S-ar putea să vă placă și
- B209M ASTM Aluminum StandardsDocument26 paginiB209M ASTM Aluminum StandardsDanny SeeÎncă nu există evaluări
- Sumitomo Products For The Oil and Gas IndustriesDocument36 paginiSumitomo Products For The Oil and Gas IndustriesRahulprabhakaran Vannostran100% (1)
- Classification of Zinc Die Casting DefectsDocument20 paginiClassification of Zinc Die Casting DefectsAnshuman RoyÎncă nu există evaluări
- Otel de Scule - GBDocument37 paginiOtel de Scule - GBColta VictorÎncă nu există evaluări
- Aspac Royalloy enDocument7 paginiAspac Royalloy enNugroho Faris SudrajatÎncă nu există evaluări
- Damasteel Martensitic Damascus SteelDocument6 paginiDamasteel Martensitic Damascus SteelsurintanÎncă nu există evaluări
- Welding News 03-08Document6 paginiWelding News 03-08skisharkÎncă nu există evaluări
- S690QLDocument4 paginiS690QLReginaldo Matias NunesÎncă nu există evaluări
- Stainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)Document14 paginiStainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)DanielÎncă nu există evaluări
- Catalogue - SteelDocument23 paginiCatalogue - SteelBinh Hung OngÎncă nu există evaluări
- 1.4462 Duplex PropertiesDocument2 pagini1.4462 Duplex PropertiesEROL30Încă nu există evaluări
- Steels For Oil - Gas - ExplorationDocument16 paginiSteels For Oil - Gas - Explorationدكتور مهندس جمال الشربينىÎncă nu există evaluări
- Born From Fire, Made To Endure: Stainless SteelDocument12 paginiBorn From Fire, Made To Endure: Stainless Steelqnetomid55Încă nu există evaluări
- 1.6580, DIN 30CrNiMo8, AISI 4340 Round Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Forging,1.6580, DIN 30CrNiMo8, AISI 4340 Sheet,1.6580, DIN 30CrNiMo8, AISI 4340 Coil,1.6580, DIN 30CrNiMo8, AISI 4340 Flat Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Pipe,LrregularDocument3 pagini1.6580, DIN 30CrNiMo8, AISI 4340 Round Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Forging,1.6580, DIN 30CrNiMo8, AISI 4340 Sheet,1.6580, DIN 30CrNiMo8, AISI 4340 Coil,1.6580, DIN 30CrNiMo8, AISI 4340 Flat Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Pipe,Lrregularroberto_perraciniÎncă nu există evaluări
- Stainless SteelDocument6 paginiStainless SteelNiko NištićÎncă nu există evaluări
- SMST-Tubes Product Range en 2010 WebDocument16 paginiSMST-Tubes Product Range en 2010 Webalbejo_r9Încă nu există evaluări
- Standards R M Salem - UserguideDocument49 paginiStandards R M Salem - Userguidearunas1081Încă nu există evaluări
- Term Paper Mec 208Document20 paginiTerm Paper Mec 208lksingh1987Încă nu există evaluări
- Steel UserguideDocument50 paginiSteel UserguideBhanu Pratap ChoudhuryÎncă nu există evaluări
- Report Bhushan SteelDocument16 paginiReport Bhushan Steelshweta_770587Încă nu există evaluări
- Industeel DuplexDocument2 paginiIndusteel DuplexClaudio SampaioÎncă nu există evaluări
- Catalogue Ulma FittingsDocument7 paginiCatalogue Ulma FittingsVeky PamintuÎncă nu există evaluări
- Userguide For SSDocument26 paginiUserguide For SSehsan4uÎncă nu există evaluări
- Tooling Materials&Heat TreatmentDocument13 paginiTooling Materials&Heat TreatmentVinod MadireddyÎncă nu există evaluări
- Material SpecificationDocument50 paginiMaterial SpecificationSangyt Karna0% (2)
- Alumec PDFDocument7 paginiAlumec PDFetamil87Încă nu există evaluări
- 002 DEW Warmarbeitsstahl GB PDFDocument76 pagini002 DEW Warmarbeitsstahl GB PDFSinan Yıldız100% (1)
- PB Alumec EnglishDocument12 paginiPB Alumec EnglishByron RodriguezÎncă nu există evaluări
- Yss Tool Steels BDocument77 paginiYss Tool Steels BneramjanÎncă nu există evaluări
- Stainless Steel Grade 904LDocument5 paginiStainless Steel Grade 904LMadan YadavÎncă nu există evaluări
- Brochure PSMDocument19 paginiBrochure PSMsirajuddin khowajaÎncă nu există evaluări
- Brochure Offshore&Linepipe EDocument24 paginiBrochure Offshore&Linepipe Epark1112Încă nu există evaluări
- 2205 InfoDocument6 pagini2205 InfoMave75Încă nu există evaluări
- Welding Product Programme: Duplex and Super Duplex Stainless SteelDocument6 paginiWelding Product Programme: Duplex and Super Duplex Stainless SteelFERNANDO MIRANDAÎncă nu există evaluări
- Outokumpu Semifinished MaterialsDocument12 paginiOutokumpu Semifinished MaterialsvgestantyoÎncă nu există evaluări
- Casting Material CE3MN SS2507Document3 paginiCasting Material CE3MN SS2507dkaranthsÎncă nu există evaluări
- Test 2 Material SelectionDocument6 paginiTest 2 Material Selectionsilent spritsÎncă nu există evaluări
- Maraging SteelsDocument14 paginiMaraging SteelsJoseph JoelÎncă nu există evaluări
- Outokumpu Stainless For Mining BrochureDocument7 paginiOutokumpu Stainless For Mining BrochureRICARDO ANDRES MORGADO PIZARROÎncă nu există evaluări
- Swastik Profile - NEWDocument11 paginiSwastik Profile - NEWpandy1604Încă nu există evaluări
- Quality Steel Plate Suppliers To The WorldDocument7 paginiQuality Steel Plate Suppliers To The Worldrisbo12Încă nu există evaluări
- SAF Welding Cutting GuideDocument165 paginiSAF Welding Cutting GuideSelvem0% (1)
- 20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelDocument5 pagini20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelzhenyupanÎncă nu există evaluări
- Steel Rebar Industry ProfileDocument34 paginiSteel Rebar Industry Profileocean blueÎncă nu există evaluări
- SB Drill CollarDocument51 paginiSB Drill CollarJeff ZhangÎncă nu există evaluări
- Cold Rolled Steel StripDocument40 paginiCold Rolled Steel StripshelarsanjayÎncă nu există evaluări
- Specification Sheet: Alloy 310/310S/310H: (UNS S31000, S31008, S31009) W. Nr. 1.4845Document2 paginiSpecification Sheet: Alloy 310/310S/310H: (UNS S31000, S31008, S31009) W. Nr. 1.4845Manoj PaneriÎncă nu există evaluări
- Brochure Roll Bonded Clad Plates EDocument36 paginiBrochure Roll Bonded Clad Plates EAries MarteÎncă nu există evaluări
- Lanka Alluminium - Profile Catlogue - CD PDFDocument152 paginiLanka Alluminium - Profile Catlogue - CD PDFfixfixitÎncă nu există evaluări
- Offshore Plates SteelDocument3 paginiOffshore Plates SteelmarinaksmgmailcomÎncă nu există evaluări
- Razor Blade Steels 3332 Eng 021210 PDFDocument6 paginiRazor Blade Steels 3332 Eng 021210 PDFAnonymous t5TDwdÎncă nu există evaluări
- High Temperature Brazing AlloysDocument0 paginiHigh Temperature Brazing AlloysvkmsÎncă nu există evaluări
- Casting Material Stainless Steel CF8MDocument8 paginiCasting Material Stainless Steel CF8MNayr JTÎncă nu există evaluări
- Material Data Sheet: Casting Material: Stainless Steel CF8MDocument9 paginiMaterial Data Sheet: Casting Material: Stainless Steel CF8MakshayÎncă nu există evaluări
- Steel Rebar Industry ProfileDocument34 paginiSteel Rebar Industry ProfileOvidiu TomaÎncă nu există evaluări
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDe la EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkÎncă nu există evaluări
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicDe la EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicÎncă nu există evaluări
- The Silversmith's Handbook: Containing full instructions for the alloying and working of silverDe la EverandThe Silversmith's Handbook: Containing full instructions for the alloying and working of silverÎncă nu există evaluări
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingDe la EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingEvaluare: 1 din 5 stele1/5 (1)
- Understanding Porosity and Vacuum Impregnation EbookDocument11 paginiUnderstanding Porosity and Vacuum Impregnation EbookAnshuman RoyÎncă nu există evaluări
- Spring Wire Manufacturing PDFDocument49 paginiSpring Wire Manufacturing PDFAnshuman RoyÎncă nu există evaluări
- Spring Wire Manufacturing PDFDocument49 paginiSpring Wire Manufacturing PDFAnshuman RoyÎncă nu există evaluări
- Al Cooling Effect and Microstructure PDFDocument12 paginiAl Cooling Effect and Microstructure PDFAnshuman RoyÎncă nu există evaluări
- Case Depth Calculation PDFDocument8 paginiCase Depth Calculation PDFAnshuman RoyÎncă nu există evaluări
- Case Depth Calculation PDFDocument8 paginiCase Depth Calculation PDFAnshuman RoyÎncă nu există evaluări
- Contact Stress of GearDocument225 paginiContact Stress of GearAnshuman RoyÎncă nu există evaluări
- Rare Earth FutureDocument13 paginiRare Earth FutureAnshuman RoyÎncă nu există evaluări
- En Docol Welding Handbook v2 2018 WEBDocument56 paginiEn Docol Welding Handbook v2 2018 WEBAnshuman RoyÎncă nu există evaluări
- Optimizing Gear Performance by Alloy Modification of Carburized GearsDocument20 paginiOptimizing Gear Performance by Alloy Modification of Carburized GearsFathia AlkelaeÎncă nu există evaluări
- Pitting of Gear4 PDFDocument27 paginiPitting of Gear4 PDFAnshuman RoyÎncă nu există evaluări
- Optimizing Gear Performance by Alloy Modification of Carburized GearsDocument20 paginiOptimizing Gear Performance by Alloy Modification of Carburized GearsFathia AlkelaeÎncă nu există evaluări
- Case Depth Calculation PDFDocument8 paginiCase Depth Calculation PDFAnshuman RoyÎncă nu există evaluări
- Selecting Preformance GreaseDocument43 paginiSelecting Preformance GreaseShakti ShuklaÎncă nu există evaluări
- Pitting of Gear4 PDFDocument27 paginiPitting of Gear4 PDFAnshuman RoyÎncă nu există evaluări
- Handbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enDocument28 paginiHandbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enAnshuman RoyÎncă nu există evaluări
- High Temp 2618 AlloyDocument19 paginiHigh Temp 2618 AlloyAnshuman RoyÎncă nu există evaluări
- Al Alloys For BIWDocument10 paginiAl Alloys For BIWAnshuman RoyÎncă nu există evaluări
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument21 paginiWorld's Largest Science, Technology & Medicine Open Access Book PublisherAnshuman RoyÎncă nu există evaluări
- Thermal Behaviour and Optimization of Piston Coating Material (Al-Si) Used in Petrol EngineDocument7 paginiThermal Behaviour and Optimization of Piston Coating Material (Al-Si) Used in Petrol EngineAnshuman RoyÎncă nu există evaluări
- Handbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enDocument28 paginiHandbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enAnshuman RoyÎncă nu există evaluări
- Alternate Fuel 2Document25 paginiAlternate Fuel 2Anshuman RoyÎncă nu există evaluări
- Tms Vol2016 1991Document0 paginiTms Vol2016 1991Raman KumarÎncă nu există evaluări
- SEM FractographyDocument17 paginiSEM FractographyAnshuman Roy0% (1)
- GM Future Automotive Presentation PDFDocument42 paginiGM Future Automotive Presentation PDFAnshuman Roy100% (1)
- Analyze of The Possible Causes of Porosity Type Defects in Aluminum High Pressure Diecast PartsDocument4 paginiAnalyze of The Possible Causes of Porosity Type Defects in Aluminum High Pressure Diecast PartsdhileebanÎncă nu există evaluări
- Steel The BasicsDocument8 paginiSteel The BasicsAnshuman RoyÎncă nu există evaluări
- Dual Phase Steel FundamentalsDocument15 paginiDual Phase Steel FundamentalsAnshuman RoyÎncă nu există evaluări
- Manufacturing Process-Ii Mid Term PresentationDocument8 paginiManufacturing Process-Ii Mid Term Presentationshahzeb nadeemÎncă nu există evaluări
- GMP ProductsDocument16 paginiGMP ProductsGMP SolutionÎncă nu există evaluări
- What Weld Rod To UseDocument2 paginiWhat Weld Rod To Usesatgk0% (1)
- Answer The Following Questions (Choose 10 Only) (40 M)Document2 paginiAnswer The Following Questions (Choose 10 Only) (40 M)Hussein Al HabebÎncă nu există evaluări
- Lathe OperationsDocument7 paginiLathe OperationsAnand Balaji0% (1)
- Innotool Cat 2015Document336 paginiInnotool Cat 2015Info 5S Supply LtdÎncă nu există evaluări
- EI ServicesDocument2 paginiEI ServicesAnonymous P8Bt46mk5IÎncă nu există evaluări
- Welding of P91Document37 paginiWelding of P91nishant361100% (4)
- Bom2334682 001 00Document3 paginiBom2334682 001 00Souvik DeyÎncă nu există evaluări
- Hyundaiwia Lineup enDocument18 paginiHyundaiwia Lineup ensunhuynhÎncă nu există evaluări
- Sapa Friction Stir WeldingDocument6 paginiSapa Friction Stir WeldingvikramvasuÎncă nu există evaluări
- Practical Assessment Hegman Grind GaugeDocument2 paginiPractical Assessment Hegman Grind GaugeZak ZakuÎncă nu există evaluări
- APPENDIX B Filler Metal Comparison Chart ABS-AWS-OCRDocument3 paginiAPPENDIX B Filler Metal Comparison Chart ABS-AWS-OCRMohamed Ahmed MaherÎncă nu există evaluări
- Asme Sa264 PDFDocument11 paginiAsme Sa264 PDFtariqkhanÎncă nu există evaluări
- API 571 2nd 2011 Unlocked - 051Document1 paginăAPI 571 2nd 2011 Unlocked - 051nguyenÎncă nu există evaluări
- Welding Cast Iron PDFDocument15 paginiWelding Cast Iron PDFAmr Mohamed SolimanÎncă nu există evaluări
- Ficha Mainshaft Sandvik SAP 1462774Document1 paginăFicha Mainshaft Sandvik SAP 1462774Jorge VillalobosÎncă nu există evaluări
- 7SSUPP Ejector Venturi Scrubber Supplement BrochureDocument6 pagini7SSUPP Ejector Venturi Scrubber Supplement Brochurevictor japposanÎncă nu există evaluări
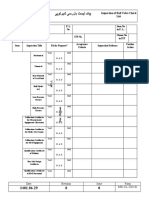
- Inspection of Ball Valve-Check ListDocument4 paginiInspection of Ball Valve-Check ListnavidÎncă nu există evaluări
- Galvanised Steel: From Ancient Alchemy To The Infrastructure of The FutureDocument5 paginiGalvanised Steel: From Ancient Alchemy To The Infrastructure of The FuturekhurshedlakhoÎncă nu există evaluări
- AZ-MSS-919-002 - Rev.0 (SA 516 GR.70 N+SPWHT)Document2 paginiAZ-MSS-919-002 - Rev.0 (SA 516 GR.70 N+SPWHT)omersheikh12Încă nu există evaluări
- Metric Structural Steel CatalogDocument22 paginiMetric Structural Steel CatalogNdomaduÎncă nu există evaluări
- Cork Products CATALOGDocument46 paginiCork Products CATALOGleaf856231Încă nu există evaluări
- Ucmp NotesDocument46 paginiUcmp NotesAnonymous fowICTKÎncă nu există evaluări
- Contern A SteelDocument2 paginiContern A Steelssmith2007Încă nu există evaluări
- B B B Berger Erger Erger Erger: Product SpecificationsDocument2 paginiB B B Berger Erger Erger Erger: Product SpecificationsSanjeev Reddy KasulaÎncă nu există evaluări
- Effects of Adding Pure or Scrap - American Galvanizers AssociationDocument2 paginiEffects of Adding Pure or Scrap - American Galvanizers AssociationNsidibe EtimÎncă nu există evaluări
- Havi Rae Form Hf001Document2 paginiHavi Rae Form Hf001mevansmetreelÎncă nu există evaluări
- PublicationDocument167 paginiPublicationavicohvacrÎncă nu există evaluări
- Gate Notes - Heat TreatmentDocument4 paginiGate Notes - Heat TreatmentStephanie Fleming100% (1)