S-ar putea să vă placă și
- Boost pressure up to 4 times with no-power air boosterDocument20 paginiBoost pressure up to 4 times with no-power air boosterCarlos Andres Rodriguez SolarteÎncă nu există evaluări
- HUL - IT - Challenges + Metrics + Timeline + InnovationDocument7 paginiHUL - IT - Challenges + Metrics + Timeline + InnovationSourav Kumar JenaÎncă nu există evaluări
- Best PneumaticsDocument16 paginiBest PneumaticsAshok DevarajÎncă nu există evaluări
- Autosim 200 enDocument8 paginiAutosim 200 enAquiles VergaraÎncă nu există evaluări
- Automatic Flight Control State Space ModelsDocument73 paginiAutomatic Flight Control State Space ModelsNumkang KangÎncă nu există evaluări
- Energy Saving by SMC PneumaticDocument293 paginiEnergy Saving by SMC Pneumaticromotion100% (3)
- TroubleshootingDocument20 paginiTroubleshootingbingÎncă nu există evaluări
- Festo PneumaticDocument36 paginiFesto PneumaticSwatantra MishraÎncă nu există evaluări
- Lecture Week2 2021 Cobot Basic ConceptsDocument33 paginiLecture Week2 2021 Cobot Basic ConceptsPaulo SantosÎncă nu există evaluări
- PN111 ElectropneumaticsDocument42 paginiPN111 ElectropneumaticsIchfan MurdaniÎncă nu există evaluări
- Fault Finding GuideDocument3 paginiFault Finding Guiderajesh_patil982002Încă nu există evaluări
- Magnetic Proximity SwitchDocument9 paginiMagnetic Proximity SwitchSagar ChachondiaÎncă nu există evaluări
- Introduction To Automation and Process Control - PLCDocument38 paginiIntroduction To Automation and Process Control - PLCrakeshlondonÎncă nu există evaluări
- Smart ManufacturingDocument7 paginiSmart ManufacturingSajidAliÎncă nu există evaluări
- SmartManufacturing JMS 2020 PreprintDocument40 paginiSmartManufacturing JMS 2020 Preprintnnamanianthony3Încă nu există evaluări
- Digitech MultimeterDocument7 paginiDigitech Multimeterpropaganda65Încă nu există evaluări
- 1 Introduction To PneumaticDocument25 pagini1 Introduction To PneumaticHuzai AzmanÎncă nu există evaluări
- Basic Pneumatic and Electro Pneumatics Working Principle - Free Ebooks DownloadDocument7 paginiBasic Pneumatic and Electro Pneumatics Working Principle - Free Ebooks Downloadmeckup1230% (2)
- MECHATRONICSDocument43 paginiMECHATRONICSjvsreejith67% (3)
- Leseprobe - en Proportional Hydraulic Advance Workbook SampleDocument50 paginiLeseprobe - en Proportional Hydraulic Advance Workbook SamplePhuoc Tho TuongÎncă nu există evaluări
- PLC ProjectDocument69 paginiPLC Projectsovon adhikaryÎncă nu există evaluări
- Basic Pneumatic AutomationDocument15 paginiBasic Pneumatic AutomationAngela Jenkins100% (1)
- Extra Exercise Pneumatics Sequence CircuitDocument1 paginăExtra Exercise Pneumatics Sequence CircuitJ.m.MoraÎncă nu există evaluări
- It 302 en PDFDocument297 paginiIt 302 en PDFNicholas MurondaÎncă nu există evaluări
- Robotic Sensors: Robot Actuators - Different TypesDocument4 paginiRobotic Sensors: Robot Actuators - Different Typesmohan_rapaka100% (1)
- Electro-Pneumatics Module 5 Teacher (Updated) 2Document36 paginiElectro-Pneumatics Module 5 Teacher (Updated) 2Mananquil JeromeÎncă nu există evaluări
- 2robot Applications Main8Document55 pagini2robot Applications Main8saikumarÎncă nu există evaluări
- PLC Automation ProjectsDocument3 paginiPLC Automation Projectswhanumant100% (1)
- PLC Based Inspection, Packaging and Storing of MaterialsDocument5 paginiPLC Based Inspection, Packaging and Storing of MaterialsAlauddin khanÎncă nu există evaluări
- Signalling Device SymbolDocument1 paginăSignalling Device Symbolnooruddinkhan1Încă nu există evaluări
- Chapter 11Document20 paginiChapter 11Pradeep DevÎncă nu există evaluări
- Industrial AutomationDocument2 paginiIndustrial Automationsarath kcÎncă nu există evaluări
- Ladder LogicDocument7 paginiLadder LogicCesar ChangÎncă nu există evaluări
- Programming Industrial Automation Laboratory Manual 2021-22Document60 paginiProgramming Industrial Automation Laboratory Manual 2021-22Insane PersonÎncă nu există evaluări
- Manual Cutler HammerDocument114 paginiManual Cutler HammerMarcelo Palacios SantanaÎncă nu există evaluări
- How Does A PID Controller Work - Structure & Tuning MethodsDocument12 paginiHow Does A PID Controller Work - Structure & Tuning Methodsmurugan1984Încă nu există evaluări
- Pneumatics ElectropneumaticsDocument44 paginiPneumatics ElectropneumaticswanÎncă nu există evaluări
- Dffa b10100 02 7600.pdDocument8 paginiDffa b10100 02 7600.pdTraian SerbanÎncă nu există evaluări
- 25905608-Design and Development of Three Arms Transmission Line Inspection RobotDocument4 pagini25905608-Design and Development of Three Arms Transmission Line Inspection RobotRashtra BhushanÎncă nu există evaluări
- Leseprobe PDFDocument32 paginiLeseprobe PDFTheresia Diah ArumÎncă nu există evaluări
- Automation Studio ProDocument24 paginiAutomation Studio PronelsonÎncă nu există evaluări
- Unit 1-MECHATRONICS, SENSORS AND TRANSDUCERSDocument55 paginiUnit 1-MECHATRONICS, SENSORS AND TRANSDUCERSRamanathanDurai100% (3)
- PNP NPN SensorsDocument9 paginiPNP NPN Sensorsraj kharatÎncă nu există evaluări
- Aa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanDocument8 paginiAa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanplacintaruÎncă nu există evaluări
- MpsDocument8 paginiMpsVictor AlÎncă nu există evaluări
- Servo Motor and Servo MechanismDocument11 paginiServo Motor and Servo MechanismkloirywbdÎncă nu există evaluări
- Ciros Studio Manual 1Document154 paginiCiros Studio Manual 1Samuel Sanchez100% (1)
- KEC International LTD.: Report of Industrial Training ProgramDocument20 paginiKEC International LTD.: Report of Industrial Training ProgramRahul HiwaleÎncă nu există evaluări
- Festo Solenoid Valve model MFH โซลินอยด์วาล์วเฟสโต้Document66 paginiFesto Solenoid Valve model MFH โซลินอยด์วาล์วเฟสโต้Parinpa Ketar100% (1)
- CKD-Components For Industrial AutomationDocument112 paginiCKD-Components For Industrial AutomationJohansen ChandraÎncă nu există evaluări
- Reaping the Benefits of Industry 4.0 Through Skills Development in Viet NamDe la EverandReaping the Benefits of Industry 4.0 Through Skills Development in Viet NamÎncă nu există evaluări
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsDe la EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsÎncă nu există evaluări
- Microelectronic Systems 1 Checkbook: The Checkbook SeriesDe la EverandMicroelectronic Systems 1 Checkbook: The Checkbook SeriesÎncă nu există evaluări
- Fluid Automation - Example of Exam - 9Document1 paginăFluid Automation - Example of Exam - 9Daniel Andres Montoya EspinosaÎncă nu există evaluări
- ME 434 Basic Hydraulic and Pneumatic Systems QuizDocument36 paginiME 434 Basic Hydraulic and Pneumatic Systems Quizsalem bahsanÎncă nu există evaluări
- Hydraulic 2Document15 paginiHydraulic 2Lonardo WajihÎncă nu există evaluări
- Pneumatic Sequential Circuits Lab ReportDocument7 paginiPneumatic Sequential Circuits Lab ReportGenna NgÎncă nu există evaluări
- RLL Design for Sequencing SystemsDocument20 paginiRLL Design for Sequencing SystemsDivya AhujaÎncă nu există evaluări
- Noise FigureDocument4 paginiNoise FigureYzza Veah EsquivelÎncă nu există evaluări
- English Reviewer (Reading Comprehension, Vocabulary)Document6 paginiEnglish Reviewer (Reading Comprehension, Vocabulary)Yzza Veah Esquivel92% (36)
- Civil Service Exam ReviewerDocument103 paginiCivil Service Exam ReviewerPatrick Hel O. Laurito78% (18)
- MSA Civil Service Reviewer PDFDocument79 paginiMSA Civil Service Reviewer PDFAhMy Endaya82% (77)
- COMMUNICATIONDocument6 paginiCOMMUNICATIONYzza Veah EsquivelÎncă nu există evaluări
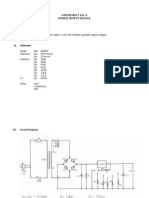
- Experiment No. 6 - Power Supply DesignDocument7 paginiExperiment No. 6 - Power Supply DesignYzza Veah EsquivelÎncă nu există evaluări
- Noise and CommunicationDocument5 paginiNoise and CommunicationYzza Veah EsquivelÎncă nu există evaluări
- Philippine Constitution - Civil Service Exam ReviewerDocument41 paginiPhilippine Constitution - Civil Service Exam ReviewerYzza Veah Esquivel50% (2)
- Superposition TheoremDocument4 paginiSuperposition TheoremYzza Veah EsquivelÎncă nu există evaluări
- RA 6713 - Code of Conduct and Ethical Standard For Public Officials and EmployeesDocument12 paginiRA 6713 - Code of Conduct and Ethical Standard For Public Officials and EmployeesCrislene Cruz83% (12)
- Modulation (Am/fm)Document15 paginiModulation (Am/fm)Yzza Veah Esquivel94% (17)
- Sine Wave 2Document2 paginiSine Wave 2Yzza Veah EsquivelÎncă nu există evaluări
- Nodal AnalysisDocument2 paginiNodal AnalysisYzza Veah EsquivelÎncă nu există evaluări
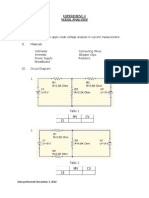
- Experiment No.4 Nodal AnalysisDocument2 paginiExperiment No.4 Nodal AnalysisYzza Veah EsquivelÎncă nu există evaluări
- Branch Current Method2Document2 paginiBranch Current Method2Yzza Veah Esquivel0% (1)
- Thevenin's TheoremDocument5 paginiThevenin's TheoremYzza Veah Esquivel100% (2)
- Branch Current Method 1Document2 paginiBranch Current Method 1Yzza Veah Esquivel0% (1)
- Experiment No.3 Mesh Analysis and Branch Current MethodDocument3 paginiExperiment No.3 Mesh Analysis and Branch Current MethodYzza Veah EsquivelÎncă nu există evaluări
- Experiment No.1 Series-Parallel Resistive CircuitsDocument4 paginiExperiment No.1 Series-Parallel Resistive CircuitsYzza Veah EsquivelÎncă nu există evaluări
- Sine Wave 3Document5 paginiSine Wave 3Yzza Veah EsquivelÎncă nu există evaluări
- Sine Wave 1Document2 paginiSine Wave 1Yzza Veah EsquivelÎncă nu există evaluări
- Polyphase SystemDocument2 paginiPolyphase SystemYzza Veah EsquivelÎncă nu există evaluări
- R-C Parallel CircuitsDocument5 paginiR-C Parallel CircuitsYzza Veah EsquivelÎncă nu există evaluări
- Series-Parallel RC CircuitDocument29 paginiSeries-Parallel RC CircuitYzza Veah Esquivel80% (5)
- Phasor AlgebraDocument5 paginiPhasor AlgebraYzza Veah Esquivel100% (1)
- Experiment No. 4 - The RC-RL Lead-Lag NetworksDocument4 paginiExperiment No. 4 - The RC-RL Lead-Lag NetworksYzza Veah EsquivelÎncă nu există evaluări
- Power in RC and RL CircuitsDocument4 paginiPower in RC and RL CircuitsYzza Veah Esquivel100% (1)
- Experiment No. 2 - Ac Voltage MeasurementsDocument3 paginiExperiment No. 2 - Ac Voltage MeasurementsYzza Veah EsquivelÎncă nu există evaluări
- Book 4: Alternating Current Electric CircuitDocument566 paginiBook 4: Alternating Current Electric CircuitMAT JIBRUD100% (3)
- Schematic Hxhd200a8 - PipDocument1 paginăSchematic Hxhd200a8 - PipPaulKajzerÎncă nu există evaluări
- Necta Wittenborg Brio-250 PDFDocument27 paginiNecta Wittenborg Brio-250 PDFBogicevic DejanÎncă nu există evaluări
- Johnson 6HP 1965-68Document8 paginiJohnson 6HP 1965-68Brtnik1100% (1)
- PneumaticACtuator Masoneilan - Linear Setpoint PDFDocument63 paginiPneumaticACtuator Masoneilan - Linear Setpoint PDFAnonymous e7DNMZ100% (1)
- Alfa Laval Purifier S-Separator Alcap TechDocument2 paginiAlfa Laval Purifier S-Separator Alcap Techmy printÎncă nu există evaluări
- ELRV 450 - 10 - 10 - 01eDocument51 paginiELRV 450 - 10 - 10 - 01eabaelwalid01Încă nu există evaluări
- BE Spec Frick RWF II PDFDocument68 paginiBE Spec Frick RWF II PDFHenrry Ling100% (2)
- Spec Labgard Nu 565 Series 1 Class II Type b2 Biosafety CabinetDocument4 paginiSpec Labgard Nu 565 Series 1 Class II Type b2 Biosafety CabinetRajeesh P RaviÎncă nu există evaluări
- Method Statement For Installation, TESTING, COMISNNING of F.FDocument16 paginiMethod Statement For Installation, TESTING, COMISNNING of F.FdemdiinÎncă nu există evaluări
- Steering Control Valve (HMU Steering) 962HDocument13 paginiSteering Control Valve (HMU Steering) 962HAngelito MuñozÎncă nu există evaluări
- Bill of QuantityDocument11 paginiBill of Quantitymehmet akildizÎncă nu există evaluări
- 06 Vol III C Mechanical Works SpecificationDocument54 pagini06 Vol III C Mechanical Works SpecificationDhaval ParmarÎncă nu există evaluări
- Standards and Approvals for Industrial ValvesDocument3 paginiStandards and Approvals for Industrial Valvesmilton1987100% (1)
- Use & Care Manual: Commercial Gas Water HeaterDocument28 paginiUse & Care Manual: Commercial Gas Water HeaterjuanÎncă nu există evaluări
- Marine Brochure PDFDocument4 paginiMarine Brochure PDFJayanth GopalkrishnaÎncă nu există evaluări
- Saep 318Document28 paginiSaep 318brecht1980Încă nu există evaluări
- Davys Linch - Fill Up ToolDocument2 paginiDavys Linch - Fill Up Toolcasda73Încă nu există evaluări
- Ima ActuatorDocument24 paginiIma Actuatorprathamesh.gangal999Încă nu există evaluări
- Company Profile-3Document16 paginiCompany Profile-3syed khalilÎncă nu există evaluări
- 2-PX NPCU Manifold Data Sheet 20150318Document2 pagini2-PX NPCU Manifold Data Sheet 20150318Joel FloresÎncă nu există evaluări
- Product Loading - Marine Loading ArmDocument9 paginiProduct Loading - Marine Loading Arminvilink87Încă nu există evaluări
- Hydraulikanlage Schmidt Mit PS 5 Ausgabe 18 - ENDocument81 paginiHydraulikanlage Schmidt Mit PS 5 Ausgabe 18 - ENpricopdaniel100% (1)
- Pneumatic ActuatorDocument2 paginiPneumatic Actuatorgsper73Încă nu există evaluări
- 02 03 Design For Commisioning and Cleaning PDFDocument19 pagini02 03 Design For Commisioning and Cleaning PDFwylie010% (1)
- A VK PR 2009 0139 GB MPower Geko UK Version DF 2009-10-150dpiDocument54 paginiA VK PR 2009 0139 GB MPower Geko UK Version DF 2009-10-150dpiVlad BalanÎncă nu există evaluări
- Fuel SystemDocument16 paginiFuel SystemGovea HeduÎncă nu există evaluări
- Approved Subcontractors List 2016Document22 paginiApproved Subcontractors List 2016Irshim GNÎncă nu există evaluări
- 09 - IGV System PDFDocument4 pagini09 - IGV System PDFDario100% (1)
- Dry - Wet Riser SystemDocument4 paginiDry - Wet Riser SystemXinbby BeexinÎncă nu există evaluări
- Portafolio Válvulas InduretrosDocument20 paginiPortafolio Válvulas InduretrosINDURETROS BCÎncă nu există evaluări