S-ar putea să vă placă și
- SUMITOMO LINE PIPE MANUFACTURING GUIDEDocument46 paginiSUMITOMO LINE PIPE MANUFACTURING GUIDEMaqsoodAnwarÎncă nu există evaluări
- Everything You Need to Know About Small Bore Piping SystemsDocument69 paginiEverything You Need to Know About Small Bore Piping SystemsbashirÎncă nu există evaluări
- Brochure Roll Bonded Clad Plates EDocument36 paginiBrochure Roll Bonded Clad Plates EAries MarteÎncă nu există evaluări
- The Critical Path of and Oil and Gas ProjectDocument3 paginiThe Critical Path of and Oil and Gas ProjectHervéÎncă nu există evaluări
- Alloy Valves PDFDocument4 paginiAlloy Valves PDFYamil Diaz SantosÎncă nu există evaluări
- A182a182m PDFDocument17 paginiA182a182m PDFIng. Adolfo GarciaÎncă nu există evaluări
- KSR 1003 H e Side Mounted Magnetic Float SwitchesDocument20 paginiKSR 1003 H e Side Mounted Magnetic Float SwitchesRoshan ShanmughanÎncă nu există evaluări
- 2017 03436 01 002 - Bom 320Document8 pagini2017 03436 01 002 - Bom 320sundyaÎncă nu există evaluări
- Zuudee BYD Titanium Subsea PipelineDocument51 paginiZuudee BYD Titanium Subsea PipelineZhu Daniel100% (1)
- Allied Piping Catalouge 2018Document8 paginiAllied Piping Catalouge 2018ArshadÎncă nu există evaluări
- Study of Welding and Cathodic Protection of Gas PipelineDocument93 paginiStudy of Welding and Cathodic Protection of Gas PipelineCamilo Andres JamaicaÎncă nu există evaluări
- Products Presentation MajorDocument47 paginiProducts Presentation MajorJuanita AndrewsÎncă nu există evaluări
- 01-SAMMS-046 Stainless PipeDocument11 pagini01-SAMMS-046 Stainless PipesureshÎncă nu există evaluări
- CPDocument55 paginiCParianaseri100% (2)
- Corrosion in Steel Pipes by Imtiaz Rastgar PDFDocument2 paginiCorrosion in Steel Pipes by Imtiaz Rastgar PDFeragornÎncă nu există evaluări
- Hyufldri Steel: "I Mill Test Certificate .YDocument1 paginăHyufldri Steel: "I Mill Test Certificate .YGurumoorthy RajavijayanÎncă nu există evaluări
- Ch13 Materials ApplicationsDocument63 paginiCh13 Materials ApplicationsThefairman UnkownÎncă nu există evaluări
- Material GradesDocument2 paginiMaterial GradesDvs RameshÎncă nu există evaluări
- Essar Pipes: India's Largest Pipe ManufacturerDocument7 paginiEssar Pipes: India's Largest Pipe ManufacturerBhavani PrasadÎncă nu există evaluări
- Technical Catalogue (Imperial) HSC Casing PDFDocument100 paginiTechnical Catalogue (Imperial) HSC Casing PDFsouthernorÎncă nu există evaluări
- Article On Temper Bead WeldingDocument54 paginiArticle On Temper Bead WeldingidontlikeebooksÎncă nu există evaluări
- Spectacle Blind FlangeDocument3 paginiSpectacle Blind Flangemaniastur365Încă nu există evaluări
- Casing Design Overview GuideDocument33 paginiCasing Design Overview GuideGhebache OtakuÎncă nu există evaluări
- Technitube CatalogeDocument343 paginiTechnitube Catalogefcoac50% (2)
- Grades and welding processes of seamless and welded pipes as per IS 3589Document17 paginiGrades and welding processes of seamless and welded pipes as per IS 3589Anonymous gr5Pr9AVÎncă nu există evaluări
- GLT Id Valves CatalogDocument80 paginiGLT Id Valves Catalogdjoko witjaksonoÎncă nu există evaluări
- 00 BPCL 41purchase RequisitionDocument704 pagini00 BPCL 41purchase RequisitionDymac IndiaÎncă nu există evaluări
- Corrosion Process and Effects: Reliance Gas Transportation Infrastructure LTDDocument15 paginiCorrosion Process and Effects: Reliance Gas Transportation Infrastructure LTDRamesh mudunuriÎncă nu există evaluări
- Module 1 - Basics of Bioprocess Technology: ValvesDocument5 paginiModule 1 - Basics of Bioprocess Technology: ValvesnavneetÎncă nu există evaluări
- Action Learning Project: Establish Productive Welding Process For Inconel 625 Clad Pipe Girth WeldsDocument6 paginiAction Learning Project: Establish Productive Welding Process For Inconel 625 Clad Pipe Girth WeldsGaurav KhamkarÎncă nu există evaluări
- Rotary PipeCLADDocument7 paginiRotary PipeCLADsafari7Încă nu există evaluări
- Acorn Catalogue-FastenerDocument15 paginiAcorn Catalogue-FastenerMani Maran0% (1)
- Close Interval Potential Survey: Orrosion Echnology ErvicesDocument4 paginiClose Interval Potential Survey: Orrosion Echnology ErvicesAndika ChemEng100% (1)
- Seamless Casing and Tubing Nipponsteel Ver PDFDocument18 paginiSeamless Casing and Tubing Nipponsteel Ver PDFMehdi SoltaniÎncă nu există evaluări
- Casing & Tubing Steel Grades for All WellsDocument1 paginăCasing & Tubing Steel Grades for All WellsJohnSmithÎncă nu există evaluări
- Steel Pipes Tubes Eng PDFDocument21 paginiSteel Pipes Tubes Eng PDFsintaprisilliaÎncă nu există evaluări
- API Valve Standards Defined and ExplainedDocument2 paginiAPI Valve Standards Defined and ExplainedxupurihÎncă nu există evaluări
- Api 5l Grade B PipeDocument3 paginiApi 5l Grade B PipenitronalloysoverseasÎncă nu există evaluări
- 02 SAMSS 011 FlangesDocument30 pagini02 SAMSS 011 FlangesALIÎncă nu există evaluări
- Benkan - AccesoriosDocument62 paginiBenkan - Accesoriosespanolasa100% (1)
- Econ Gate ValvesDocument22 paginiEcon Gate ValvesRiyas Udheen100% (1)
- Tube and Pipe Material Comparison ChartDocument2 paginiTube and Pipe Material Comparison Chartvalli rajuÎncă nu există evaluări
- ASD Metal Services Guide to Tubes, Pipes and FittingsDocument8 paginiASD Metal Services Guide to Tubes, Pipes and FittingshaggÎncă nu există evaluări
- RTJ Flange Dimensions - Class 150 To Class 2500Document21 paginiRTJ Flange Dimensions - Class 150 To Class 2500Sergio Gonzalez GuzmanÎncă nu există evaluări
- Pipes For Industrial Application enDocument60 paginiPipes For Industrial Application enم.وليد شكرÎncă nu există evaluări
- Catalog of Seamless Steel Line Pipe of NSSMCDocument8 paginiCatalog of Seamless Steel Line Pipe of NSSMCRoshan ShanmughanÎncă nu există evaluări
- Nipon Steel and SumimotoDocument16 paginiNipon Steel and SumimotoAda TopanÎncă nu există evaluări
- Pipes Tubes of Nippon Steel Sumitomo MetalDocument16 paginiPipes Tubes of Nippon Steel Sumitomo Metalsiva_nagesh_2Încă nu există evaluări
- Seamless Steel Tubes and Pipes For BoilersDocument20 paginiSeamless Steel Tubes and Pipes For BoilersABChungBAÎncă nu există evaluări
- Sumitomo Products For The Oil and Gas IndustriesDocument36 paginiSumitomo Products For The Oil and Gas IndustriesRahulprabhakaran Vannostran100% (1)
- Tubes Materials Boiler - Sulfuric Acid Corrosion Resistant SteelsDocument20 paginiTubes Materials Boiler - Sulfuric Acid Corrosion Resistant SteelsJimmie PerezÎncă nu există evaluări
- Seamless Pipes and Tubes For The Chemical Industry: (Stainless Steel and Ni-Based Alloys)Document16 paginiSeamless Pipes and Tubes For The Chemical Industry: (Stainless Steel and Ni-Based Alloys)Jay SuguitanÎncă nu există evaluări
- Boiler Tube Products Sa-178Document25 paginiBoiler Tube Products Sa-178Sai Prasath100% (1)
- JIS JFE Pipe and TubeDocument25 paginiJIS JFE Pipe and Tubedavorp1402Încă nu există evaluări
- Nippon Steel Seamless CasingDocument18 paginiNippon Steel Seamless Casingjohndo3Încă nu există evaluări
- Pipe & Tube of NSSMCDocument0 paginiPipe & Tube of NSSMCLim DongseopÎncă nu există evaluări
- SAPH 440 MaterialDocument16 paginiSAPH 440 MaterialDinesh SharmaÎncă nu există evaluări
- Internship Report of Poeples Steel MillsDocument88 paginiInternship Report of Poeples Steel MillsShahid Ali LeghariÎncă nu există evaluări
- Equivalencia AceroDocument30 paginiEquivalencia AceroJose VelosaÎncă nu există evaluări
- A001en PDFDocument30 paginiA001en PDFnthongÎncă nu există evaluări
- 6bg1trd-01 Spec SheetDocument5 pagini6bg1trd-01 Spec SheetDekky MulyadiÎncă nu există evaluări
- Valve PS2601-17308Document6 paginiValve PS2601-17308Dekky MulyadiÎncă nu există evaluări
- Data List AuditDocument24 paginiData List AuditDekky MulyadiÎncă nu există evaluări
- Harga ChartDocument1 paginăHarga ChartDekky MulyadiÎncă nu există evaluări
- Astm Crude Oils: Здесь Могла Быть Ваша Реклама Place For Your AdvertisementDocument25 paginiAstm Crude Oils: Здесь Могла Быть Ваша Реклама Place For Your Advertisementsachyn7Încă nu există evaluări
- Understand LTIFR Calculation and ReportingDocument2 paginiUnderstand LTIFR Calculation and ReportingDekky MulyadiÎncă nu există evaluări
- Method Statement For AFS.15.04.19 R0 PDFDocument12 paginiMethod Statement For AFS.15.04.19 R0 PDFkrishna100% (1)
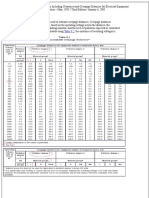
- UL 840 Third Edition January 2005 Section 9 Creepage DistancesDocument4 paginiUL 840 Third Edition January 2005 Section 9 Creepage DistancesRobert LegaultÎncă nu există evaluări
- Pipe Friction ExperimentDocument4 paginiPipe Friction ExperimentRufus ChengÎncă nu există evaluări
- Physical Vapor DepositionDocument30 paginiPhysical Vapor DepositionUgur SenÎncă nu există evaluări
- Test Certificate DetailsDocument2 paginiTest Certificate Detailsshrikant bhirudÎncă nu există evaluări
- Chapter 6 Introduction To Thermodynamics PDFDocument17 paginiChapter 6 Introduction To Thermodynamics PDFSaurav PaulÎncă nu există evaluări
- Kirloskar Brothers Limited: A Kirloskar Group Company Established 1888Document2 paginiKirloskar Brothers Limited: A Kirloskar Group Company Established 1888Mohan CharanchathÎncă nu există evaluări
- PEP-SP-SAL-CV-CAL-202 - Rev.0 Calculation For Bund WallDocument43 paginiPEP-SP-SAL-CV-CAL-202 - Rev.0 Calculation For Bund WallfaridferdiansyahÎncă nu există evaluări
- TC 2 001961 en 01Document73 paginiTC 2 001961 en 01Baltija MechanikasÎncă nu există evaluări
- Reverse Circulating With Coiled TubingDocument21 paginiReverse Circulating With Coiled Tubingwoodiehed9039100% (1)
- Previous question papers portalDocument2 paginiPrevious question papers portalGuru VishalÎncă nu există evaluări
- Detailed Lesson Plan in Science 5 (Series Circuit)Document12 paginiDetailed Lesson Plan in Science 5 (Series Circuit)Shiella Mae Olermo Cardona100% (2)
- Aerospace: Hi-Shear CorporationDocument1 paginăAerospace: Hi-Shear CorporationJose Miguel Atehortua ArenasÎncă nu există evaluări
- Fracture Mechanics - MUHAMMADABDULLAH ATIFDocument10 paginiFracture Mechanics - MUHAMMADABDULLAH ATIFSyed Hassan.911Încă nu există evaluări
- Background: The Duct Tape BookDocument5 paginiBackground: The Duct Tape BookCloudine IzonÎncă nu există evaluări
- FormingPotential EN PDFDocument28 paginiFormingPotential EN PDFNhan LeÎncă nu există evaluări
- Spur Gears Component GeneratorDocument4 paginiSpur Gears Component GeneratorRodrigo NavarreteÎncă nu există evaluări
- Experiment No 7 Pin Fin ApparatusDocument5 paginiExperiment No 7 Pin Fin Apparatusgaur123450% (2)
- Polytechnic University of the Philippines Fluid Machinery ExamDocument4 paginiPolytechnic University of the Philippines Fluid Machinery ExamJohn David AnunciacionÎncă nu există evaluări
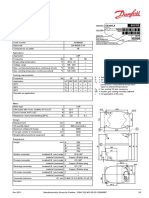
- Gs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralDocument2 paginiGs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralmustafaÎncă nu există evaluări
- Direct Tension Test On Expanded Metal Mesh and Welded Square Mesh For Ferrocement CompositeDocument4 paginiDirect Tension Test On Expanded Metal Mesh and Welded Square Mesh For Ferrocement CompositeEditor IJTSRDÎncă nu există evaluări
- Electric Circuits Multiple Choice QuestionsDocument6 paginiElectric Circuits Multiple Choice QuestionsmonethÎncă nu există evaluări
- Busbar Sizing Us StandardsDocument16 paginiBusbar Sizing Us StandardsZaferullah KhanÎncă nu există evaluări
- Introduction To CeramicsDocument3 paginiIntroduction To CeramicsHarini MunasingheÎncă nu există evaluări
- 16 Duct Suspension AdsDocument46 pagini16 Duct Suspension AdsdheerajdorlikarÎncă nu există evaluări
- Material Compliance Sheet ValvesDocument10 paginiMaterial Compliance Sheet ValvesindikumaÎncă nu există evaluări
- RedBuilt Open-Web DesignDocument40 paginiRedBuilt Open-Web Designmeetvinayak2007Încă nu există evaluări
- Uday Vaidya 654141576 PDFDocument5 paginiUday Vaidya 654141576 PDFVictor Daniel WaasÎncă nu există evaluări
- Rigid Pipeline DesignDocument123 paginiRigid Pipeline DesignAditya Prasad100% (1)
- Lampiran Laporan Survey Lalu LintasDocument26 paginiLampiran Laporan Survey Lalu LintasSekar BeningÎncă nu există evaluări