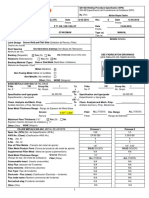
CERTIFICADO DE HOMOLOGACIN DE SOLDADOR , WPQ (segn Cdigo ASME, Seccin IX, Artculo III)
Nombre del soldador: DESCRIPCIN DE LA PRUEBA Segn WPS: Especificacin de los metales base:
Cupn de examen
Hoja 1 de 1
N identificacin:
Soldadura de produccin
Espesor: CONDICIONES DE PRUEBA Y LMITES DE CALIFICACIN
VARIABLES DE SOLDADURA (QW-350) Proceso de soldadura: Tipo de soldadura (manual, semiauto, etc) Respaldo (metal, metal fundido,etc) Chapa Tubo (indicar dimetro) N P o S (metal base) a nP o S Especificacin del metal de aporte (SFA) Clasificacin del metal de aporte N F del metal de aporte Aros consumibles (GTAW o PAW) Tipo de relleno (GTAW o PAW) Espesor depositado para cada proceso
Proceso: Proceso:
3 pasadas mn. 3 pasadas mn.
si si no no
DETALLES DE LA PRUEBA
INTERVALO DE CALIFICACIN
Posicin calificada (2G, 6G, 3F, etc) Progresin vertical Tipo de gas consumible (OFW) Gas inerte de respaldo (GTAW, GMAW,...) Modo de transferencia (GMAW) GTAW tipo de corriente (AC,DCEP,DCEN) RESULTADOS Inspeccin visual (QW-302.4): Ensayo de doblado; Transversal de cara y raz (QW-462.3(a)); Longitudinal de cara y raz (QW-462.3(b)); lateral (QW-462.2); Doblado de tubera, recubrimiento resistente a la corrosin (QW-462.5(c)); Doblado de chapa, recubrimiento resistente a la corrosin (QW-462.5(d)); Macrografa para fusin (QW-462.5 (b)); Macrografa para fusin (QW-462.5 (e)). TIPO RESULTADO TIPO RESULTADO TIPO RESULTADO
Examen radiogrfico alternativo (QW-191): Soldadura en ngulo Ensayos de fractura (QW-180): Macrografa (QW-184): Otros ensayos: Pelculas o probetas examinadas por: Ensayos mecnicos dirigidos por: Soldadura supervisada por:
Tamao catetos:
Longitud y porcentaje de los defectos: Concavidad/convexidad:
Compaa: Informe laboratorio n:
Certificamos que los datos que figuran en este documento son correctos y que las soldaduras de la prueba fueron preparadas, realizadas y ensayadas segn los requisitos de la Seccin IX del Cdigo ASME. Compaa: Fecha: Por:
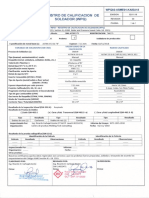
CUALIFICACIN DE PROCEDIMIENTO DE SOLDADURA (PQR) (segn Cdigo ASME, Seccin IX)
Compaa: N de PQR: N de WPS: Proceso(s) de soldadura: Tipo (manual, automtica, semiautomtica.): Fecha:
Hoja 2 de 2
Probeta n
Ancho
QW-150 ENSAYOS DE TRACCIN Esfuerzo Espesor rea mximo (kN)
Tensin maxima (MPa)
Tipo y situacin de la rotura
Probeta n
QW-160 ENSAYOS DE PLEGADO Tipo
Resultado
QW-170 ENSAYOS DE IMPACTO Probeta n Situacin de la entalla Tipo de entalla Temperatura De prueba Energa absorbida %Fractura frgil Expansin lateral Ensayo de gota (S/N)
Observaciones: QW-180 ENSAYOS DE SOLDADURA EN NGULO Resultados Satisfactorios : SI Resultados macrografa: NO Penetracin en metal base: SI OTROS ENSAYOS Tipo de ensayo: Anlisis de metal depositado: Otros: NO
Nombre de soldador: Ensayos dirigidos por:
n: Informe de laboratorio n:
Sello n:
Norcontrol SA certifica que todo lo indicado en este informe es correcto y que las probetas fueron soldadas, preparadas y ensayadas de acuerdo con los requisitos de la Seccin IX del cdigo ASME. Empresa: Fecha: Por:
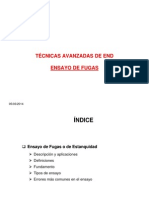
PROCEDIMIENTO DE SOLDADURA, WPS (segn Cdigo ASME, Seccin IX)
Compaa: N WPS: N revisin: Proceso de soldadura: QW-406 PRECALENTAMIENTO Temp. mn. precalentamiento: Temp mx. entre pasadas: Mantenimiento precalentamiento:
(debe registrarse calentamiento contnuo o especial cuando sea aplicable)
Hoja 2 de 2
Fecha: Fecha: Tipo:
Por: Soportado por PQR n:
(automtico, manual, mecanizado o semiautomtico)
QW-408 GAS Composicin Gas(es) Proteccin Respaldo Seguimiento Mezcla Flujo
QW-409 CARACTERSTICAS ELCTRICAS Corriente AC o DC Polaridad: Amps (Intervalo) Volts.(Intervalo)
(Intensidad y voltaje deben registrarse para cada tamao de electrodo, posicin, espesor, etc.) ver tabla inferior
Tamao y tipo de electrodo de wolframio:
(wolframio puro, 2% torio, etc)
Modo de transferencia para GMAW:
(arco spray, cortocircuito, etc)
Velocidad de alimentacin de hilo: QW-410 TCNICA Cordn recto u ondulante: Dimetro orificio salida gas: Mtodo de limpieza inicial y entrepasadas (cepillado, amolado, etc.): Mtodo de toma de raz: Oscilacin: Distancia boquilla-pieza: Pasada sencilla o mltiple (por lado): Electrodo sencillo o mltiple: Velocidad de avance (intervalo): Granallado: Otros: Material de Pasada aporte Proceso n Clase Dia.
Corriente Tipo Polaridad Intensidad Voltaje
Velocidad
Otros
Compaa: Fecha: Por:
S-ar putea să vă placă și
- WPS Urteaga TuberiaDocument2 paginiWPS Urteaga TuberiaH Adrian BarriosÎncă nu există evaluări
- Certificado Calificacion Soldador ASME IXDocument1 paginăCertificado Calificacion Soldador ASME IXRjvPoquiÎncă nu există evaluări
- Wps y PQRDocument1 paginăWps y PQRthiagioIÎncă nu există evaluări
- Wps Urteaga Tuberia-DynoDocument2 paginiWps Urteaga Tuberia-DynoH Adrian BarriosÎncă nu există evaluări
- WPQ QW484 A EspañolDocument2 paginiWPQ QW484 A Españolgeny965809100% (1)
- WPS-PQR Rds 1362014-0Document8 paginiWPS-PQR Rds 1362014-0brunoÎncă nu există evaluări
- Seleccion de Probetas Asme Secc. IxDocument22 paginiSeleccion de Probetas Asme Secc. IxMonica SuarezÎncă nu există evaluări
- .002.1. - Wps-Reparación FiltDocument1 pagină.002.1. - Wps-Reparación FiltLuis SotoÎncă nu există evaluări
- Muestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Document2 paginiMuestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Aries MarteÎncă nu există evaluări
- Wps Recuperacion de Eje de TransmisionDocument8 paginiWps Recuperacion de Eje de TransmisionYumiToledoÎncă nu există evaluări
- Criterio de Aceptacion ASME B31 3Document1 paginăCriterio de Aceptacion ASME B31 3japeleÎncă nu există evaluări
- WPS Estructural ProcopetDocument2 paginiWPS Estructural ProcopetDanny GavilanesÎncă nu există evaluări
- WPS TuberiaDocument2 paginiWPS TuberiaOmar BecerrilÎncă nu există evaluări
- WPS5Document2 paginiWPS5Eduardo LLERENA LOPEZÎncă nu există evaluări
- Parrafos ASME IX Articulo IIDocument8 paginiParrafos ASME IX Articulo IIEfrain Ortiz BarretoÎncă nu există evaluări
- WPS D1.1 A36 - E71t11Document2 paginiWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Especificación Del Procedimiento de Soldadura (WPS) : ManualDocument54 paginiEspecificación Del Procedimiento de Soldadura (WPS) : ManualLesly Karol Yamada FloresÎncă nu există evaluări
- WPS Asme MCM HC 001Document2 paginiWPS Asme MCM HC 001MCM PROYECTOS E ING CONSTRUCCIONESÎncă nu există evaluări
- Asme IX - EspañolDocument275 paginiAsme IX - EspañolEstela ScÎncă nu există evaluări
- WPS 12mmDocument2 paginiWPS 12mmTonyRiverosBecerraÎncă nu există evaluări
- Wps Soldadura CarlosDocument2 paginiWps Soldadura CarlosCarlos ZapataÎncă nu există evaluări
- Mapa de SoldaduraDocument1 paginăMapa de SoldaduramikimecÎncă nu există evaluări
- Protocolo Pruebas HidrostaticaDocument5 paginiProtocolo Pruebas HidrostaticaDiego SanchezÎncă nu există evaluări
- SOLDADURA WPS-PQR Rev.01Document14 paginiSOLDADURA WPS-PQR Rev.01favio alejandro paz benavidesÎncă nu există evaluări
- Procedimientos de Soldadura A Filete 1Document1 paginăProcedimientos de Soldadura A Filete 1Mirian JustoÎncă nu există evaluări
- Procedimiento de SoldaduraDocument15 paginiProcedimiento de SoldaduraConexionesdepvc ConexioneÎncă nu există evaluări
- Wps de Calificacion de SoldadoresDocument41 paginiWps de Calificacion de SoldadorespatricioÎncă nu există evaluări
- Curso de EL Porque y Como de La Calificación y Los Procedimientos de Soldadura (COMINSA)Document65 paginiCurso de EL Porque y Como de La Calificación y Los Procedimientos de Soldadura (COMINSA)oscarÎncă nu există evaluări
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Document14 paginiProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- Planilla Identificacion de Valvulas PSV - 57481Document1 paginăPlanilla Identificacion de Valvulas PSV - 57481Inflales Camas Elasticas La PlataÎncă nu există evaluări
- PARTE 2 Protocolo de Torqueo de BridasDocument8 paginiPARTE 2 Protocolo de Torqueo de BridasVictorÎncă nu există evaluări
- S IP TR: Especificación de Tubería T1ADocument17 paginiS IP TR: Especificación de Tubería T1ADidier Cardenas100% (2)
- Welding BookDocument2 paginiWelding Bookmarco antonio ramos melendez100% (1)
- Wps de SoldaduraDocument2 paginiWps de SoldaduraVictor Almanza50% (2)
- Calificacion de Procedimiento de Soldadura PDV-038-001-2015Document3 paginiCalificacion de Procedimiento de Soldadura PDV-038-001-2015MARIN ISISÎncă nu există evaluări
- Calificacion SOLDADORDocument2 paginiCalificacion SOLDADORAnonymous tVXaV5ojÎncă nu există evaluări
- Planilla Welding MapDocument1 paginăPlanilla Welding MapMiguel PulidoÎncă nu există evaluări
- Procedimiento de Inspección Visual de Uniones SoldadasDocument10 paginiProcedimiento de Inspección Visual de Uniones SoldadasDavid Ninaquispe BardalesÎncă nu există evaluări
- WPQ 001timv (Jhon Gutierrez)Document1 paginăWPQ 001timv (Jhon Gutierrez)Milton Jose PinoÎncă nu există evaluări
- WPS-PrecalificadosDocument13 paginiWPS-PrecalificadosGerardoYanez50% (2)
- Procedimiento de Calificacion Del Soldador 2Document5 paginiProcedimiento de Calificacion Del Soldador 2Jose Orrillo HerreraÎncă nu există evaluări
- X01523 Ut PDFDocument8 paginiX01523 Ut PDFGerardoYanezÎncă nu există evaluări
- Homologacion de Soldador de Carlos TorresDocument2 paginiHomologacion de Soldador de Carlos TorresEdgar DiazÎncă nu există evaluări
- Tigfil 199 PDFDocument1 paginăTigfil 199 PDFAlvaro Cueva ZuñigaÎncă nu există evaluări
- PRTU25 Pasivado de InoxidableDocument3 paginiPRTU25 Pasivado de InoxidableVictor David Vargas RamosÎncă nu există evaluări
- WPQ w204 Gtaw SmawDocument1 paginăWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- WPS Gtaw 02Document1 paginăWPS Gtaw 02juniuni18Încă nu există evaluări
- PQR, WPS-HomologacionesDocument6 paginiPQR, WPS-HomologacionesVictor Hugo Tuanama Garcia100% (1)
- Rooc BalbinDocument2 paginiRooc BalbinCarlos Lluen AquinoÎncă nu există evaluări
- F79301 Rev 2T Registro de Inspección de PMIDocument1 paginăF79301 Rev 2T Registro de Inspección de PMIIván R. Cruz FloresÎncă nu există evaluări
- Curso VT - MT Ricardo Aguirre RamirezDocument2 paginiCurso VT - MT Ricardo Aguirre RamirezAlex Silva VincesÎncă nu există evaluări
- Registro de Inspección Líquidos Penetrantes FluorescentesDocument3 paginiRegistro de Inspección Líquidos Penetrantes FluorescentesLinis Maris DcfÎncă nu există evaluări
- Calificación Soldador Hugo Cruz 4G 2022-157Document2 paginiCalificación Soldador Hugo Cruz 4G 2022-157Gabriel FajardoÎncă nu există evaluări
- Formato Preparación de Superficies y Aplicación de PinturaDocument4 paginiFormato Preparación de Superficies y Aplicación de PinturaarmelisÎncă nu există evaluări
- PQR Asme Ix NDTWSDocument2 paginiPQR Asme Ix NDTWSGherlin KuongÎncă nu există evaluări
- Tablaa 341.3.2Document3 paginiTablaa 341.3.2Gonzalo TelleríaÎncă nu există evaluări
- 22004.sco-08 Inspeccion Visual de SoldaduraDocument14 pagini22004.sco-08 Inspeccion Visual de SoldaduraAlberto Watkins100% (1)
- Listado de WPS Rev.0Document37 paginiListado de WPS Rev.0raul gonzalez100% (3)
- Especificación de Procedimiento de SoldaduraDocument5 paginiEspecificación de Procedimiento de SoldaduraAnonymous IkF0z3VOmÎncă nu există evaluări
- WPQ QW484 B EspañolDocument2 paginiWPQ QW484 B Españolgeny965809100% (1)
- Ensayo de FugasDocument24 paginiEnsayo de Fugasmlmod100% (1)
- ATEXDocument55 paginiATEXmlmodÎncă nu există evaluări
- Propagacion de FatigaDocument14 paginiPropagacion de Fatigamlmod0% (1)
- Diseño de Tuberias Segun ASME B31Document21 paginiDiseño de Tuberias Segun ASME B31mlmodÎncă nu există evaluări
- END Tanques y CambiadoreDocument9 paginiEND Tanques y CambiadoremlmodÎncă nu există evaluări
- Mecanica Basica - MetrologiaDocument81 paginiMecanica Basica - MetrologiamlmodÎncă nu există evaluări
- Aceros Al Carbono Recipientes PresionDocument12 paginiAceros Al Carbono Recipientes PresionmlmodÎncă nu există evaluări
- Fallo A Fatiga IDocument19 paginiFallo A Fatiga ImlmodÎncă nu există evaluări
- END RP y TuberiasDocument9 paginiEND RP y TuberiasmlmodÎncă nu există evaluări
- Tratamientos Térmicos de Los AcerosDocument6 paginiTratamientos Térmicos de Los AcerosmlmodÎncă nu există evaluări
- Tecnicas Avanzadas ENDDocument54 paginiTecnicas Avanzadas ENDmlmodÎncă nu există evaluări
- Ensayo de FugasDocument24 paginiEnsayo de Fugasmlmod100% (1)
- END OnDA GuiadaDocument8 paginiEND OnDA GuiadamlmodÎncă nu există evaluări
- HRSG Tratamiento AguaDocument22 paginiHRSG Tratamiento AguamlmodÎncă nu există evaluări
- Erosión Por SopladoresDocument5 paginiErosión Por SopladoresmlmodÎncă nu există evaluări
- Fabricacion Del AceroDocument40 paginiFabricacion Del AceromlmodÎncă nu există evaluări
- Fabricacion Del AceroDocument40 paginiFabricacion Del AceromlmodÎncă nu există evaluări
- Diseños Básicos de Ciclos Combinadosv1Document12 paginiDiseños Básicos de Ciclos Combinadosv1mlmodÎncă nu există evaluări
- 04c. Intervalos Frecuencias y Extension de Las InspeccionesDocument9 pagini04c. Intervalos Frecuencias y Extension de Las InspeccionesmlmodÎncă nu există evaluări
- Endoscopia COMPRESORDocument9 paginiEndoscopia COMPRESORmlmodÎncă nu există evaluări
- Liquidos Penetrantes Nivel II ExamenDocument16 paginiLiquidos Penetrantes Nivel II Examenmlmod75% (8)
- Sist Aire Arranque Generadores - R1 PDFDocument4 paginiSist Aire Arranque Generadores - R1 PDFmlmodÎncă nu există evaluări
- Aplicaciones en EquiposDocument16 paginiAplicaciones en EquiposmlmodÎncă nu există evaluări
- Metalografia BasicaDocument46 paginiMetalografia Basicamlmod100% (1)
- Calculo VR Por CO FinalDocument10 paginiCalculo VR Por CO FinalmlmodÎncă nu există evaluări
- Magnetita en Calderas de PotenciaDocument19 paginiMagnetita en Calderas de PotenciamlmodÎncă nu există evaluări
- Emisión AcústicaDocument17 paginiEmisión Acústicamlmod100% (1)
- Información Necesaria en Inspecciones Por Métodos SuperficialesDocument2 paginiInformación Necesaria en Inspecciones Por Métodos SuperficialesmlmodÎncă nu există evaluări
- Curso ATEX2Document91 paginiCurso ATEX2mlmodÎncă nu există evaluări
- ATEXDocument74 paginiATEXmlmodÎncă nu există evaluări
- GlicinaDocument10 paginiGlicinaJanchoÎncă nu există evaluări
- Guia Practica Determinacion Del Contenido de HumedadDocument5 paginiGuia Practica Determinacion Del Contenido de HumedadJallesa Turizo CentenoÎncă nu există evaluări
- Contenidos Programaticos Soldadura 2019 I SemestreDocument62 paginiContenidos Programaticos Soldadura 2019 I SemestreDaniel TibataÎncă nu există evaluări
- Análisis de Costos Unitarios - MDHDocument100 paginiAnálisis de Costos Unitarios - MDHSergioÎncă nu există evaluări
- Diagramas de Pourbaix - Documento FinalDocument14 paginiDiagramas de Pourbaix - Documento FinalAndresÎncă nu există evaluări
- Lindley Pucusana - Partidas Carp. y Estr. MetalicaDocument1 paginăLindley Pucusana - Partidas Carp. y Estr. MetalicaDavid DaemmejÎncă nu există evaluări
- FQ4e - 4 - Reacciones Quimicas PDFDocument14 paginiFQ4e - 4 - Reacciones Quimicas PDFJuanÎncă nu există evaluări
- 2 - AglomerantesDocument172 pagini2 - AglomerantesMarcos AntonioÎncă nu există evaluări
- Catalogo de Normas DNER DNITDocument10 paginiCatalogo de Normas DNER DNITthaisÎncă nu există evaluări
- InformeDocument8 paginiInformegianicedilloÎncă nu există evaluări
- Taller ResistenciaDocument8 paginiTaller ResistenciaAldairManjarresCÎncă nu există evaluări
- Antapite PDFDocument123 paginiAntapite PDFNelson Torres FloresÎncă nu există evaluări
- Ept-Area-4to-C-Soldadura Tig-Semana Del 26 Al 30 de SetiembreDocument5 paginiEpt-Area-4to-C-Soldadura Tig-Semana Del 26 Al 30 de SetiembreScarlett neyraÎncă nu există evaluări
- MC CCMDocument71 paginiMC CCMautocadsketchup02Încă nu există evaluări
- A19. - Programa General 050 OkDocument24 paginiA19. - Programa General 050 OkToño RamirezÎncă nu există evaluări
- LASP Puente JarcasDocument86 paginiLASP Puente JarcasAdriAldana100% (2)
- Produccion de Anilina Universidad Mayor de San SimónDocument57 paginiProduccion de Anilina Universidad Mayor de San SimónhugoÎncă nu există evaluări
- Minerales No MetalicosDocument7 paginiMinerales No MetalicosFernando BestÎncă nu există evaluări
- Valorización de Mineral (Cu, Au, Ag) - PoliMETAL - ClubDocument3 paginiValorización de Mineral (Cu, Au, Ag) - PoliMETAL - ClubErik Caytuiro ZeaÎncă nu există evaluări
- Instalaciones SanitariasDocument2 paginiInstalaciones SanitariasMarco Antonio Delgado VasquezÎncă nu există evaluări
- Semana 2 Geología EconomicaDocument46 paginiSemana 2 Geología EconomicaGeancarlo Dubual Zegarra QuispeÎncă nu există evaluări
- Informe Final de Ladrillos JuliacaDocument38 paginiInforme Final de Ladrillos Juliacamiler_i_g33% (6)
- 11 - Producción Electrolítica de Aluminio.Document11 pagini11 - Producción Electrolítica de Aluminio.Vanessa Soria100% (1)
- Guía de Minerales FergusonitaDocument8 paginiGuía de Minerales FergusonitaJulian Alex Ortiz MayÎncă nu există evaluări
- Efecto PantallaDocument3 paginiEfecto PantallaAye ZalazarÎncă nu există evaluări
- Aguas SubterráneasDocument40 paginiAguas SubterráneasVictor ChairezÎncă nu există evaluări
- Las Funciones Principales de Los Cimientos SonDocument6 paginiLas Funciones Principales de Los Cimientos SonJerfinAlexanderÎncă nu există evaluări
- PolarizaciónDocument3 paginiPolarizaciónalejandraardilamÎncă nu există evaluări
- Empujes de Tierra - Estado de Reposo Activo y Pasivo - Wilfredo Gutierrez PDFDocument25 paginiEmpujes de Tierra - Estado de Reposo Activo y Pasivo - Wilfredo Gutierrez PDFJose Luis Peralta IÎncă nu există evaluări
- Enfilado y AcrilizadoDocument1 paginăEnfilado y AcrilizadoAnaÎncă nu există evaluări