S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Bashar CitateDocument7 paginiBashar CitateCristiana ProtopopescuÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Prototyping: by DR Sampa Unnikrishnan Yateer Creative Solutions Reachus@Yateer - In, 8971442777Document70 paginiPrototyping: by DR Sampa Unnikrishnan Yateer Creative Solutions Reachus@Yateer - In, 8971442777ShivashankarÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Sa Inc HCP English d10840Document64 paginiSa Inc HCP English d10840Ayu AfiantyÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- 9709 w05 Ms 2Document5 pagini9709 w05 Ms 2michael hengÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Education and Its LegitimacyDocument4 paginiEducation and Its LegitimacySheila G. Dolipas100% (6)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- LADA Niva 1600rebuild1Document39 paginiLADA Niva 1600rebuild1Douglas Antonio Paredes MarquinaÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Content and Context Analysis of Selected Primary SourccesDocument3 paginiContent and Context Analysis of Selected Primary SourccesToshi CodmÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- UW Mathematics Professor Evaluations For Fall 2011Document241 paginiUW Mathematics Professor Evaluations For Fall 2011DPÎncă nu există evaluări
- Lecture 7Document68 paginiLecture 7Gay TonyÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Examples Week1 CompressDocument6 paginiExamples Week1 CompressAngel HuitradoÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Commissioning 1. Commissioning: ES200 EasyDocument4 paginiCommissioning 1. Commissioning: ES200 EasyMamdoh EshahatÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- NewspaperDocument2 paginiNewspaperbro nabsÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Grief and BereavementDocument4 paginiGrief and BereavementhaminpocketÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Accomplishment Report Filipino Values MonthDocument4 paginiAccomplishment Report Filipino Values MonthIan Santos B. Salinas100% (10)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Lecture 4 EMADocument36 paginiLecture 4 EMAYai IbrahimÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Consumer Perception Towards WhatsappDocument72 paginiConsumer Perception Towards WhatsappRaj KumarÎncă nu există evaluări
- Pre-Socratic Pluralism AtomismDocument1 paginăPre-Socratic Pluralism AtomismpresjmÎncă nu există evaluări
- Thesis Final 2 Number c1-c5Document167 paginiThesis Final 2 Number c1-c5Kimverly DomaganÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Chapter 2 Fluid StaticsDocument26 paginiChapter 2 Fluid StaticsSoban Malik100% (1)
- Organization of Production: Test IiDocument7 paginiOrganization of Production: Test IiKamarul NizamÎncă nu există evaluări
- Questions 1Document3 paginiQuestions 1krp_212003Încă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Kumleben Commission ReportDocument232 paginiKumleben Commission ReportJulian Rademeyer100% (2)
- Can J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPDocument20 paginiCan J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPbademmaliÎncă nu există evaluări
- Learn To Write Chapter 1 ProposalDocument52 paginiLearn To Write Chapter 1 Proposalrozaimihlp23Încă nu există evaluări
- Bsee 36: Survey of English and American Literature Learning Material 2: Introduction To Literary Theories and CriticismDocument4 paginiBsee 36: Survey of English and American Literature Learning Material 2: Introduction To Literary Theories and CriticismCarlosNorielCabanaÎncă nu există evaluări
- Assignment 2 Management Perspective Son Leadership MotivationDocument14 paginiAssignment 2 Management Perspective Son Leadership MotivationHoneyVasudevÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Egalitarianism As UK: Source: Hofstede Insights, 2021Document4 paginiEgalitarianism As UK: Source: Hofstede Insights, 2021kamalpreet kaurÎncă nu există evaluări
- Number SystemsDocument25 paginiNumber SystemsMehwish BilalÎncă nu există evaluări
- Recovering The Snorra Edda On Playing Gods, Loki, and The Importance of HistoryDocument17 paginiRecovering The Snorra Edda On Playing Gods, Loki, and The Importance of HistoryM SÎncă nu există evaluări
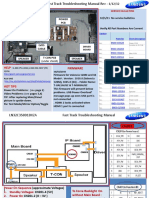
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Document4 paginiSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)