S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- C Ot 25 001 - Rev B - Process Description Control PhilosophyDocument50 paginiC Ot 25 001 - Rev B - Process Description Control PhilosophyAngel CuyaÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Asme B31.3 - 2012Document10 paginiAsme B31.3 - 2012Angel Cuya0% (2)
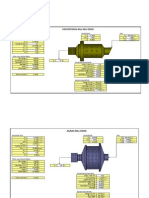
- SAG & Ball Mill DimensioningDocument2 paginiSAG & Ball Mill DimensioningAngel Cuya100% (2)
- Asme Sec Viii d1 A2004Document4 paginiAsme Sec Viii d1 A2004Angel CuyaÎncă nu există evaluări
- Lab Report: Design of Concrete Structures (ENG466)Document11 paginiLab Report: Design of Concrete Structures (ENG466)Amrit AcharyaÎncă nu există evaluări
- CMAA 70 2000 Structure DesignDocument19 paginiCMAA 70 2000 Structure DesignmishikhanÎncă nu există evaluări
- Terms VidDocument15 paginiTerms VidThea Audrey DeritÎncă nu există evaluări
- Natural Frequencies of BeamsDocument10 paginiNatural Frequencies of BeamsPurwandy HasibuanÎncă nu există evaluări
- Footing Spec As Per Is 456 - 2000Document4 paginiFooting Spec As Per Is 456 - 2000prabhu81Încă nu există evaluări
- EP 410 - Spring 2016 - PVD HomeworkDocument2 paginiEP 410 - Spring 2016 - PVD HomeworkGeorge DerplÎncă nu există evaluări
- Differential Scanning Calorimetry and Thermal Gravimetric AnalysisDocument58 paginiDifferential Scanning Calorimetry and Thermal Gravimetric Analysisقاسم فوزيÎncă nu există evaluări
- Sofistik Celicni RamDocument49 paginiSofistik Celicni Ramnepoznati1111Încă nu există evaluări
- TALAT Lecture 1253: CreepDocument26 paginiTALAT Lecture 1253: CreepCORE Materials100% (1)
- B.arch 1Document2 paginiB.arch 1Sanjay TiwariÎncă nu există evaluări
- V B GuptaDocument24 paginiV B Guptaapi-3733260Încă nu există evaluări
- Introduction to the Applied Element Method (AEMDocument75 paginiIntroduction to the Applied Element Method (AEMElida RondićÎncă nu există evaluări
- Diffuse Double LayerDocument14 paginiDiffuse Double LayerDhara LeeÎncă nu există evaluări
- Modified Cam Clay Modell (MCCM)Document15 paginiModified Cam Clay Modell (MCCM)Jorge Hernan LopezÎncă nu există evaluări
- IDEA Connection Theoretical Manual en Ver 8 0Document56 paginiIDEA Connection Theoretical Manual en Ver 8 0harislee100% (1)
- Energy Bands & Charge Carriers in SemiconductorsDocument59 paginiEnergy Bands & Charge Carriers in SemiconductorsGanis SanhajiÎncă nu există evaluări
- Mechanical Metallurgy PDFDocument646 paginiMechanical Metallurgy PDFDeepak Ashokan80% (5)
- Class Notes On Underground Excavations in Rock (2006)Document134 paginiClass Notes On Underground Excavations in Rock (2006)Alma Ramić100% (1)
- Norton University Department of Civil EngineeringDocument35 paginiNorton University Department of Civil EngineeringmaysheangÎncă nu există evaluări
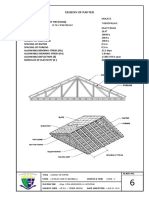
- Plate 6Document3 paginiPlate 6XDXDXDÎncă nu există evaluări
- Ch-6 Compatibility ModeDocument32 paginiCh-6 Compatibility Modedreamgurl9011Încă nu există evaluări
- SSP Pet PD PDFDocument1 paginăSSP Pet PD PDF何恭彥Încă nu există evaluări
- Mechanical Properties of Lattice Structured MaterialsDocument13 paginiMechanical Properties of Lattice Structured MaterialsHadiÎncă nu există evaluări
- Guide On Design of Post-Installed Anchor Bolt Systems in Hong KongDocument87 paginiGuide On Design of Post-Installed Anchor Bolt Systems in Hong KongZiThiamÎncă nu există evaluări
- Lab Manual For Tensile TestDocument7 paginiLab Manual For Tensile TestJIA PERN TANÎncă nu există evaluări
- Combined Torsion and BendingDocument3 paginiCombined Torsion and BendingShepherd Nhanga0% (1)
- Design of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsDocument21 paginiDesign of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsFabianÎncă nu există evaluări
- MCQsDocument5 paginiMCQsSarvesh Arbatti100% (1)
- Module 2 Working Stress DesignDocument220 paginiModule 2 Working Stress DesignPedro MorenoÎncă nu există evaluări