S-ar putea să vă placă și
- Chemical Engg Basic IndiabixDocument123 paginiChemical Engg Basic IndiabixRishikesh Awale100% (3)
- Hemp As Construction MaterialDocument37 paginiHemp As Construction MaterialAlex Imreh100% (5)
- W 4 Technology Conclave IIDocument10 paginiW 4 Technology Conclave IINarasimha DvlÎncă nu există evaluări
- Fracture Behavior of Heat-A Ected Zone in Low Alloy SteelsDocument8 paginiFracture Behavior of Heat-A Ected Zone in Low Alloy SteelskasoseiÎncă nu există evaluări
- Experimental and Analytical Study of Cold Formed Steel SectionsDocument44 paginiExperimental and Analytical Study of Cold Formed Steel SectionsAmit SonavaneÎncă nu există evaluări
- Macrocell and Microcell Corrosion of Steel in Ordinary Portland Cement and High Performance ConcretesDocument5 paginiMacrocell and Microcell Corrosion of Steel in Ordinary Portland Cement and High Performance ConcretesEjazulhaq RahimiÎncă nu există evaluări
- Engineering Fracture Mechanics: W. Bleck, W. Dahl, A. Nonn, L. Amlung, M. Feldmann, D. Schäfer, B. EichlerDocument17 paginiEngineering Fracture Mechanics: W. Bleck, W. Dahl, A. Nonn, L. Amlung, M. Feldmann, D. Schäfer, B. EichlerShubhom PaulÎncă nu există evaluări
- Thesis On Steel Fibre Reinforced ConcreteDocument8 paginiThesis On Steel Fibre Reinforced Concretedenisemillerdesmoines100% (2)
- P.J.bourne-Webb, Et.l - (2006) - Elastic Plastic Flexure of Embedded Retaining WallsDocument8 paginiP.J.bourne-Webb, Et.l - (2006) - Elastic Plastic Flexure of Embedded Retaining WallsAnonymous PibYPghÎncă nu există evaluări
- Outokumpu Corrosion Management News Acom 1and2 Edition 2002Document24 paginiOutokumpu Corrosion Management News Acom 1and2 Edition 2002turboconchÎncă nu există evaluări
- Analysis of Wear Behaviour of Dual-2165Document6 paginiAnalysis of Wear Behaviour of Dual-2165Santiago Bonilla RiveraÎncă nu există evaluări
- Pullout Resistance of Roofing Fasteners Using Different MethodDocument19 paginiPullout Resistance of Roofing Fasteners Using Different MethodRocky XINÎncă nu există evaluări
- Fiber Reinforcement ThesisDocument5 paginiFiber Reinforcement Thesisbeckiroymanchester100% (2)
- Ductile Iron Research PapersDocument8 paginiDuctile Iron Research Papersxkcwaaqlg100% (1)
- Chloride-Induced Steel Corrosion in Concrete: Part 2 - Gravimetric and Electrochemical ComparisonsDocument9 paginiChloride-Induced Steel Corrosion in Concrete: Part 2 - Gravimetric and Electrochemical ComparisonsMatthew SmithÎncă nu există evaluări
- Abaqus AnalysisDocument12 paginiAbaqus AnalysisMohan BhalmeÎncă nu există evaluări
- Aeletters 2022 7 3 5Document7 paginiAeletters 2022 7 3 5miskoscribd2Încă nu există evaluări
- Strength and Ductility Characteristics of Reinforcing Steel Bars Milled From Scrap MetalsDocument9 paginiStrength and Ductility Characteristics of Reinforcing Steel Bars Milled From Scrap MetalsprahladvattikutiÎncă nu există evaluări
- Effect of Segregation Bands On Corrosion of Steel Plate For Ship Hull PDFDocument6 paginiEffect of Segregation Bands On Corrosion of Steel Plate For Ship Hull PDFMuchamadAsyhariÎncă nu există evaluări
- Thesis Pp1 40Document40 paginiThesis Pp1 4016562306Încă nu există evaluări
- Corrosion Science: Mohammad M. Kashani, Adam J. Crewe, Nicholas A. AlexanderDocument14 paginiCorrosion Science: Mohammad M. Kashani, Adam J. Crewe, Nicholas A. AlexanderOdlinÎncă nu există evaluări
- Protecting Prestressing Strand in Transportation Structures and Improving Strand-Concrete BondingDocument13 paginiProtecting Prestressing Strand in Transportation Structures and Improving Strand-Concrete BondingKyle BuschÎncă nu există evaluări
- 2017 - FC2015 - Effect of The Loading Rate On Fibre Reinforced Concrete BeamsDocument7 pagini2017 - FC2015 - Effect of The Loading Rate On Fibre Reinforced Concrete BeamsJuhász KPÎncă nu există evaluări
- Deformation Analysis of ZnMgAl Coated Steel SheetDocument8 paginiDeformation Analysis of ZnMgAl Coated Steel Sheetrahul.meenaÎncă nu există evaluări
- Grinding s13296-018-0059-1Document8 paginiGrinding s13296-018-0059-1Md MehtabÎncă nu există evaluări
- Twi PWHT PDFDocument10 paginiTwi PWHT PDFvtbkÎncă nu există evaluări
- Contreras Cruz-Traduccion InglesDocument11 paginiContreras Cruz-Traduccion InglesL Pauliño Contreras CruzÎncă nu există evaluări
- MetalurgiaDocument5 paginiMetalurgiaViviana Contreras CzÎncă nu există evaluări
- Full Text 01Document33 paginiFull Text 01Zoric Bobby100% (1)
- Abrasive Wear Resistance of The Iron - and WC-based Hardfaced Coatings Evaluated With Scratch Test MethodDocument5 paginiAbrasive Wear Resistance of The Iron - and WC-based Hardfaced Coatings Evaluated With Scratch Test MethodavenclÎncă nu există evaluări
- Ghana SteelDocument9 paginiGhana SteelpapapetroÎncă nu există evaluări
- Materials 13 00910 v2Document15 paginiMaterials 13 00910 v2kathiravan iÎncă nu există evaluări
- Literature Review of Steel FiberDocument4 paginiLiterature Review of Steel Fiberaflspbnyu100% (1)
- An Economic Proposal in The Design of The One Storey - Level Steel StructureDocument6 paginiAn Economic Proposal in The Design of The One Storey - Level Steel StructureKy Visoth SambathÎncă nu există evaluări
- The Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsDocument7 paginiThe Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsBONFRINGÎncă nu există evaluări
- Development of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsDocument23 paginiDevelopment of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsfarahÎncă nu există evaluări
- Steel FiberDocument224 paginiSteel FiberAttila KovácsÎncă nu există evaluări
- 2018 - FRC - Influence of Test Methodology On The Applicability of Test Results of Fibre Reinforced Concrete For DesignDocument10 pagini2018 - FRC - Influence of Test Methodology On The Applicability of Test Results of Fibre Reinforced Concrete For DesignJuhász KPÎncă nu există evaluări
- 10 5923 J Jmea 20150501 05Document10 pagini10 5923 J Jmea 20150501 05wajdiÎncă nu există evaluări
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Document14 paginiBolted Conn. With Hot-Dip Galv. Steel Memb.PaulÎncă nu există evaluări
- Response of Ferrocement Confinement On Behavior of Square RC Short ColumnDocument10 paginiResponse of Ferrocement Confinement On Behavior of Square RC Short ColumnPANKAJ TAMBAKHEÎncă nu există evaluări
- Characterization and Wear Behavior of Modified Silicon NitrideDocument7 paginiCharacterization and Wear Behavior of Modified Silicon Nitriderahil7860Încă nu există evaluări
- Metals 12 01309Document19 paginiMetals 12 01309vladcccÎncă nu există evaluări
- Fang, Lundgren, Chen, Zhu-Corrosion Influence On Bond in Reinforced ConcreteDocument9 paginiFang, Lundgren, Chen, Zhu-Corrosion Influence On Bond in Reinforced ConcretepinarinciÎncă nu există evaluări
- Fracture ControlDocument11 paginiFracture ControlAdam ThomsonÎncă nu există evaluări
- Caustic Stress Corrosion Cracking of Carbon Steels: 'Continuous IiDocument41 paginiCaustic Stress Corrosion Cracking of Carbon Steels: 'Continuous IiJerish JosephÎncă nu există evaluări
- Steel Foam Material Processing, Properties, and Potential Structural ApplicationsDocument7 paginiSteel Foam Material Processing, Properties, and Potential Structural ApplicationsbluecreteÎncă nu există evaluări
- Latvia CivilEngineering2013Vol4PartI 53-59Document7 paginiLatvia CivilEngineering2013Vol4PartI 53-59boim1234Încă nu există evaluări
- A Study On Properties of Concrete With The Use of Jute FiberDocument22 paginiA Study On Properties of Concrete With The Use of Jute Fibergaur_shashikant4432Încă nu există evaluări
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 paginiImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanÎncă nu există evaluări
- 36 2387 1342015 Ijcs A PDFDocument13 pagini36 2387 1342015 Ijcs A PDFAsr FlowerÎncă nu există evaluări
- Friction Stir Welding of Structural Steel S235 and S355Document7 paginiFriction Stir Welding of Structural Steel S235 and S355Ramona SzaboÎncă nu există evaluări
- Behaviour and Strength of Composite Slabs With Ribbed DeckingDocument19 paginiBehaviour and Strength of Composite Slabs With Ribbed DeckingRoberval PimentaÎncă nu există evaluări
- Testing and Design of Buckling Restrained Braces F TrembleyDocument16 paginiTesting and Design of Buckling Restrained Braces F Trembleygopa dasÎncă nu există evaluări
- Mechanical Descaling of Wire Rod Using Reverse Bending and BrushingDocument10 paginiMechanical Descaling of Wire Rod Using Reverse Bending and BrushingTịch MịchÎncă nu există evaluări
- Experimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameDocument11 paginiExperimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameIJRASETPublicationsÎncă nu există evaluări
- Detailed Fea of Locally Thinned Pipe Bends: Usama Abdelsalam & DK VijayDocument9 paginiDetailed Fea of Locally Thinned Pipe Bends: Usama Abdelsalam & DK VijayAnonymous 1hOgJqwZuzÎncă nu există evaluări
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDocument8 paginiMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanÎncă nu există evaluări
- Mechanical Behavior of Reinforcement Stirrups BST 500 at Corrosive EnvironmentDocument6 paginiMechanical Behavior of Reinforcement Stirrups BST 500 at Corrosive Environmentboctraian55Încă nu există evaluări
- Ductile Iron NodularityDocument34 paginiDuctile Iron NodularitykarthikkandaÎncă nu există evaluări
- Stellite-6 Surface Layers Reinforced With Hard andDocument7 paginiStellite-6 Surface Layers Reinforced With Hard andlazaroccsÎncă nu există evaluări
- Brittle Fracture in Steel StructuresDe la EverandBrittle Fracture in Steel StructuresG.M. BoydÎncă nu există evaluări
- Tool Path Optimization Procedures For Machine ToolsDocument11 paginiTool Path Optimization Procedures For Machine ToolsManolo GipielaÎncă nu există evaluări
- Punchless Punching of Thin Sheet Metal by Ultrahigh Pressure Gas For Circular HoleDocument10 paginiPunchless Punching of Thin Sheet Metal by Ultrahigh Pressure Gas For Circular HoleManolo GipielaÎncă nu există evaluări
- Sheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesDocument23 paginiSheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesManolo GipielaÎncă nu există evaluări
- Research ArticleDocument11 paginiResearch ArticleManolo GipielaÎncă nu există evaluări
- Manuscript - Interessante - Referenciar - ImpressoDocument33 paginiManuscript - Interessante - Referenciar - ImpressoManolo GipielaÎncă nu există evaluări
- The Study On The Fatigue FEM Analysis Considering The Effect of StampingDocument7 paginiThe Study On The Fatigue FEM Analysis Considering The Effect of StampingManolo GipielaÎncă nu există evaluări
- The Use of 3D Element On The Evaluation of The Strain State in An Incremental Sheet FormingDocument10 paginiThe Use of 3D Element On The Evaluation of The Strain State in An Incremental Sheet FormingManolo GipielaÎncă nu există evaluări
- Machining Overview & Basics of Chip Formation MechanicsDocument10 paginiMachining Overview & Basics of Chip Formation MechanicsManolo GipielaÎncă nu există evaluări
- A Three-Dimensional Description of Shape Memory Alloy Thermomechanical BehaviorDocument10 paginiA Three-Dimensional Description of Shape Memory Alloy Thermomechanical BehaviorManolo GipielaÎncă nu există evaluări
- Deep Drawing of 304 L Steel Sheet Using Vegetable Oils As Forming LubricantsDocument6 paginiDeep Drawing of 304 L Steel Sheet Using Vegetable Oils As Forming LubricantsManolo GipielaÎncă nu există evaluări
- Manuscript - Interessante - Referenciar - ImpressoDocument33 paginiManuscript - Interessante - Referenciar - ImpressoManolo GipielaÎncă nu există evaluări
- 311 - Bibliografia Outras FontesDocument4 pagini311 - Bibliografia Outras FontesJean FerreiraÎncă nu există evaluări
- Study On Various Losses in Processes & To Reduce The Wastage-Case Study of Steelco Gujarat LTDDocument6 paginiStudy On Various Losses in Processes & To Reduce The Wastage-Case Study of Steelco Gujarat LTDManolo GipielaÎncă nu există evaluări
- Study On Various Losses in Processes & To Reduce The Wastage-Case Study of Steelco Gujarat LTDDocument6 paginiStudy On Various Losses in Processes & To Reduce The Wastage-Case Study of Steelco Gujarat LTDManolo GipielaÎncă nu există evaluări
- Fulltext - Example IIIDocument8 paginiFulltext - Example IIIManolo GipielaÎncă nu există evaluări
- An Evaluation For Fundamentals of Die Casting Materials Selection and DesignDocument11 paginiAn Evaluation For Fundamentals of Die Casting Materials Selection and DesignManolo GipielaÎncă nu există evaluări
- EdgeCAM Tutorial FresamentoDocument39 paginiEdgeCAM Tutorial FresamentoManolo GipielaÎncă nu există evaluări
- An Experimental Study of The Recrystallization Mechanism During Hot Deformation of AluminiumDocument15 paginiAn Experimental Study of The Recrystallization Mechanism During Hot Deformation of AluminiumManolo GipielaÎncă nu există evaluări
- Hole Expansion Test F BarlatDocument9 paginiHole Expansion Test F BarlatManolo GipielaÎncă nu există evaluări
- Asmc2013 Installguide enDocument10 paginiAsmc2013 Installguide enManolo GipielaÎncă nu există evaluări
- Fulltext Exemple IDocument4 paginiFulltext Exemple IManolo GipielaÎncă nu există evaluări
- Need Major and Minor DimensionDocument1 paginăNeed Major and Minor DimensionManolo GipielaÎncă nu există evaluări
- Paper No 10-Influence of Blank Holding Force On The Forming Limits of DP590 SteelDocument6 paginiPaper No 10-Influence of Blank Holding Force On The Forming Limits of DP590 SteelManolo GipielaÎncă nu există evaluări
- Adjustment of CNC Machine Tool Controller Setting Values by An Experimental MethodDocument21 paginiAdjustment of CNC Machine Tool Controller Setting Values by An Experimental MethodManolo GipielaÎncă nu există evaluări
- Bazam Company ProfileDocument30 paginiBazam Company ProfileIbrahimrashid Billow HusseinÎncă nu există evaluări
- Fire Warden Monthly ChecklistDocument3 paginiFire Warden Monthly ChecklistTichaona KwazvichasvikaÎncă nu există evaluări
- Detection of Power Grid Synchronization Failure On Sensing Frequency and Voltage Beyond Acceptable RangeDocument6 paginiDetection of Power Grid Synchronization Failure On Sensing Frequency and Voltage Beyond Acceptable RangeHari PrasadÎncă nu există evaluări
- Training ReportDocument21 paginiTraining ReportPiyush Khandait0% (1)
- Gfa-2151 Excitation 12pg Brochure-LrDocument12 paginiGfa-2151 Excitation 12pg Brochure-Lrsujan723Încă nu există evaluări
- Whitepaper: Accelerated Lifetime-Test For Metallized Film CapacitorsDocument24 paginiWhitepaper: Accelerated Lifetime-Test For Metallized Film CapacitorsccuevasarenasÎncă nu există evaluări
- Water: Basics in Food Chemistry WaterDocument16 paginiWater: Basics in Food Chemistry WaterRahul Paul AbrahamÎncă nu există evaluări
- Issue 3 Battery Talk Exploding BatteriesDocument2 paginiIssue 3 Battery Talk Exploding BatterieseigersumarlyÎncă nu există evaluări
- Quadri PDFDocument44 paginiQuadri PDFYanuar WidyarsaÎncă nu există evaluări
- ChemiTek SOLARWASHPROTECT DATASHEETDocument2 paginiChemiTek SOLARWASHPROTECT DATASHEETPhani ArvapalliÎncă nu există evaluări
- Conclusion & ReferencesDocument4 paginiConclusion & ReferencesAlejandro GilÎncă nu există evaluări
- Chapter 2 ElectricityDocument31 paginiChapter 2 ElectricityArshad MalikÎncă nu există evaluări
- Purple Line Traction Power Study Report-Rev4Document38 paginiPurple Line Traction Power Study Report-Rev4曾乙申100% (3)
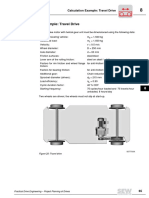
- Travel Drive ExampleDocument10 paginiTravel Drive Examplep-nicoÎncă nu există evaluări
- of Gatorade..Document29 paginiof Gatorade..Jay ThakkarÎncă nu există evaluări
- Introduction To Marine MachineriesDocument13 paginiIntroduction To Marine MachineriessrcattozziÎncă nu există evaluări
- Calculation of Cold Store Refrigeration LoadDocument3 paginiCalculation of Cold Store Refrigeration LoadChamara Chinthaka RanasingheÎncă nu există evaluări
- Energy PacDocument6 paginiEnergy PacMohammad AnasÎncă nu există evaluări
- CH 1Document6 paginiCH 1Dineshsingh ThakurÎncă nu există evaluări
- Datasheet Differential Pressure Sensor SDP1108 SDP2108Document7 paginiDatasheet Differential Pressure Sensor SDP1108 SDP2108jaijadduÎncă nu există evaluări
- 16 Welding2Document42 pagini16 Welding2Ali HajirassoulihaÎncă nu există evaluări
- EPIV ValvesDocument2 paginiEPIV ValvesstomakosÎncă nu există evaluări
- TLP 2355Document16 paginiTLP 2355teomondoÎncă nu există evaluări
- Selector Guide-No Price HysterDocument54 paginiSelector Guide-No Price Hysterrikrdo827296Încă nu există evaluări
- Looksfam EngineersDocument70 paginiLooksfam EngineersJohn PingkianÎncă nu există evaluări
- Lab Manual of RE. EngineeringDocument35 paginiLab Manual of RE. EngineeringRaza SikandarÎncă nu există evaluări
- ABB - OPR Lightning - p31-p31Document1 paginăABB - OPR Lightning - p31-p31Indra WanÎncă nu există evaluări