S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Handheld Digital ThermometersDocument3 paginiHandheld Digital ThermometersJohn Melanathy IIÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Stick Type DMMDocument3 paginiStick Type DMMJohn Melanathy IIÎncă nu există evaluări
- Mini ThermometersDocument2 paginiMini ThermometersJohn Melanathy IIÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Prot Cloth Equip ReviewDocument101 paginiProt Cloth Equip ReviewJohn Melanathy IIÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Handheld DMMsDocument7 paginiHandheld DMMsJohn Melanathy IIÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Residential Safe Room Fact SheetDocument3 paginiResidential Safe Room Fact SheetJohn Melanathy IIÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- App GuideDocument216 paginiApp Guidetarottaurus549254Încă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Economical Digital ThermometerDocument1 paginăEconomical Digital ThermometerJohn Melanathy IIÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Ez Plan ReindeerDocument5 paginiEz Plan ReindeerJohn Melanathy IIÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Digital ThermometersDocument3 paginiDigital ThermometersJohn Melanathy IIÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Sheet: Working Safely Around Downed Electrical WiresDocument2 paginiSheet: Working Safely Around Downed Electrical WiresJohn Melanathy IIÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Proportional Valves Improve Respirators.Document1 paginăProportional Valves Improve Respirators.John Melanathy IIÎncă nu există evaluări
- Economical Handheld ThermometerDocument2 paginiEconomical Handheld ThermometerJohn Melanathy IIÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Compact Digital MultimetersDocument1 paginăCompact Digital MultimetersJohn Melanathy IIÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Pets Disaster Kit Brochure.Document2 paginiPets Disaster Kit Brochure.John Melanathy IIÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Makaze Za Secenje LimaDocument14 paginiMakaze Za Secenje LimaDejan VučićevićÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Standing PressDocument21 paginiStanding PressJohn Melanathy IIÎncă nu există evaluări
- Thunderstorms, Tornadoes, Lightning... : ... Nature's Most Violent StormsDocument20 paginiThunderstorms, Tornadoes, Lightning... : ... Nature's Most Violent StormsEdgar Puga100% (1)
- Pocket Guide To Chemical HazardsDocument454 paginiPocket Guide To Chemical HazardsG_ARVALIS8470Încă nu există evaluări
- Pocket Guide To Chemical HazardsDocument454 paginiPocket Guide To Chemical HazardsG_ARVALIS8470Încă nu există evaluări
- What's Happening With Pumps & ValvesDocument4 paginiWhat's Happening With Pumps & ValvesJohn Melanathy IIÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Valves Help With Bug Infestation.Document1 paginăValves Help With Bug Infestation.John Melanathy IIÎncă nu există evaluări
- Symbols and ConversionsDocument12 paginiSymbols and Conversionsedhy_03Încă nu există evaluări
- Protecting Workers From Heat StressDocument2 paginiProtecting Workers From Heat StressJohn Melanathy IIÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Ready Kids-Activity Book.Document16 paginiReady Kids-Activity Book.John Melanathy IIÎncă nu există evaluări
- Proportional Valve-Precise Control.Document1 paginăProportional Valve-Precise Control.John Melanathy IIÎncă nu există evaluări
- Proportional Valves Eliminate Headaches.Document2 paginiProportional Valves Eliminate Headaches.John Melanathy IIÎncă nu există evaluări
- Clippard Pneumatic Ventilator Article.Document2 paginiClippard Pneumatic Ventilator Article.John Melanathy IIÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Proportional Valve Overcomes Limitations.Document3 paginiProportional Valve Overcomes Limitations.John Melanathy IIÎncă nu există evaluări
- Proportional Design Meets Challenges.Document1 paginăProportional Design Meets Challenges.John Melanathy IIÎncă nu există evaluări
- A Detergent Made From TalahibDocument3 paginiA Detergent Made From TalahibAllan BesaÎncă nu există evaluări
- Gypsum Products ShanviDocument56 paginiGypsum Products Shanvishanvi agrawalÎncă nu există evaluări
- Ahu IqDocument5 paginiAhu IqAtul SharmaÎncă nu există evaluări
- Pipeline Risk Management Basic ManualDocument6 paginiPipeline Risk Management Basic ManualhemnÎncă nu există evaluări
- Cream Separator - SKSD100 - en PDFDocument2 paginiCream Separator - SKSD100 - en PDFAmlan BanerjeeÎncă nu există evaluări
- 2 Liquid and Gaseous FuelDocument15 pagini2 Liquid and Gaseous Fuelraja.mtÎncă nu există evaluări
- All Sites DPR 02-06-2017Document16 paginiAll Sites DPR 02-06-2017San SvsÎncă nu există evaluări
- Ppe Coverall FinalDocument33 paginiPpe Coverall FinalNJ enterpriseÎncă nu există evaluări
- GMPWate Pharmaceutical Use TRS970 Annex 2Document23 paginiGMPWate Pharmaceutical Use TRS970 Annex 2syamrii100% (1)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
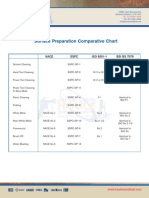
- Surface Preparation Comparative ChartDocument1 paginăSurface Preparation Comparative Chartcmms88Încă nu există evaluări
- B-s1 D0-Certificate Ems 1509Document5 paginiB-s1 D0-Certificate Ems 1509zlatkokrsicÎncă nu există evaluări
- Standard Spare Parts List - UJ310Document3 paginiStandard Spare Parts List - UJ310Mf LuiÎncă nu există evaluări
- Keppel Seghers Waste-to-Energy PDFDocument2 paginiKeppel Seghers Waste-to-Energy PDFCarlos GomezÎncă nu există evaluări
- AP Hercules AfDocument1 paginăAP Hercules AfSami KahtaniÎncă nu există evaluări
- HVAC Design-Manual-2012Document12 paginiHVAC Design-Manual-2012lheo cayabasÎncă nu există evaluări
- You Created This PDF From An Application That Is Not Licensed To Print To Novapdf PrinterDocument1 paginăYou Created This PDF From An Application That Is Not Licensed To Print To Novapdf PrinterHarish Kumar MahavarÎncă nu există evaluări
- 209-Titan PSW 12Document2 pagini209-Titan PSW 12jafaristsÎncă nu există evaluări
- Extra High Voltage XLPE Cables: LntrodllctiollDocument3 paginiExtra High Voltage XLPE Cables: LntrodllctiollNika ThaiÎncă nu există evaluări
- Engineering Standards SAEC Waste Disposal LandfillsDocument17 paginiEngineering Standards SAEC Waste Disposal LandfillsAhmad RazaÎncă nu există evaluări
- Section 13 (Masonry) - Qcs 2010Document36 paginiSection 13 (Masonry) - Qcs 2010gendy350% (2)
- 2 Medición Correcta de Flujo en Biogas Húmedo - B200Document45 pagini2 Medición Correcta de Flujo en Biogas Húmedo - B200ChemicalProgrammerÎncă nu există evaluări
- HP Transformer OilsDocument2 paginiHP Transformer OilsNoble Jose KunhiparaÎncă nu există evaluări
- Usg Gypsum Board Arc Spec en 09260 092116Document27 paginiUsg Gypsum Board Arc Spec en 09260 092116mariutza_luciaÎncă nu există evaluări
- Nanotech in ComputersDocument7 paginiNanotech in ComputersGopi SatyaÎncă nu există evaluări
- An Overview of Cathodic Protection Potential MeasurementDocument7 paginiAn Overview of Cathodic Protection Potential MeasurementKhanh DTÎncă nu există evaluări
- Ductless Fume Hood Brochure - FEB19Document2 paginiDuctless Fume Hood Brochure - FEB19Musz MusaÎncă nu există evaluări
- Residual Strength A N D Crack Propagation Tests O N C-130 Airplane Center Wings With Service-Imposed Fatigue DamageDocument69 paginiResidual Strength A N D Crack Propagation Tests O N C-130 Airplane Center Wings With Service-Imposed Fatigue DamagemilindshettiÎncă nu există evaluări
- Water-Treatment-For-Closed-Heating-And-Cooling-Systems (Sample) PDFDocument8 paginiWater-Treatment-For-Closed-Heating-And-Cooling-Systems (Sample) PDFstarykÎncă nu există evaluări
- Lathe Accessories: Work Holding Tool HoldingDocument33 paginiLathe Accessories: Work Holding Tool HoldingSuhasÎncă nu există evaluări
- Shaper, Slotter and PlanerDocument9 paginiShaper, Slotter and PlanerRenjith RajendraprasadÎncă nu există evaluări
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityDe la EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityEvaluare: 5 din 5 stele5/5 (1)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveDe la EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveÎncă nu există evaluări
- Algorithms to Live By: The Computer Science of Human DecisionsDe la EverandAlgorithms to Live By: The Computer Science of Human DecisionsEvaluare: 4.5 din 5 stele4.5/5 (722)
- Reality+: Virtual Worlds and the Problems of PhilosophyDe la EverandReality+: Virtual Worlds and the Problems of PhilosophyEvaluare: 4 din 5 stele4/5 (24)
- Cyber War: The Next Threat to National Security and What to Do About ItDe la EverandCyber War: The Next Threat to National Security and What to Do About ItEvaluare: 3.5 din 5 stele3.5/5 (66)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldDe la EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldEvaluare: 4.5 din 5 stele4.5/5 (55)