S-ar putea să vă placă și
- TFE 731 Chap 72Document38 paginiTFE 731 Chap 72Egor85100% (1)
- Decaffeination of Raw, Green Coffee Beans Using SupercriticalDocument6 paginiDecaffeination of Raw, Green Coffee Beans Using SupercriticalFlávio SimõesÎncă nu există evaluări
- Onan BF Ms - ServiceDocument48 paginiOnan BF Ms - ServiceTimmye Cochran100% (2)
- Cocoa Extension Manual - Papua New GuineaDocument316 paginiCocoa Extension Manual - Papua New GuineaLarry ZongoÎncă nu există evaluări
- Yeast ProductionDocument7 paginiYeast Productionboonsom100% (1)
- Catalog Product CharcoalDocument10 paginiCatalog Product CharcoalCindy TristianyÎncă nu există evaluări
- Ship ParticularsDocument5 paginiShip ParticularsdonmkeÎncă nu există evaluări
- HydrogenDocument38 paginiHydrogenClaudio Ibarra Casanova0% (2)
- Checklist For Cooling System MaintenanceDocument1 paginăChecklist For Cooling System MaintenanceK.Sivanathan33% (3)
- 321 Gs Series2 PDF OwnersguideDocument80 pagini321 Gs Series2 PDF OwnersguideHector Ruben Farje BautistaÎncă nu există evaluări
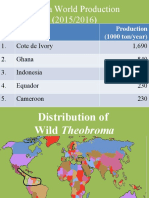
- Cocoa World Production (2015/2016) : No. Country Production (1000 Ton/year)Document80 paginiCocoa World Production (2015/2016) : No. Country Production (1000 Ton/year)AvinashRaiÎncă nu există evaluări
- Cocoa Bean (Also Cacao BeanDocument9 paginiCocoa Bean (Also Cacao BeanVillaci5Încă nu există evaluări
- Effect of Processing Techniques On Flavour 2017Document13 paginiEffect of Processing Techniques On Flavour 2017Mulki Maajid100% (1)
- Polyphenols in Cocoa (Theobroma Cacao L.)Document21 paginiPolyphenols in Cocoa (Theobroma Cacao L.)Denmaskoko HeruÎncă nu există evaluări
- A-Optimized Quality-Fermentation of Cocoa - General - Vietnam Workshop 6-2012Document65 paginiA-Optimized Quality-Fermentation of Cocoa - General - Vietnam Workshop 6-2012Nguyen Thi Huong Giang100% (1)
- Micronized Cocoa Butter Particles Produced by A Supercritical ProcessDocument7 paginiMicronized Cocoa Butter Particles Produced by A Supercritical ProcessNasly TatianaÎncă nu există evaluări
- Industry-Study Cacao PDFDocument27 paginiIndustry-Study Cacao PDFSila FelixÎncă nu există evaluări
- Ghana CocoaDocument26 paginiGhana CocoaJustice Mensah100% (1)
- Presentation SwitzerlandDocument20 paginiPresentation Switzerlandshaik sameerÎncă nu există evaluări
- The Potential of Coconut Shell As BiofueDocument5 paginiThe Potential of Coconut Shell As BiofueEwemiz InsigneÎncă nu există evaluări
- Process Flow Diagram For Vco DrawDocument1 paginăProcess Flow Diagram For Vco DrawRembert BlanquezaÎncă nu există evaluări
- Bioprocess:chocolate Production A2ZDocument18 paginiBioprocess:chocolate Production A2ZJyShe_la50% (2)
- Activated Carbon - Granular (: Coconut Shell Charcoal Base) Specification of The ProductDocument1 paginăActivated Carbon - Granular (: Coconut Shell Charcoal Base) Specification of The ProductkumarÎncă nu există evaluări
- Cocoa Program Implementation - Annual Report #SC 2013Document30 paginiCocoa Program Implementation - Annual Report #SC 2013thres sanctyekaÎncă nu există evaluări
- Processing of Cereal GrainsDocument43 paginiProcessing of Cereal GrainsSagar ShahÎncă nu există evaluări
- CKC TheWholeNut 2019-1Document42 paginiCKC TheWholeNut 2019-1arianne100% (1)
- Alkalized Cocoa Powders Article PDFDocument8 paginiAlkalized Cocoa Powders Article PDFhozhabr100% (1)
- 5 - Cocoa 2019Document61 pagini5 - Cocoa 2019Qiun LeeÎncă nu există evaluări
- Asean Gap For CocoaDocument16 paginiAsean Gap For Cocoaនិន ម៉ានិតÎncă nu există evaluări
- 25 Biggest Churches in NigeriaDocument2 pagini25 Biggest Churches in Nigeriababalola boluwatifeÎncă nu există evaluări
- Cocoa Fermentation ManualDocument18 paginiCocoa Fermentation ManualJimena Rios100% (1)
- My Project New EditDocument38 paginiMy Project New Editmuhammad m butuÎncă nu există evaluări
- Simple Bio-Gas Plant Design and ConstructDocument15 paginiSimple Bio-Gas Plant Design and ConstructWaadÎncă nu există evaluări
- Changes in Key Aroma Compounds of Criollo Cocoa Beans During Roasting 1Document8 paginiChanges in Key Aroma Compounds of Criollo Cocoa Beans During Roasting 1Moyo AntÎncă nu există evaluări
- Influence of Alkaline Formulation On Oriental Noodle Color and TextureDocument7 paginiInfluence of Alkaline Formulation On Oriental Noodle Color and Textureelisa1027Încă nu există evaluări
- Mussatto 2006 Brewers' Spent GrainDocument14 paginiMussatto 2006 Brewers' Spent GrainVLASTARÎncă nu există evaluări
- Centuries BP 2Document50 paginiCenturies BP 2Dadon4uÎncă nu există evaluări
- The Journey From Cacao Pod To ChocolateDocument9 paginiThe Journey From Cacao Pod To Chocolateronalit malintadÎncă nu există evaluări
- Nutela WikiDocument3 paginiNutela WikinecitacÎncă nu există evaluări
- Formulation of Trans Free and Low Saturated MargarineDocument10 paginiFormulation of Trans Free and Low Saturated Margarinegutierrez_rgcÎncă nu există evaluări
- Final PPT CADocument90 paginiFinal PPT CAFatma M. BarakatÎncă nu există evaluări
- CIP Annual Report 1989Document201 paginiCIP Annual Report 1989cip-libraryÎncă nu există evaluări
- Torrified Pellette Manufaturing June 23Document22 paginiTorrified Pellette Manufaturing June 23koustuv mitra100% (1)
- Antioxidant ActivityDocument5 paginiAntioxidant ActivityMihajilo TosicÎncă nu există evaluări
- Filling Cream Pada Biskut, WaferDocument4 paginiFilling Cream Pada Biskut, WaferFadhilla SetyaÎncă nu există evaluări
- Optimization of Baker's Yeast Drying in Industrial Continuous Fluidized Bed DryerDocument6 paginiOptimization of Baker's Yeast Drying in Industrial Continuous Fluidized Bed DryerMohamadMostafaviÎncă nu există evaluări
- Sugar Industry in Pakistan (17-UGLC-650)Document16 paginiSugar Industry in Pakistan (17-UGLC-650)Waqar IbrahimÎncă nu există evaluări
- Technology OF Wheat Milling: Nimisha K OST-2015-24-13 M.Sc. FS&TDocument32 paginiTechnology OF Wheat Milling: Nimisha K OST-2015-24-13 M.Sc. FS&Traja singamÎncă nu există evaluări
- Impact of Cocoa Processing Technologies in Free FaDocument7 paginiImpact of Cocoa Processing Technologies in Free FaBunayya Rabbika Firly0% (1)
- Crude Palm OilDocument19 paginiCrude Palm OilmarpadanÎncă nu există evaluări
- Role of Sugar, Gur, Liquid SweetnersDocument10 paginiRole of Sugar, Gur, Liquid SweetnersBharath Jaganathan100% (1)
- Functional FibreDocument10 paginiFunctional Fibresofia NunesÎncă nu există evaluări
- Chapter 2 Material and Energy BalancesDocument15 paginiChapter 2 Material and Energy Balancesaa0809Încă nu există evaluări
- Preparation and Characterization of Pectin Fraction From Pineapple Peel As A Natural Plasticizer and Material For Biopolymer Film2019food and Bioproducts Processing PDFDocument9 paginiPreparation and Characterization of Pectin Fraction From Pineapple Peel As A Natural Plasticizer and Material For Biopolymer Film2019food and Bioproducts Processing PDFAlejandro GrandaÎncă nu există evaluări
- Hisex Brown Product Guide Cage Production Systems Vs1408aDocument20 paginiHisex Brown Product Guide Cage Production Systems Vs1408aUsmanÎncă nu există evaluări
- Peanut Processing PlantDocument19 paginiPeanut Processing PlantfaizkauÎncă nu există evaluări
- Torrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationDocument10 paginiTorrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationmarkodzajicÎncă nu există evaluări
- HFS Technology: We Make Biotechnology WorkDocument6 paginiHFS Technology: We Make Biotechnology Workphaniraj_c100% (1)
- Vulnerability Map of The Groundwater Rise in Jeddah, Saudi ArabiaDocument11 paginiVulnerability Map of The Groundwater Rise in Jeddah, Saudi Arabiam_khalidgly97Încă nu există evaluări
- Young Bamboo Culm FlourDocument6 paginiYoung Bamboo Culm FlourBoodjieh So ImbaÎncă nu există evaluări
- Oss Proposal IntroductionDocument5 paginiOss Proposal IntroductionAbdullahi D. AbubakarÎncă nu există evaluări
- Potential Use of Chicken Egg Shells and Cacao Pod Husk As Catalyst For Biodiesel ProductionDocument9 paginiPotential Use of Chicken Egg Shells and Cacao Pod Husk As Catalyst For Biodiesel ProductionDoty RisantiÎncă nu există evaluări
- Sythesis of Bioavture Through Hydrodeoxygenation and Catalytic Cracking From Oleic Acid Using Nimo/Zeolit CatalystDocument5 paginiSythesis of Bioavture Through Hydrodeoxygenation and Catalytic Cracking From Oleic Acid Using Nimo/Zeolit Catalystaisyahzafira26Încă nu există evaluări
- Production of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDocument7 paginiProduction of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDennis ChanÎncă nu există evaluări
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsDe la EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghÎncă nu există evaluări
- A Study of The Effect of Individuals' General Indicators On The Staff Efficiency of Sistan and Baluchistan Agricultural Jihad OrganizationDocument4 paginiA Study of The Effect of Individuals' General Indicators On The Staff Efficiency of Sistan and Baluchistan Agricultural Jihad OrganizationInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- An Investigation of The Relationship Between Learning Management System and Learning Outcomes: Mehralborz Virtual University Case StudyDocument4 paginiAn Investigation of The Relationship Between Learning Management System and Learning Outcomes: Mehralborz Virtual University Case StudyInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Factors Affecting The Production of Drugs in Our Pharmaceutical Companies A Case Study of Ilorin MetropolisDocument4 paginiFactors Affecting The Production of Drugs in Our Pharmaceutical Companies A Case Study of Ilorin MetropolisInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Cognitive Architectures As Building Energy Management System For Future Renewable Energy Scenarios A Work in Progress ReportDocument6 paginiCognitive Architectures As Building Energy Management System For Future Renewable Energy Scenarios A Work in Progress ReportInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Employing A New Combination of The Remaining Harmonics of The Current To Detect The High Impedance Fault in Electrical Distribution NetworksDocument6 paginiEmploying A New Combination of The Remaining Harmonics of The Current To Detect The High Impedance Fault in Electrical Distribution NetworksInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Comparing Two and Three Dimensional Optimization of Turbojet Engine With Multi Target Genetic AlgorithmDocument6 paginiComparing Two and Three Dimensional Optimization of Turbojet Engine With Multi Target Genetic AlgorithmInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Projected Changes in Annual Temperature and Precipitation in Setif High Plains Region (North East of Algeria)Document4 paginiProjected Changes in Annual Temperature and Precipitation in Setif High Plains Region (North East of Algeria)International Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Application of Meta Analysis in Examination of Validity ItemsDocument5 paginiApplication of Meta Analysis in Examination of Validity ItemsInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Characteristics of Some Natural Fibrous Assemblies For Efficient Oil Spill CleanupDocument8 paginiCharacteristics of Some Natural Fibrous Assemblies For Efficient Oil Spill CleanupInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Metabolic Response To Repetitive Lifting Tasks: Predetermined vs. Self-Selected PaceDocument4 paginiMetabolic Response To Repetitive Lifting Tasks: Predetermined vs. Self-Selected PaceInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- A Critical Evaluation of Some Prominent Variables On Menopause in Indian WomenDocument4 paginiA Critical Evaluation of Some Prominent Variables On Menopause in Indian WomenInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Phase Frequency Detector With Delay Cells For Achieving Low Blind and Dead ZoneDocument4 paginiPhase Frequency Detector With Delay Cells For Achieving Low Blind and Dead ZoneInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Simple Matching Strategy For Surface Acoustic Wave (SAW) Delay Lines in Radio Frequency (RF) ApplicationsDocument4 paginiSimple Matching Strategy For Surface Acoustic Wave (SAW) Delay Lines in Radio Frequency (RF) ApplicationsInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Evaluation of Terminal Drought Stress Tolerance of Sesamum Indicum L. Genotypes Under The Sistan Region ConditionsDocument4 paginiEvaluation of Terminal Drought Stress Tolerance of Sesamum Indicum L. Genotypes Under The Sistan Region ConditionsInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Vapour-Phase Dehydrogenation of Ethanol Using Heterogeneous Modified Kaolinite CatalystDocument3 paginiVapour-Phase Dehydrogenation of Ethanol Using Heterogeneous Modified Kaolinite CatalystInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Evaluation Methods of Limiting Switching Overvoltage During Line EnergizationDocument6 paginiEvaluation Methods of Limiting Switching Overvoltage During Line EnergizationInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Prospect of Dry Land Corn Development in South LembehDocument5 paginiProspect of Dry Land Corn Development in South LembehInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- High Impedance Faults Modeling in Electrical Power Distribution NetworksDocument5 paginiHigh Impedance Faults Modeling in Electrical Power Distribution NetworksInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- The Effects of A Back-Belt On Lumbar Disc Deformation During Stoop Type LiftingDocument10 paginiThe Effects of A Back-Belt On Lumbar Disc Deformation During Stoop Type LiftingInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Calotropis Procera: The Miracle Shrub in The Arabian PeninsulaDocument10 paginiCalotropis Procera: The Miracle Shrub in The Arabian PeninsulaInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Performance Evaluation of Petroleum Refinery Wastewater Treatment PlantDocument6 paginiPerformance Evaluation of Petroleum Refinery Wastewater Treatment PlantInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- The Modeling of Electric Arc in High Voltage Circuit Breakers With Use of Schavemaker Model and Negative FeedbackDocument4 paginiThe Modeling of Electric Arc in High Voltage Circuit Breakers With Use of Schavemaker Model and Negative FeedbackInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Gilbert Damping Effect On Thermally Assisted Magnetization Reversal of Perpendicular Magnetized Nano-DotDocument6 paginiGilbert Damping Effect On Thermally Assisted Magnetization Reversal of Perpendicular Magnetized Nano-DotInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Combined Memetic Algorithm in Case of Supply Chain System's Scheduling (Approach of Cost Maintenance)Document4 paginiCombined Memetic Algorithm in Case of Supply Chain System's Scheduling (Approach of Cost Maintenance)International Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Biogas Production From Municipal Sewage Sludge Using Ultrasound Speeding Digestion ProcessDocument10 paginiBiogas Production From Municipal Sewage Sludge Using Ultrasound Speeding Digestion ProcessInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- 32 Segment Display For Bengali Alphanumeric CharactersDocument6 pagini32 Segment Display For Bengali Alphanumeric CharactersInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- A Study On A Neural Ecosystems AnalyzerDocument4 paginiA Study On A Neural Ecosystems AnalyzerInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Electric Field Distributions Around Silicon Rubber Insulators in Polluted and Cleaned AreaDocument4 paginiElectric Field Distributions Around Silicon Rubber Insulators in Polluted and Cleaned AreaInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- The Effects of Black Hole Attack in Mobile Ad-Hoc Network Using OLSR and AODVDocument6 paginiThe Effects of Black Hole Attack in Mobile Ad-Hoc Network Using OLSR and AODVInternational Journal of Science and Engineering InvestigationsÎncă nu există evaluări
- Solar Active SystemsDocument25 paginiSolar Active SystemsNeha sharmaÎncă nu există evaluări
- Wind Power PlantDocument12 paginiWind Power PlantMohamad SaadÎncă nu există evaluări
- Manual Inversor MitsubishiDocument124 paginiManual Inversor MitsubishiLucas MatosÎncă nu există evaluări
- Model Answers To Specimen Question Paper For Xii Isc Board Examination 2012Document18 paginiModel Answers To Specimen Question Paper For Xii Isc Board Examination 2012santhosh1995Încă nu există evaluări
- Chapter 4 An Overview of PWR SystDocument70 paginiChapter 4 An Overview of PWR SystAziz JamaludinÎncă nu există evaluări
- 1 Energy DutyDocument15 pagini1 Energy DutyJON KADANGÎncă nu există evaluări
- Renewable Energy World July - August 2012Document192 paginiRenewable Energy World July - August 2012VarovÎncă nu există evaluări
- ICP Commercial - Laundry AC - 2Document31 paginiICP Commercial - Laundry AC - 2Marcos FigueroaÎncă nu există evaluări
- NSL - Technical Specification For Electrical PackageDocument175 paginiNSL - Technical Specification For Electrical Packageerkamlakar22340% (1)
- Green BuildingDocument6 paginiGreen BuildingAbood Buriahi100% (1)
- Bechara 2016Document35 paginiBechara 2016Larissa PÎncă nu există evaluări
- Electrical Machine DesignDocument194 paginiElectrical Machine Designatul mishra100% (4)
- Problem Set ADocument3 paginiProblem Set AAldrich BaldonadoÎncă nu există evaluări
- Review of Optimization Techniques For Hybrid Wind PV-ESS SystemDocument6 paginiReview of Optimization Techniques For Hybrid Wind PV-ESS Systemhamza malikÎncă nu există evaluări
- Raj SolarDocument152 paginiRaj SolarBabyÎncă nu există evaluări
- Sand2016 5977R PDFDocument108 paginiSand2016 5977R PDFmilloteÎncă nu există evaluări
- Skoda Fabia - Demarorul AlternatorulDocument5 paginiSkoda Fabia - Demarorul AlternatorulbuerebistaÎncă nu există evaluări
- Lab ManualDocument9 paginiLab ManualMohit SinhaÎncă nu există evaluări
- 3mwp784 SMMDocument8 pagini3mwp784 SMMAdrian Pop-DragutÎncă nu există evaluări
- EE116x (Power Plant Engineering) Exit Exam 3Q 11-12Document3 paginiEE116x (Power Plant Engineering) Exit Exam 3Q 11-12Ej ParañalÎncă nu există evaluări
- AHU Supply Front PackageDocument10 paginiAHU Supply Front PackagejnmanivannanÎncă nu există evaluări
- BPS-Solar Power System 300W To 20KW - BESTSUN - ABT2017Document8 paginiBPS-Solar Power System 300W To 20KW - BESTSUN - ABT2017s_aguilÎncă nu există evaluări
- Control Valves Pumping Ts10Document2 paginiControl Valves Pumping Ts10Besim GülcüÎncă nu există evaluări
- The Evolution of Energy. Fernanda UscangaDocument9 paginiThe Evolution of Energy. Fernanda UscangaMafer UscangaÎncă nu există evaluări