S-ar putea să vă placă și
- TECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFDocument2 paginiTECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFmazaherramazaniÎncă nu există evaluări
- ABS Approved Still Mill PDFDocument84 paginiABS Approved Still Mill PDFJanuar Target Willyam0% (1)
- Effects of Alloying Elements in SteelDocument12 paginiEffects of Alloying Elements in SteelyatheendravarmaÎncă nu există evaluări
- Accelerated CoolingDocument7 paginiAccelerated CoolingHarikrishnan N SivaprasadÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- CCM TrainingDocument14 paginiCCM TrainingAshutosh SinghÎncă nu există evaluări
- Bloom CasterDocument21 paginiBloom CasterkalaiÎncă nu există evaluări
- AMG Aluminum - Titanium Boron Aluminum Grain Refiners PDFDocument1 paginăAMG Aluminum - Titanium Boron Aluminum Grain Refiners PDFoscarÎncă nu există evaluări
- 1 A Polishing Machine BookDocument35 pagini1 A Polishing Machine BookPradeep AdsareÎncă nu există evaluări
- CVSRM PresentationDocument102 paginiCVSRM Presentationrazen_inÎncă nu există evaluări
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 paginiCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseÎncă nu există evaluări
- Aluminium FoilDocument20 paginiAluminium FoilPriyal Jain100% (1)
- A Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanDocument5 paginiA Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanSamir BoseÎncă nu există evaluări
- Hot RollingDocument8 paginiHot Rollingshah naumanÎncă nu există evaluări
- AbrasivesDocument49 paginiAbrasivesfockewulÎncă nu există evaluări
- Achenbach ExtractDocument56 paginiAchenbach ExtractCatanescu Alexandru-LaurentiuÎncă nu există evaluări
- NBS18 Heat TreatmentDocument46 paginiNBS18 Heat Treatmentshailesh_tiwari_mechÎncă nu există evaluări
- Steel CastingsDocument50 paginiSteel CastingsVijayakumar TÎncă nu există evaluări
- An Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessDocument16 paginiAn Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessedpsousaÎncă nu există evaluări
- Shot Blasting Efect On Stainless Steel PDFDocument54 paginiShot Blasting Efect On Stainless Steel PDFlistiodjoeÎncă nu există evaluări
- Viewdocdsp - Asp Doc 32964&lib CENTRODOCTEC&version 32923&mimetype Application/pdf&file PDFDocument430 paginiViewdocdsp - Asp Doc 32964&lib CENTRODOCTEC&version 32923&mimetype Application/pdf&file PDFRosa San MartinÎncă nu există evaluări
- A New Method For Roll Pass Design Optimi PDFDocument12 paginiA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaÎncă nu există evaluări
- GsdhirDocument11 paginiGsdhirGurminder Singh DhirÎncă nu există evaluări
- Production Engineering Lab VIII SemDocument24 paginiProduction Engineering Lab VIII Semsunil kumawatÎncă nu există evaluări
- Steel CoilDocument20 paginiSteel CoilParimala SubramaniamÎncă nu există evaluări
- Modelling and Control of A Hot Rolling MillDocument7 paginiModelling and Control of A Hot Rolling MillHakanÎncă nu există evaluări
- Riddhi Pipe Catelogue - PDFDocument16 paginiRiddhi Pipe Catelogue - PDFSimeneh ShiferawÎncă nu există evaluări
- 9 Strip Casting Technology PYMenetDocument5 pagini9 Strip Casting Technology PYMenetNikolas Kolasni Lakenir Ckerde DockosÎncă nu există evaluări
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocument35 paginiA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Kaiser Aluminum Florence Wire and Rod ProductsDocument2 paginiKaiser Aluminum Florence Wire and Rod ProductsСтанислав ПодольскийÎncă nu există evaluări
- Distortion Mechanisms Due To The Cooling Process in Aluminum ExtrusionDocument16 paginiDistortion Mechanisms Due To The Cooling Process in Aluminum ExtrusionСтанислав Подольский100% (1)
- Development of High Strength Construction RebarsDocument13 paginiDevelopment of High Strength Construction Rebarsosman recai100% (3)
- Continuous Casting and Mould Level ControlDocument15 paginiContinuous Casting and Mould Level Controlsalvador2meÎncă nu există evaluări
- G. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityDocument7 paginiG. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityMadhusudhan ModemÎncă nu există evaluări
- 2139 12021 1 PB PDFDocument9 pagini2139 12021 1 PB PDFSantosh Kumar PandeyÎncă nu există evaluări
- Yield Improvement Steel Castings PDFDocument321 paginiYield Improvement Steel Castings PDFMy Dad My WorldÎncă nu există evaluări
- Super Steel Industry..... 3Document31 paginiSuper Steel Industry..... 3erryÎncă nu există evaluări
- Hot Rolled SlittingDocument4 paginiHot Rolled SlittingVikas SinghÎncă nu există evaluări
- Scarfing Steel Slabs TechniqueDocument9 paginiScarfing Steel Slabs TechniquecamableÎncă nu există evaluări
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDocument7 pagini6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadÎncă nu există evaluări
- Steel CleanlinessDocument22 paginiSteel Cleanlinessdrbeyer100% (1)
- SIROLL CM Solutions For Cold Rolling Mills enDocument36 paginiSIROLL CM Solutions For Cold Rolling Mills enashbasalÎncă nu există evaluări
- Aluminium IndustryDocument103 paginiAluminium IndustryNitin RautÎncă nu există evaluări
- 1890 - Double Rotating ChannelDocument51 pagini1890 - Double Rotating Channelkar_simÎncă nu există evaluări
- Multi SlittingDocument6 paginiMulti Slittingeng_ahmedkassemÎncă nu există evaluări
- Continuous Casting ProcessDocument12 paginiContinuous Casting ProcessPUSHKARKHANNAÎncă nu există evaluări
- Rolling (Metalworking) : Roller MillDocument45 paginiRolling (Metalworking) : Roller MilldnyaneshwarÎncă nu există evaluări
- Development of New Model of Mold Oscillator in Continuous CastingDocument5 paginiDevelopment of New Model of Mold Oscillator in Continuous CastingM M HossainÎncă nu există evaluări
- Steel Dynamics Bar Book Rev 2 New CoverDocument194 paginiSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiÎncă nu există evaluări
- Aluminum Alloys - Mechanical Properties PDFDocument10 paginiAluminum Alloys - Mechanical Properties PDFMohamed NasrÎncă nu există evaluări
- Induction Heating Process Design Using Comsol Multiphysics Software Version 42aDocument4 paginiInduction Heating Process Design Using Comsol Multiphysics Software Version 42areaktorenergiÎncă nu există evaluări
- The Iron Puddler My life in the rolling mills and what came of itDe la EverandThe Iron Puddler My life in the rolling mills and what came of itÎncă nu există evaluări
- Steel ShotDocument6 paginiSteel ShotExcel Hydro Pneumatics (INDIA) EHPIÎncă nu există evaluări
- A PPT On NBC TrainingDocument17 paginiA PPT On NBC Traininggourav_nama_2150% (2)
- Fdocuments - in Presentation Steel MakingDocument26 paginiFdocuments - in Presentation Steel MakingShimaa ElhadadÎncă nu există evaluări
- Light and Medium Merchant MillDocument35 paginiLight and Medium Merchant MillPeram Bharath Kumar Reddy100% (1)
- Chaitanya IntroductionDocument7 paginiChaitanya Introductionanon_647217551Încă nu există evaluări
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981De la EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Încă nu există evaluări
- Data Sheet ServiceDocument4 paginiData Sheet ServiceSatpal SinghÎncă nu există evaluări
- ABB Breaker ManualDocument56 paginiABB Breaker ManualSatpal SinghÎncă nu există evaluări
- Steps To Apply For Passport ServicesDocument35 paginiSteps To Apply For Passport ServicesSatpal SinghÎncă nu există evaluări
- PID and Refinery TutorialDocument20 paginiPID and Refinery TutorialSatpal SinghÎncă nu există evaluări
- 1.0: Purpose: Document No. DSC-WI 13400Document2 pagini1.0: Purpose: Document No. DSC-WI 13400Satpal SinghÎncă nu există evaluări
- How To Fill Passport Application Form OnlineDocument16 paginiHow To Fill Passport Application Form OnlineSatpal SinghÎncă nu există evaluări
- Single End Vs DefferentialDocument2 paginiSingle End Vs DefferentialSatpal SinghÎncă nu există evaluări
- Ieee Membership Application: Personal InformationDocument2 paginiIeee Membership Application: Personal InformationSatpal SinghÎncă nu există evaluări
- Pm130 Plus ModbusDocument74 paginiPm130 Plus ModbusSatpal SinghÎncă nu există evaluări
- Ieee Membership Application: Personal InformationDocument2 paginiIeee Membership Application: Personal InformationSatpal SinghÎncă nu există evaluări
- Earth Leakage Protection CriteriaDocument4 paginiEarth Leakage Protection CriteriaSatpal SinghÎncă nu există evaluări
- Standard Electrical SymbolsDocument40 paginiStandard Electrical Symbolssilviamenegazzo100% (13)
- Jig G4801Document2 paginiJig G4801Muhammad Harits0% (1)
- Ok 68.55Document1 paginăOk 68.55Sadashiva sahooÎncă nu există evaluări
- Weld Cost Calc XLDocument10 paginiWeld Cost Calc XLSusheel ShuklaÎncă nu există evaluări
- Training Schedule For CuNi and Super Duplex As On 29 Jan 2020Document1 paginăTraining Schedule For CuNi and Super Duplex As On 29 Jan 2020Denny AgusÎncă nu există evaluări
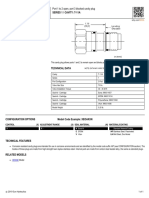
- Cavity Plug XEOA - Full - en - Us - LetterDocument1 paginăCavity Plug XEOA - Full - en - Us - LetterHassan KhattabÎncă nu există evaluări
- 33 Fixture Assembly FinalDocument1 pagină33 Fixture Assembly Finaladmam jonesÎncă nu există evaluări
- Varec 221 Series Emergency VentDocument8 paginiVarec 221 Series Emergency Ventjithin.rjn4055Încă nu există evaluări
- CA Steel Joists and Joist Girders 2017Document15 paginiCA Steel Joists and Joist Girders 2017SilviaMartinezÎncă nu există evaluări
- Iron and Steel ClassificationDocument16 paginiIron and Steel ClassificationVarun BainsÎncă nu există evaluări
- VẬT LIỆU THEO TIÊU CHUẨN - JIS - ASTMDocument3 paginiVẬT LIỆU THEO TIÊU CHUẨN - JIS - ASTMThanh BuiÎncă nu există evaluări
- Pump Control & Pressure Sustaining Automatic Control Valve: TYPE M042-L2 - ACM200Document28 paginiPump Control & Pressure Sustaining Automatic Control Valve: TYPE M042-L2 - ACM200zaidÎncă nu există evaluări
- Investment Castings, Steel and Alloy, Common Requirements, For General Industrial UseDocument7 paginiInvestment Castings, Steel and Alloy, Common Requirements, For General Industrial UsePEPEÎncă nu există evaluări
- BPVC Code Cases 5Document54 paginiBPVC Code Cases 5Burak KececiÎncă nu există evaluări
- Bagian 1 Equipment CostDocument8 paginiBagian 1 Equipment CostmarcelkosasiÎncă nu există evaluări
- ANSI - AWS A2 - 4-98 Standard Symbols For WeldingDocument120 paginiANSI - AWS A2 - 4-98 Standard Symbols For WeldingSacheel OrtizÎncă nu există evaluări
- Auckland Transport Material SpecificationsDocument190 paginiAuckland Transport Material SpecificationsBobNobbitsÎncă nu există evaluări
- Datasheet Sanicro 72hpDocument2 paginiDatasheet Sanicro 72hpphillipskincaidÎncă nu există evaluări
- 4-1 Engineering Specification For Structural Steel Fabrication and ErectionDocument24 pagini4-1 Engineering Specification For Structural Steel Fabrication and ErectionMy pouÎncă nu există evaluări
- Perparim Demi CV - enDocument2 paginiPerparim Demi CV - enDemi Perparim100% (1)
- Suvranil Resume 4ALSTMDocument10 paginiSuvranil Resume 4ALSTMBanerjee SuvranilÎncă nu există evaluări
- Some Tips About The Classification of Wire Breakages Part A - 2012 PDFDocument2 paginiSome Tips About The Classification of Wire Breakages Part A - 2012 PDFNabeel Ameer100% (1)
- Lesson Plan SMAW 12Document8 paginiLesson Plan SMAW 12Jymaer GeromoÎncă nu există evaluări
- Cored Wires - ESAB - OK TubrodDocument87 paginiCored Wires - ESAB - OK TubrodElias KapaÎncă nu există evaluări
- 4 Pompe Ebara 3-3l Series en 1Document87 pagini4 Pompe Ebara 3-3l Series en 1Илия ГеоргиевÎncă nu există evaluări
- High-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Document6 paginiHigh-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Ngoc BuiÎncă nu există evaluări
- Din 7991Document5 paginiDin 7991mohamadreza bagheriÎncă nu există evaluări
- FCAWDocument43 paginiFCAWHarsha Vardhan MeduriÎncă nu există evaluări
- Module 2Document10 paginiModule 2Mahadev MetriÎncă nu există evaluări
- Process DesignDocument4 paginiProcess DesignHarymsl MslÎncă nu există evaluări
- Esr 2302Document13 paginiEsr 2302AsdrúbalAguirreCorreaÎncă nu există evaluări