S-ar putea să vă placă și
- SOP Pengujian MCSADocument3 paginiSOP Pengujian MCSAHabibie Rahman0% (1)
- Direct Cooler Pump ADocument9 paginiDirect Cooler Pump AHabibie RahmanÎncă nu există evaluări
- Vibration Analysis Training Program PDFDocument1 paginăVibration Analysis Training Program PDFHabibie RahmanÎncă nu există evaluări
- Calculation Code For Erosion Corrosion Induced Wall Thinning PDFDocument8 paginiCalculation Code For Erosion Corrosion Induced Wall Thinning PDFHabibie RahmanÎncă nu există evaluări
- Pengaruh Pemberian Diet Tinggi Karbohidrat Dibandingkan Diet Tingg PDFDocument10 paginiPengaruh Pemberian Diet Tinggi Karbohidrat Dibandingkan Diet Tingg PDFHabibie RahmanÎncă nu există evaluări
- A Review 2004 Literature PDFDocument54 paginiA Review 2004 Literature PDFHabibie RahmanÎncă nu există evaluări
- Risk-Based Prioritization and Its Application To Inspect Ion of Valves (2012) PDFDocument8 paginiRisk-Based Prioritization and Its Application To Inspect Ion of Valves (2012) PDFHabibie RahmanÎncă nu există evaluări
- A Strategy For The Risk-Based Inspection of Pressure Safety Valves (2009) PDFDocument9 paginiA Strategy For The Risk-Based Inspection of Pressure Safety Valves (2009) PDFHabibie RahmanÎncă nu există evaluări
- Failure Analysis of Natural Gas PipesDocument20 paginiFailure Analysis of Natural Gas PipesHeru BerianÎncă nu există evaluări
- A Review 2004 Literature PDFDocument54 paginiA Review 2004 Literature PDFHabibie RahmanÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Asme B31.3Document2 paginiAsme B31.3Juan ortega castellarÎncă nu există evaluări
- NCH 700 (EN)Document89 paginiNCH 700 (EN)Jiaxin TanÎncă nu există evaluări
- Exhaust Temperature Spread 2Document5 paginiExhaust Temperature Spread 2nabil160874Încă nu există evaluări
- Nevera Gr-382r LG Lrtp1231wDocument45 paginiNevera Gr-382r LG Lrtp1231wJose Dario Soto ParisÎncă nu există evaluări
- 1110 ValvesDocument6 pagini1110 ValvescamiloviviÎncă nu există evaluări
- Hydraulic Pressure Test Procedure For Prs Chemical Cutter Parts Above The Chemical CylinderDocument5 paginiHydraulic Pressure Test Procedure For Prs Chemical Cutter Parts Above The Chemical CylinderdocrafiÎncă nu există evaluări
- Rotary Valve Lock Leakage SolutionsDocument8 paginiRotary Valve Lock Leakage SolutionsW MoralesÎncă nu există evaluări
- Introduction of Pump and Mechanical SealsDocument38 paginiIntroduction of Pump and Mechanical SealsakhilakaÎncă nu există evaluări
- 36h Series Gas Valves Instructions en Us 1570102Document24 pagini36h Series Gas Valves Instructions en Us 1570102ECOENERGIASÎncă nu există evaluări
- EDC Pump Testing ProceduresDocument8 paginiEDC Pump Testing ProceduresCadet Raparivo100% (7)
- Alumno: Miguel Ángel Chavero Jiménez Grupo: 7AV1Document1 paginăAlumno: Miguel Ángel Chavero Jiménez Grupo: 7AV1mikeÎncă nu există evaluări
- Heat Exchnager, AUCDocument82 paginiHeat Exchnager, AUCSaid Alauddeen Faisz100% (1)
- Storage and Assy SpecDocument14 paginiStorage and Assy SpecGaurav DatarÎncă nu există evaluări
- HPLC TroubleshootingDocument27 paginiHPLC TroubleshootingwingroupsÎncă nu există evaluări
- Harvest Right, Jan2022 Firmware 5.0 Manual-072020-DIGITALDocument28 paginiHarvest Right, Jan2022 Firmware 5.0 Manual-072020-DIGITALabattzÎncă nu există evaluări
- 5.3 CES 1002 F Seat Leakage TestingDocument22 pagini5.3 CES 1002 F Seat Leakage TestingBowo Edhi Wibowo100% (1)
- LG Refrigerator Bottom Freezer LRBC22522 Service ManualDocument65 paginiLG Refrigerator Bottom Freezer LRBC22522 Service ManualJohn TrippÎncă nu există evaluări
- Bosch Aquastar 125b - LPDocument16 paginiBosch Aquastar 125b - LPSteve RussellÎncă nu există evaluări
- Rubber Hose: Standard Test Methods ForDocument10 paginiRubber Hose: Standard Test Methods ForAMUL VEKARIAÎncă nu există evaluări
- Tire and Rim Safety OTR (US Department of Labor) .Document39 paginiTire and Rim Safety OTR (US Department of Labor) .Jhon Anderson Castro EspitiaÎncă nu există evaluări
- Analysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel PipesDocument8 paginiAnalysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel Pipesjhon ortizÎncă nu există evaluări
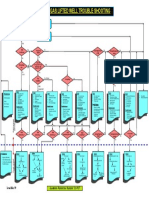
- Attachment-1: Gas Lifted Well Trouble ShootingDocument1 paginăAttachment-1: Gas Lifted Well Trouble ShootingDaurenÎncă nu există evaluări
- CS TZ WKEW Service ManualDocument233 paginiCS TZ WKEW Service ManualAmin SantanaÎncă nu există evaluări
- SM Si12-710 2mxs50fv1bDocument182 paginiSM Si12-710 2mxs50fv1bDoan Tien DoÎncă nu există evaluări
- A Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper TubeDocument17 paginiA Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper Tubeatique islamÎncă nu există evaluări
- GEO Dispenser Training (IRAN) - CNG050Document52 paginiGEO Dispenser Training (IRAN) - CNG050Zulfikar N JoelÎncă nu există evaluări
- Bouder Complaint (TS)Document41 paginiBouder Complaint (TS)Nia TowneÎncă nu există evaluări
- Special Air Services: Aerial Application Agricultural SystemDocument28 paginiSpecial Air Services: Aerial Application Agricultural Systemviorelu99Încă nu există evaluări
- Manual Perkins 4012Document78 paginiManual Perkins 4012udar100% (2)
- Seal Selection For Valve Design and RetrofittingDocument6 paginiSeal Selection For Valve Design and RetrofittingshahganÎncă nu există evaluări