S-ar putea să vă placă și
- Pcc-sat-Alm-03. Almacenamiento, Matenimiento y Recuperacion de ElectrodosDocument12 paginiPcc-sat-Alm-03. Almacenamiento, Matenimiento y Recuperacion de ElectrodosGuillermo Antonio Piña CurielÎncă nu există evaluări
- Nota de Inspección A Sistema de Proteccion Catodica Tanque 08Document12 paginiNota de Inspección A Sistema de Proteccion Catodica Tanque 08robertÎncă nu există evaluări
- NTC 3623 Metal de Aporte para Soldadura de Aceros de Baja Aleación Por Arco Eléctrico Con Gas de Protección PDFDocument42 paginiNTC 3623 Metal de Aporte para Soldadura de Aceros de Baja Aleación Por Arco Eléctrico Con Gas de Protección PDFjavoidea696526Încă nu există evaluări
- NTC 2290 Electrodos Revestidos para Soldadura de Aceros Inoxidables PDFDocument48 paginiNTC 2290 Electrodos Revestidos para Soldadura de Aceros Inoxidables PDFjavoidea696526Încă nu există evaluări
- Especificaciones Tracing ElectricoDocument3 paginiEspecificaciones Tracing ElectricoalgotrÎncă nu există evaluări
- Memoria Electrica Jocky PlazaDocument8 paginiMemoria Electrica Jocky PlazaNicolas B. Ynca SollerÎncă nu există evaluări
- 360 NTCDocument11 pagini360 NTCmarco caicedoÎncă nu există evaluări
- Pozo A Tierra Ladrillera HuamaniDocument4 paginiPozo A Tierra Ladrillera HuamaniRusbel Yarin Baca QuispeÎncă nu există evaluări
- E.T. COMEDOR (Instalaciones Eléctricas y Mecánicas)Document15 paginiE.T. COMEDOR (Instalaciones Eléctricas y Mecánicas)Angelica Avila VazquesÎncă nu există evaluări
- 1379336661cap 3 E IA 0 G ET 002 EO E.T. Seccionadores 132 KVDocument17 pagini1379336661cap 3 E IA 0 G ET 002 EO E.T. Seccionadores 132 KVdwas1314Încă nu există evaluări
- 04 E.T. IIEE AG TRUJILLO v3Document42 pagini04 E.T. IIEE AG TRUJILLO v3MARCO ANTONIO PALOMINO JARAÎncă nu există evaluări
- Superastic Jet 2010Document2 paginiSuperastic Jet 2010Mauricio BarreraÎncă nu există evaluări
- Memoria Tecnica Descriptiva OlgaDocument5 paginiMemoria Tecnica Descriptiva Olgaleoriver2004Încă nu există evaluări
- Caracteristicas Equipos - Subestacion MocoliDocument7 paginiCaracteristicas Equipos - Subestacion MocoliAndres ZuñigaÎncă nu există evaluări
- P1107-El-Esp-015 Esp Montaje Del Sistema ElectricoDocument9 paginiP1107-El-Esp-015 Esp Montaje Del Sistema Electricosy4tÎncă nu există evaluări
- Interruptores ReglasDocument38 paginiInterruptores ReglasluiscliadgsÎncă nu există evaluări
- Parte 2 Esp - Tec.suministro - lt.138 KVDocument114 paginiParte 2 Esp - Tec.suministro - lt.138 KVJose Alberto Jorge JiménezÎncă nu există evaluări
- Caracteristicas Tecnica ReconectadoresDocument25 paginiCaracteristicas Tecnica ReconectadoresmardahpÎncă nu există evaluări
- Memoria Descriptiva Con 220-380vDocument7 paginiMemoria Descriptiva Con 220-380vJose Victor Chircca GonzalesÎncă nu există evaluări
- Oxe-Vpp002-Aus-F-3400-E-Gd-001 R0Document47 paginiOxe-Vpp002-Aus-F-3400-E-Gd-001 R0Francisco VeraÎncă nu există evaluări
- Memoria de Calculo de Proteccion CatdicaDocument14 paginiMemoria de Calculo de Proteccion CatdicaMarco Antonio Quispe Roque100% (5)
- Unidad 3-2018-IIDocument140 paginiUnidad 3-2018-IIAndenes CHILLITUPAÎncă nu există evaluări
- MD Iiee Unet Santa Anita v03Document14 paginiMD Iiee Unet Santa Anita v03yuvidsa castillo palaciosÎncă nu există evaluări
- Seccionador TripolaDocument5 paginiSeccionador TripolaEdwin Diaz TorresÎncă nu există evaluări
- Trabajo Feedback PT100Document5 paginiTrabajo Feedback PT100iñakiÎncă nu există evaluări
- Especificaciones Técnicas: Instalaciones ElectricasDocument27 paginiEspecificaciones Técnicas: Instalaciones ElectricasLiliana Esquivel BritoÎncă nu există evaluări
- Tablero Auto SortadoDocument6 paginiTablero Auto Sortadoeduark121Încă nu există evaluări
- 04 - Memoria Descriptiva Inst. Electricas 22.03.22Document15 pagini04 - Memoria Descriptiva Inst. Electricas 22.03.22jm.gmrsacÎncă nu există evaluări
- Cálculo de Calibre de Conductores en Instalaciones Eléctricas NOMDocument61 paginiCálculo de Calibre de Conductores en Instalaciones Eléctricas NOMFalfonso69Încă nu există evaluări
- IE-ET Remodelacion Oficinas LATAMDocument29 paginiIE-ET Remodelacion Oficinas LATAMJC MALLQUIÎncă nu există evaluări
- Reporte Tecnico de Los Alimentadores en Los VariadoresDocument15 paginiReporte Tecnico de Los Alimentadores en Los VariadoresJoseÎncă nu există evaluări
- Prot Catodica Grifo YavaDocument13 paginiProt Catodica Grifo YavacarsalovÎncă nu există evaluări
- Memoria ElectricaDocument7 paginiMemoria Electricaarquitecto_2012Încă nu există evaluări
- Bermejo Ronal Inf1Document7 paginiBermejo Ronal Inf1ronald bermejoÎncă nu există evaluări
- NTC 461 2000Document11 paginiNTC 461 2000Alvaro DiazÎncă nu există evaluări
- Memoria Guatire1Document107 paginiMemoria Guatire1Ernesto RodriguezÎncă nu există evaluări
- Proyecto de Instalaciones Electricas 1 Casa HabitaciónDocument11 paginiProyecto de Instalaciones Electricas 1 Casa HabitaciónCarlos LlanquinÎncă nu există evaluări
- Resumen Capitulo 1 y 2 NTCDocument18 paginiResumen Capitulo 1 y 2 NTCDavid LondoñoÎncă nu există evaluări
- EETT de Aisladores Porcelana Tipo PosteDocument26 paginiEETT de Aisladores Porcelana Tipo PosteElectricEngineeringÎncă nu există evaluări
- Informe Tecnico IearDocument6 paginiInforme Tecnico IearRocio TrujilloÎncă nu există evaluări
- LT Cohu Et Aer 01 01 Et Conductor Aaac 491mm2 Rev.bDocument10 paginiLT Cohu Et Aer 01 01 Et Conductor Aaac 491mm2 Rev.bbetty1rosa1socualayaÎncă nu există evaluări
- Memoria Tecnica Universidad ChapingoDocument31 paginiMemoria Tecnica Universidad ChapingoJv Omar SaYsÎncă nu există evaluări
- MC-PB-KU-S-L-001 - Rev. 0Document6 paginiMC-PB-KU-S-L-001 - Rev. 0Carlos Del Angel MartinezÎncă nu există evaluări
- Noja PowerDocument8 paginiNoja Powereuler165Încă nu există evaluări
- Memoria Calculo Electrico Cozumel PDFDocument8 paginiMemoria Calculo Electrico Cozumel PDFGiovanni Cambranis MuñozÎncă nu există evaluări
- Da Proceso 19-1-205643 215047011 63678265 PDFDocument12 paginiDa Proceso 19-1-205643 215047011 63678265 PDF0099zzÎncă nu există evaluări
- Memoria de Calculo Barra Tendida - Se Jobo Norte - PdvsaDocument61 paginiMemoria de Calculo Barra Tendida - Se Jobo Norte - PdvsaOmar GraterolÎncă nu există evaluări
- Reemplazo Actual Ugn3141 1Document12 paginiReemplazo Actual Ugn3141 1Leopoldo UrquizaÎncă nu există evaluări
- NTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFDocument32 paginiNTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFjavoidea696526Încă nu există evaluări
- Etn-10 09-96Document10 paginiEtn-10 09-96Denis Van ZandwegheÎncă nu există evaluări
- Aisladores de PorcelanaDocument27 paginiAisladores de PorcelanaTitoMindaÎncă nu există evaluări
- E0000 03Document0 paginiE0000 03Enrique R RwÎncă nu există evaluări
- Catalogo - Transf. Monofasico Seco - TmsDocument4 paginiCatalogo - Transf. Monofasico Seco - TmsjoarohaÎncă nu există evaluări
- Proyecto Electrico CucutaDocument18 paginiProyecto Electrico CucutaJoao MaciasÎncă nu există evaluări
- Montaje de redes eléctricas aéreas de baja tensión. ELEE0109De la EverandMontaje de redes eléctricas aéreas de baja tensión. ELEE0109Încă nu există evaluări
- Montaje de elementos y equipos de instalaciones eléctricas de baja tensión en edificios. ELES0208De la EverandMontaje de elementos y equipos de instalaciones eléctricas de baja tensión en edificios. ELES0208Încă nu există evaluări
- Montaje de redes eléctricas aéreas de alta tensión. ELEE0209De la EverandMontaje de redes eléctricas aéreas de alta tensión. ELEE0209Evaluare: 4.5 din 5 stele4.5/5 (2)
- Montaje y mantenimiento de instalaciones eléctricas de baja tensión en edificios de viviendas. ELEE0109De la EverandMontaje y mantenimiento de instalaciones eléctricas de baja tensión en edificios de viviendas. ELEE0109Încă nu există evaluări
- Mantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109De la EverandMantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109Încă nu există evaluări
- Mantenimiento de redes eléctricas subterráneas de baja tensión. ELEE0109De la EverandMantenimiento de redes eléctricas subterráneas de baja tensión. ELEE0109Încă nu există evaluări
- Constancia de Mudanza para Consejos ComunalesDocument1 paginăConstancia de Mudanza para Consejos Comunalesgapc2175% (4)
- Paradigma Positivista y EmergenteDocument7 paginiParadigma Positivista y Emergentegapc21Încă nu există evaluări
- Taller de Induccion - Practicas ProfesionalesDocument40 paginiTaller de Induccion - Practicas Profesionalesgapc21Încă nu există evaluări
- Unidad 3 Tarea 1 Soy Un Lector ActivoDocument3 paginiUnidad 3 Tarea 1 Soy Un Lector Activogapc21100% (1)
- La Represa Hidroeléctrica de Itaipú GuillermoDocument10 paginiLa Represa Hidroeléctrica de Itaipú Guillermogapc21Încă nu există evaluări
- Diseño de Un Tanque Atmosférico de Almacenamiento de Sulfato de Aluminio Líquido para La Empresa Ferro Aluminio, C.a., Morón - Estado CaraboboDocument155 paginiDiseño de Un Tanque Atmosférico de Almacenamiento de Sulfato de Aluminio Líquido para La Empresa Ferro Aluminio, C.a., Morón - Estado Carabobogapc21100% (1)
- Unidad 3 Tarea 1 Soy Un Lector ActivoDocument3 paginiUnidad 3 Tarea 1 Soy Un Lector Activogapc21100% (1)
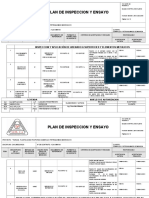
- Modelo Plan de Inspeccion y Ensayo (Pie) QA/QCDocument13 paginiModelo Plan de Inspeccion y Ensayo (Pie) QA/QCgapc21100% (1)
- Resumen Frecuencias Eléctricas de 50 y 60 HZDocument3 paginiResumen Frecuencias Eléctricas de 50 y 60 HZgapc21Încă nu există evaluări
- Los Principios CooperativosDocument2 paginiLos Principios Cooperativosgapc21Încă nu există evaluări
- Cálculo de La Fuerza de Extrusión en CalienteDocument3 paginiCálculo de La Fuerza de Extrusión en Calientegapc2140% (5)
- Tornillo Sin Fin y CoronaDocument4 paginiTornillo Sin Fin y Coronagapc21Încă nu există evaluări
- Modelo Nota de PrensaDocument2 paginiModelo Nota de Prensagapc21Încă nu există evaluări
- Clasificacion y Tipos de ProductoDocument21 paginiClasificacion y Tipos de Productogapc21Încă nu există evaluări
- Concreto MasivoDocument8 paginiConcreto Masivowaldir147100% (1)
- Sensores y Actuadores Aplicación de Los Sensores MecanicosDocument22 paginiSensores y Actuadores Aplicación de Los Sensores MecanicosJuan Vilcapuma FloresÎncă nu există evaluări
- Rosales Martinez Gerardo Ivan - Vibraciones - Pendulo de TorsiónDocument4 paginiRosales Martinez Gerardo Ivan - Vibraciones - Pendulo de TorsiónGera RosalesÎncă nu există evaluări
- Epistemologia de La Bibliotecología5 - 230817 - 211112Document10 paginiEpistemologia de La Bibliotecología5 - 230817 - 211112Denise SanabriaÎncă nu există evaluări
- Manual de Uso de Fotografía Aérea y Cartografía Topográfica Agropecuaria Revisó - Líder Marcos Agropecuarios. ContenidoDocument68 paginiManual de Uso de Fotografía Aérea y Cartografía Topográfica Agropecuaria Revisó - Líder Marcos Agropecuarios. ContenidoVera MauricioÎncă nu există evaluări
- MANUAL - NOP - Problemas Con Fracciones y Porcentajes - 2022.4Document5 paginiMANUAL - NOP - Problemas Con Fracciones y Porcentajes - 2022.4Jaren YsidroÎncă nu există evaluări
- Triptico COMPARACION DE FRACCIONESDocument2 paginiTriptico COMPARACION DE FRACCIONESraquelÎncă nu există evaluări
- Roa AguileraDocument19 paginiRoa AguileraMarco Antonio Guzmán CortésÎncă nu există evaluări
- Abrir EMESTRADA ? Exámenes de Selectividad de Andalucía RESUELTOSDocument38 paginiAbrir EMESTRADA ? Exámenes de Selectividad de Andalucía RESUELTOSLaura LópezÎncă nu există evaluări
- Cartilla de Tecnologia Octubre 19Document7 paginiCartilla de Tecnologia Octubre 19Jimena BeltranÎncă nu există evaluări
- Tipos de Procesos Termodinámicos en La AgroindustriaDocument20 paginiTipos de Procesos Termodinámicos en La AgroindustriaVictor Hugo SepulvedaÎncă nu există evaluări
- Ley de FaradayDocument22 paginiLey de Faradaynestor moreno100% (1)
- 07.septimo TemaDocument3 pagini07.septimo TemaGabrielFazÎncă nu există evaluări
- Cromatos y NitruracionDocument24 paginiCromatos y NitruracionJose Canizales100% (1)
- Est-Prob 1 PDFDocument3 paginiEst-Prob 1 PDFlocovargas201489% (9)
- Archivo para Aplicar Normas de GordilloDocument22 paginiArchivo para Aplicar Normas de GordilloExmaili Macz ReyÎncă nu există evaluări
- Preparador de Clases Matematicas 2021Document20 paginiPreparador de Clases Matematicas 2021Nick LryonÎncă nu există evaluări
- Compresores y MotoresDocument2 paginiCompresores y MotoresAlejandro CuellarÎncă nu există evaluări
- Saberes Matemáticas 6 - Unidad 5Document53 paginiSaberes Matemáticas 6 - Unidad 5Eva Elisa Vásquez ErazoÎncă nu există evaluări
- Bobina de TeslaDocument7 paginiBobina de TeslaEdgar LemaÎncă nu există evaluări
- Extensógrafo - E: para Medir La Calidad de La Harina y El Comportamiento de Estiramiento de La MasaDocument4 paginiExtensógrafo - E: para Medir La Calidad de La Harina y El Comportamiento de Estiramiento de La MasaKate PerezÎncă nu există evaluări
- Avante Compact II SpanishDocument1 paginăAvante Compact II SpanishNellyoneTVÎncă nu există evaluări
- JTABLE - DocumentoDocument27 paginiJTABLE - Documentoalejandracs09Încă nu există evaluări
- Aserrio de La MaderaDocument16 paginiAserrio de La MaderaCharles Yumbato AnguloÎncă nu există evaluări
- Exposición MaquetaDocument2 paginiExposición MaquetaSONIA MARIA PRADA AMANDIÎncă nu există evaluări
- Trabajo Eje 3 Herramientas para La Toma de DecisionesDocument6 paginiTrabajo Eje 3 Herramientas para La Toma de DecisionesAndrea GomezÎncă nu există evaluări
- AnteproyectoDocument9 paginiAnteproyectoGonzalo GarciaÎncă nu există evaluări
- 2 Radiacion Del Cuerpo NegroDocument5 pagini2 Radiacion Del Cuerpo NegroAnibal Lagos ParedesÎncă nu există evaluări
- Pic MicroDocument51 paginiPic MicrosibiklandiaÎncă nu există evaluări