S-ar putea să vă placă și
- b8 A4 Service Training ManualDocument76 paginib8 A4 Service Training ManualJulian Cioroiu88% (17)
- Proton Wira: Navigation SearchDocument4 paginiProton Wira: Navigation SearchAmir Abdullah0% (1)
- Audi Service Training The Audi TT CoupDocument9 paginiAudi Service Training The Audi TT Coupmarsha100% (33)
- 10 Automatic Transaxle SystemDocument35 pagini10 Automatic Transaxle SystemYun ZhenÎncă nu există evaluări
- U.S. Department of Transportation: National Highway Traffic Safety AdministrationDocument46 paginiU.S. Department of Transportation: National Highway Traffic Safety AdministrationMÎncă nu există evaluări
- Analysis in AdamsDocument5 paginiAnalysis in AdamsProduct DominixÎncă nu există evaluări
- Epa07 Mbe 900 Workshop Manual (Ddc-Svc-Man-0034)Document155 paginiEpa07 Mbe 900 Workshop Manual (Ddc-Svc-Man-0034)Jose Amador Guardado100% (3)
- Foote-Jones Parallel Shaft Helical Reducer ManualDocument18 paginiFoote-Jones Parallel Shaft Helical Reducer ManualbwelzÎncă nu există evaluări
- Control of An Automotive Electromagnetic Suspension System: T.P.J. Van Der Sande D&C 2011.016Document94 paginiControl of An Automotive Electromagnetic Suspension System: T.P.J. Van Der Sande D&C 2011.016Marcu SorinÎncă nu există evaluări
- Guide to Load Analysis for Durability in Vehicle EngineeringDe la EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonEvaluare: 4 din 5 stele4/5 (1)
- Ignition System: Internal Combustion Engines Boilers Electric SparkDocument9 paginiIgnition System: Internal Combustion Engines Boilers Electric SparkManu ChakkingalÎncă nu există evaluări
- Assignment ClutchDocument624 paginiAssignment ClutchSubhash KÎncă nu există evaluări
- Dual Clutch TransmissionDocument11 paginiDual Clutch TransmissionKunalLuthraÎncă nu există evaluări
- A320 70 cfm56Document18 paginiA320 70 cfm56morteeza1986100% (2)
- Structural Health MonitoringDe la EverandStructural Health MonitoringDaniel BalageasÎncă nu există evaluări
- 482 12 Typical Designs of Vehicle Transmissions: 2/ Two-Stage 5-Speed Manual Passenger Car Gearbox ZF S 5-31Document9 pagini482 12 Typical Designs of Vehicle Transmissions: 2/ Two-Stage 5-Speed Manual Passenger Car Gearbox ZF S 5-31Visan Laurentiu0% (1)
- Dual Clutch Transmission - Seminar Report, PPT, PDF For MechanicalDocument5 paginiDual Clutch Transmission - Seminar Report, PPT, PDF For MechanicalSachin Yadav100% (3)
- Display Kuhn 5901034-C-En-1214Document106 paginiDisplay Kuhn 5901034-C-En-1214Piri ViruzabÎncă nu există evaluări
- On-Load Tests: Case Study: (30 Minutes)Document2 paginiOn-Load Tests: Case Study: (30 Minutes)Parameswararao Billa0% (1)
- Traction-Control-Oriented State Estimation For MotorcyclesDocument8 paginiTraction-Control-Oriented State Estimation For Motorcyclespremkumarreddy_n4922Încă nu există evaluări
- Study of a reluctance magnetic gearbox for energy storage system applicationDe la EverandStudy of a reluctance magnetic gearbox for energy storage system applicationEvaluare: 1 din 5 stele1/5 (1)
- Keystone F777/778 Electric ActuatorsDocument12 paginiKeystone F777/778 Electric Actuatorskoprol_14Încă nu există evaluări
- Exp - 3 (Ignition System) PDFDocument10 paginiExp - 3 (Ignition System) PDFM SharmaÎncă nu există evaluări
- Basic Components of Power TrainDocument24 paginiBasic Components of Power TrainAbdul Shukur100% (8)
- Performance: East Technical University Ankara, 1994Document29 paginiPerformance: East Technical University Ankara, 1994MaRCoS8666100% (1)
- Multibody Dynamics ExplainDocument28 paginiMultibody Dynamics ExplainYosef Safi HarbÎncă nu există evaluări
- IJREI - Vibration Analysis and Response Characteristics of A Half Car Model Subjected To Different Sinusoidal Road ExcitationDocument6 paginiIJREI - Vibration Analysis and Response Characteristics of A Half Car Model Subjected To Different Sinusoidal Road ExcitationIjrei JournalÎncă nu există evaluări
- Automobile Engineering Laboratory (UME502) Technical Report On Starting/Cranking SystemsDocument3 paginiAutomobile Engineering Laboratory (UME502) Technical Report On Starting/Cranking SystemsMudit JainÎncă nu există evaluări
- InverterDocument7 paginiInvertermaryam_dÎncă nu există evaluări
- Fundamentals of AutomobileDocument1 paginăFundamentals of AutomobilesrknotesÎncă nu există evaluări
- A Novel Power-Train Using Coaxial Magnetic GearDocument6 paginiA Novel Power-Train Using Coaxial Magnetic GearHuynh Thanh AnhÎncă nu există evaluări
- An Investigation On Frictionless Electromagnetic Braking SystemDocument21 paginiAn Investigation On Frictionless Electromagnetic Braking SystemAvin100% (2)
- Electromagnetic Brakes ClutchesDocument8 paginiElectromagnetic Brakes Clutchesfsilassie8012100% (1)
- Steering Systems: 4.1 Axle-Beam Steering SystemDocument12 paginiSteering Systems: 4.1 Axle-Beam Steering SystemCallGRÎncă nu există evaluări
- Power Units and TransmissionDocument42 paginiPower Units and TransmissionAmarjeet RaiÎncă nu există evaluări
- Gearboxes ClassDocument35 paginiGearboxes ClassNaveen Vachipalli100% (1)
- Automotive Brake Disc and CalliperDocument32 paginiAutomotive Brake Disc and CalliperDausCR7Încă nu există evaluări
- Baja Suspension ReportDocument3 paginiBaja Suspension ReportheroÎncă nu există evaluări
- 9715efdi Dcmotors v1Document35 pagini9715efdi Dcmotors v1agarwood0% (1)
- RADIOSS 13.0 TutorialsDocument821 paginiRADIOSS 13.0 TutorialsramÎncă nu există evaluări
- A-313 - 98Document7 paginiA-313 - 98José Ramón GutierrezÎncă nu există evaluări
- Walking-Beam Conveyors Allow Multiple Processes: by Murali ShivamuthulingamDocument2 paginiWalking-Beam Conveyors Allow Multiple Processes: by Murali ShivamuthulingamSamik MukherjeeÎncă nu există evaluări
- Effects of Model Complexity On The Performance of Automated Vehicle Steering Controllers Model Development Validation and ComparisonDocument20 paginiEffects of Model Complexity On The Performance of Automated Vehicle Steering Controllers Model Development Validation and ComparisonAntonio NavarreteÎncă nu există evaluări
- Friction Clutches Brakes Ctuk PDFDocument66 paginiFriction Clutches Brakes Ctuk PDFsssf-dobojÎncă nu există evaluări
- Dmu 60 / 80 / 100 Monoblock Classic Series: CNC Universal Milling MachinesDocument24 paginiDmu 60 / 80 / 100 Monoblock Classic Series: CNC Universal Milling MachinesButch BorjaÎncă nu există evaluări
- RequestDocument22 paginiRequestOmar MuñozÎncă nu există evaluări
- 01 BOOST Release NotesDocument17 pagini01 BOOST Release NoteshenevilÎncă nu există evaluări
- Manual Transmission & Transaxle PDFDocument33 paginiManual Transmission & Transaxle PDFtavi2meÎncă nu există evaluări
- Wheelhub Integration of Electric Motor in FSEDocument35 paginiWheelhub Integration of Electric Motor in FSEShivam WankhedeÎncă nu există evaluări
- Banshee Scythe InfoDocument1 paginăBanshee Scythe InfobuilttorideÎncă nu există evaluări
- Design and Analysis of A Shock AbsorberDocument15 paginiDesign and Analysis of A Shock AbsorberInternational Journal of Research in Engineering and TechnologyÎncă nu există evaluări
- Vehicle Dynamics Tutorial - 1Document46 paginiVehicle Dynamics Tutorial - 1Girish ChandranÎncă nu există evaluări
- Paradox V2 PR110928Document1 paginăParadox V2 PR110928builttoride100% (1)
- Series Hybrid Car Doc - 3Document137 paginiSeries Hybrid Car Doc - 3mekkararameshÎncă nu există evaluări
- Camión MT 5010Document4 paginiCamión MT 5010José R. CastroÎncă nu există evaluări
- ABB - General Purpose Motors Cast Iron - GB 092003Document49 paginiABB - General Purpose Motors Cast Iron - GB 092003ivanjaviergutierrezoÎncă nu există evaluări
- Design and Implementation of Data Scrambler & Descrambler System Using VHDLDocument6 paginiDesign and Implementation of Data Scrambler & Descrambler System Using VHDLEditor IJRITCC100% (1)
- Understanding Fatigue Analysis PDFDocument16 paginiUnderstanding Fatigue Analysis PDFAnem HafizÎncă nu există evaluări
- Caliper Brake PDFDocument1 paginăCaliper Brake PDFJhun AquinoÎncă nu există evaluări
- Lightweight SUV Frame Design DevelopmentDocument50 paginiLightweight SUV Frame Design DevelopmentAltairEnlightenÎncă nu există evaluări
- PDFDocument70 paginiPDFvarunÎncă nu există evaluări
- 802.11a and 802.16a SimulinkDocument13 pagini802.11a and 802.16a SimulinkAkshay KarveÎncă nu există evaluări
- An Overview of Brake Noise and Vibration ProblemsDocument7 paginiAn Overview of Brake Noise and Vibration ProblemsChangbum YuÎncă nu există evaluări
- Finite Element Modeling and Simulation For BendingDocument5 paginiFinite Element Modeling and Simulation For BendingAnand RasÎncă nu există evaluări
- Differential Transformation Method for Mechanical Engineering ProblemsDe la EverandDifferential Transformation Method for Mechanical Engineering ProblemsÎncă nu există evaluări
- LicenseDocument1 paginăLicenseParameswararao BillaÎncă nu există evaluări
- Vector GroupsDocument9 paginiVector GroupsParameswararao BillaÎncă nu există evaluări
- SubramanyamDocument1 paginăSubramanyamParameswararao BillaÎncă nu există evaluări
- Shivaya ParameswarayaDocument1 paginăShivaya ParameswarayaParameswararao BillaÎncă nu există evaluări
- NumDocument1 paginăNumParameswararao BillaÎncă nu există evaluări
- FM To: Signature of The User Signature of The DirectorDocument2 paginiFM To: Signature of The User Signature of The DirectorParameswararao BillaÎncă nu există evaluări
- PatentsDocument8 paginiPatentsWilliam CañónÎncă nu există evaluări
- Read MEDocument3 paginiRead METengku Azaha Tengku IsmailÎncă nu există evaluări
- L-07 (SS) (Ia&c) ( (Ee) Nptel)Document15 paginiL-07 (SS) (Ia&c) ( (Ee) Nptel)Marvin BayanayÎncă nu există evaluări
- IEEE PES 12plsdfa20mcmsamDocument7 paginiIEEE PES 12plsdfa20mcmsamParameswararao BillaÎncă nu există evaluări
- Function Development For Load Forecasting Using Genetic AlgorithmsDocument9 paginiFunction Development For Load Forecasting Using Genetic AlgorithmsParameswararao BillaÎncă nu există evaluări
- Matlab OopDocument645 paginiMatlab OopSharath BhavanasiÎncă nu există evaluări
- Energy Meter Creeping ErrorDocument5 paginiEnergy Meter Creeping ErrorVikash KumarÎncă nu există evaluări
- Ball and Hoop1Document0 paginiBall and Hoop1Parameswararao BillaÎncă nu există evaluări
- TV 15 2008 4 015 021Document7 paginiTV 15 2008 4 015 021Deepthi DeepuÎncă nu există evaluări
- N25A500 - Simulation of Power System Devices: Dynamic Simulation of Electric Machinery Using MATLAB/SIMULINKDocument2 paginiN25A500 - Simulation of Power System Devices: Dynamic Simulation of Electric Machinery Using MATLAB/SIMULINKParameswararao BillaÎncă nu există evaluări
- Pid Controller Tuning Using Genetic Algorithm": A Major Project Report OnDocument94 paginiPid Controller Tuning Using Genetic Algorithm": A Major Project Report OnParameswararao BillaÎncă nu există evaluări
- Imat Attendee LoginDocument16 paginiImat Attendee LoginParameswararao BillaÎncă nu există evaluări
- 2006 SEWorld Jowers Buckley ReillyDocument16 pagini2006 SEWorld Jowers Buckley ReillyParameswararao BillaÎncă nu există evaluări
- Dos ChaseDocument20 paginiDos ChaseParameswararao BillaÎncă nu există evaluări
- Geering Introduction To Fuzzy ControlDocument0 paginiGeering Introduction To Fuzzy ControlParameswararao BillaÎncă nu există evaluări
- Performance and Robustness Improvement in The IMC-PID Tuning MethodDocument10 paginiPerformance and Robustness Improvement in The IMC-PID Tuning MethodParameswararao BillaÎncă nu există evaluări
- CP Name and Short Code and Contact Details - East ZoneDocument9 paginiCP Name and Short Code and Contact Details - East ZoneParameswararao BillaÎncă nu există evaluări
- Ball and Hoop2Document0 paginiBall and Hoop2Parameswararao BillaÎncă nu există evaluări
- Basic GaDocument4 paginiBasic GaParameswararao BillaÎncă nu există evaluări
- Error Gradient Algorithm For Optimisation of Fuzzy Membership FunctionsDocument5 paginiError Gradient Algorithm For Optimisation of Fuzzy Membership FunctionsParameswararao BillaÎncă nu există evaluări
- Imat Attendee LoginDocument16 paginiImat Attendee LoginParameswararao BillaÎncă nu există evaluări
- LicenseDocument1 paginăLicenseParameswararao BillaÎncă nu există evaluări
- Connector SignalDocument2 paginiConnector SignalParameswararao BillaÎncă nu există evaluări
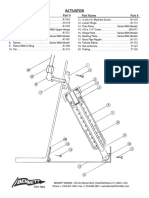
- Actuator: Part Name Part # Part Name Part #Document1 paginăActuator: Part Name Part # Part Name Part #musebladeÎncă nu există evaluări
- Clutch Components - July'20Document17 paginiClutch Components - July'20Shubham GoelÎncă nu există evaluări
- EPS 22 Owner S ManualDocument118 paginiEPS 22 Owner S Manualkirk sutherlandÎncă nu există evaluări
- Mpr-6000 Operator ManualDocument2 paginiMpr-6000 Operator ManualLuis fernando AriasÎncă nu există evaluări
- Shell HD Premium Coolant N Pre Diluted 50 - 50Document1 paginăShell HD Premium Coolant N Pre Diluted 50 - 50Binar KusumahÎncă nu există evaluări
- Adri AutoDocument52 paginiAdri AutoGeorge-Iceage KostidisÎncă nu există evaluări
- E680F Product Brochure-EnglishDocument2 paginiE680F Product Brochure-EnglishRizal SejatiÎncă nu există evaluări
- MXL-50C OmmDocument200 paginiMXL-50C OmmNirus GoodÎncă nu există evaluări
- DP 2006 Top Drive en DR525 Rev 00Document104 paginiDP 2006 Top Drive en DR525 Rev 00reda BoutiÎncă nu există evaluări
- ChainsawDocument6 paginiChainsawSon Chaeyoung MinariÎncă nu există evaluări
- Preliminary Preflight Procedure: CaptainDocument10 paginiPreliminary Preflight Procedure: CaptainCamilo RestrepoÎncă nu există evaluări
- Maintenance Manual All Cylinders: Original InstructionsDocument26 paginiMaintenance Manual All Cylinders: Original InstructionsFer NuñezÎncă nu există evaluări
- Engine Performance Curve: Rating: Application:MarineDocument4 paginiEngine Performance Curve: Rating: Application:Marinekman548Încă nu există evaluări
- Application of OBD FinalDocument49 paginiApplication of OBD Finaljorge antonio guillenÎncă nu există evaluări
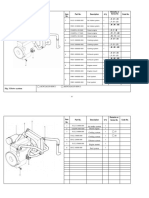
- Item No. Part No. Description Q'ty Remarks or Series No Code NoDocument3 paginiItem No. Part No. Description Q'ty Remarks or Series No Code NoWalter FormigoniÎncă nu există evaluări
- Primul Buldoexcavator 59 - TractorTalesDocument4 paginiPrimul Buldoexcavator 59 - TractorTalesPopescu OvidiuÎncă nu există evaluări
- I-1310 Spareparts Mastercopy 04012016Document255 paginiI-1310 Spareparts Mastercopy 04012016brunoÎncă nu există evaluări
- Owner'S General Engine: Manual GasolineDocument72 paginiOwner'S General Engine: Manual GasolineFrançois CantinÎncă nu există evaluări
- Kia Picanto BrochureDocument2 paginiKia Picanto BrochuresyarifÎncă nu există evaluări
- RWF Operacion y MantenimientoDocument52 paginiRWF Operacion y MantenimientodfmolinaÎncă nu există evaluări
- Technisches Handbuch Technical Guide: Elektrokettenzug SK Electric Chain Hoist SKDocument33 paginiTechnisches Handbuch Technical Guide: Elektrokettenzug SK Electric Chain Hoist SKKovács EndreÎncă nu există evaluări
- 118i WBA7K310X05R37477: Generated On Http://bimmer - WorkDocument4 pagini118i WBA7K310X05R37477: Generated On Http://bimmer - WorkStevan AritonovicÎncă nu există evaluări
- Catalogo Itap InglesDocument13 paginiCatalogo Itap InglesJarlissonmartinsÎncă nu există evaluări
- I.Manual For FSADocument11 paginiI.Manual For FSAVu DangÎncă nu există evaluări
- XCMG XE490D Hydraulic Excavator Brochure1Document10 paginiXCMG XE490D Hydraulic Excavator Brochure1Bahrudin LingaiÎncă nu există evaluări