocument7 paginiA 108 - 03 - Qtewoa - PDFHanifiantoÎncă nu există evaluări
- Volume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesDocument62 paginiVolume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesQ.S. Khan100% (5)
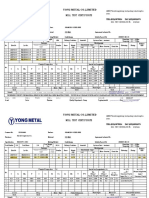
- Mill Test Certificate: Yong Metal Co.,LimitedDocument2 paginiMill Test Certificate: Yong Metal Co.,LimitedMisael100% (2)
- Lecture - Week 2 - Introduction To SteelDocument49 paginiLecture - Week 2 - Introduction To SteelAhmed MaherÎncă nu există evaluări
- Steel Castings, Carbon, For General ApplicationDocument4 paginiSteel Castings, Carbon, For General ApplicationHussein BeqaiÎncă nu există evaluări
- CATALOGO FGS Internet-Katalog-EngDocument106 paginiCATALOGO FGS Internet-Katalog-Engjunico76Încă nu există evaluări
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)
- Benchmarking Best Practices in Maintenance ManagementDe la EverandBenchmarking Best Practices in Maintenance ManagementÎncă nu există evaluări
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe la EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsÎncă nu există evaluări
- Practical Troubleshooting of Electrical Equipment and Control CircuitsDe la EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsEvaluare: 4 din 5 stele4/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDe la EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tEvaluare: 4.5 din 5 stele4.5/5 (27)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDe la EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneEvaluare: 4.5 din 5 stele4.5/5 (5)
- Laws of UX: Using Psychology to Design Better Products & ServicesDe la EverandLaws of UX: Using Psychology to Design Better Products & ServicesEvaluare: 5 din 5 stele5/5 (9)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDe la EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesÎncă nu există evaluări
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDe la EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessÎncă nu există evaluări
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionDe la EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionÎncă nu există evaluări
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe la EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableÎncă nu există evaluări
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDe la EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsEvaluare: 5 din 5 stele5/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe la EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureEvaluare: 4.5 din 5 stele4.5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDe la EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchEvaluare: 4 din 5 stele4/5 (10)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingDe la EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingEvaluare: 5 din 5 stele5/5 (1)
- Iconic Advantage: Don’t Chase the New, Innovate the OldDe la EverandIconic Advantage: Don’t Chase the New, Innovate the OldEvaluare: 4 din 5 stele4/5 (1)
- Reciprocating Compressors:: Operation and MaintenanceDe la EverandReciprocating Compressors:: Operation and MaintenanceEvaluare: 4 din 5 stele4/5 (7)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDe la EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsÎncă nu există evaluări