S-ar putea să vă placă și
- Assignment 2 FinalDocument12 paginiAssignment 2 FinalRobin Kwan100% (1)
- Water Gas Shift Reaction: Research Developments and ApplicationsDe la EverandWater Gas Shift Reaction: Research Developments and ApplicationsÎncă nu există evaluări
- Hydrothermal Damaging of Molecular Sieve and How To Prevent ItDocument12 paginiHydrothermal Damaging of Molecular Sieve and How To Prevent ItBassem BalghouthiÎncă nu există evaluări
- Oracle Process Manufacturing Master SetupsDocument42 paginiOracle Process Manufacturing Master SetupsMadhuri Uppala100% (2)
- Science: Quarter 4 - Module 1: Locating Places Using Coordinate SystemDocument28 paginiScience: Quarter 4 - Module 1: Locating Places Using Coordinate SystemJaken Mack100% (5)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationDe la EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosÎncă nu există evaluări
- Simulation of Gas DehydrationDocument147 paginiSimulation of Gas DehydrationGerardo Eduardo Villalobos JuvenalÎncă nu există evaluări
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDocument6 pagini4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMÎncă nu există evaluări
- Troubleshooting A C3 Splitter TowerDocument7 paginiTroubleshooting A C3 Splitter TowerAhmed SeliemÎncă nu există evaluări
- Economic Comparison of Three Gas Separation Technologies For CO2 Capture From Power Plant Flue GasDocument6 paginiEconomic Comparison of Three Gas Separation Technologies For CO2 Capture From Power Plant Flue GasBao-Ngoc HoangÎncă nu există evaluări
- 3 - Li2016 Article PressureSwingAdsorptionMembranDocument10 pagini3 - Li2016 Article PressureSwingAdsorptionMembranMohammadAsifÎncă nu există evaluări
- CO2 Capture With ILs and DESsDocument33 paginiCO2 Capture With ILs and DESsMasroorAbroÎncă nu există evaluări
- Introduction About Distillation ColumnDocument24 paginiIntroduction About Distillation ColumneliasÎncă nu există evaluări
- IntroKGTowerV2 0 PDFDocument14 paginiIntroKGTowerV2 0 PDFrasyid93Încă nu există evaluări
- Cynara CO2Document2 paginiCynara CO2amuihÎncă nu există evaluări
- Finger Type Slug CatcherDocument41 paginiFinger Type Slug CatcherIrfaan Taufiiqul Rayadi100% (1)
- Teg ContactorDocument4 paginiTeg ContactorrepentinezÎncă nu există evaluări
- Guide To Design AdsorberDocument99 paginiGuide To Design AdsorberLove Victim100% (1)
- Sequestering CO in The Built Environment: Calera CorporationDocument48 paginiSequestering CO in The Built Environment: Calera CorporationPassmore DubeÎncă nu există evaluări
- Natural Gas HydratesDocument39 paginiNatural Gas HydratesAbdullah AbdulmajeedÎncă nu există evaluări
- Optimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing PlantDocument6 paginiOptimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing Plant1412091090Încă nu există evaluări
- Main ReportDocument131 paginiMain ReportNicholas KwokÎncă nu există evaluări
- Hydrogen PropertiesDocument47 paginiHydrogen Propertiesfogler833Încă nu există evaluări
- Shell and Tube Heat Exchanger DesignDocument3 paginiShell and Tube Heat Exchanger Design1AdityaPathania1Încă nu există evaluări
- Membrane Based Gas SeparationDocument26 paginiMembrane Based Gas Separationhamid saeedizadeÎncă nu există evaluări
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocument9 paginiThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkÎncă nu există evaluări
- RefrigerationDocument64 paginiRefrigerationHeat.MotionÎncă nu există evaluări
- Molecular Sieve Sizing Sheet: Input Particle Type Data Particle Type Selection CalculationDocument3 paginiMolecular Sieve Sizing Sheet: Input Particle Type Data Particle Type Selection CalculationreninbabaskiÎncă nu există evaluări
- Cansolve TechnologiesDocument10 paginiCansolve TechnologiesBongibethu Msekeli HlabanoÎncă nu există evaluări
- TEG Dehydration Design BasisDocument6 paginiTEG Dehydration Design BasisWade Coleman100% (1)
- Development of CO2 Liquefaction Cycles For CO2 SequestratioDocument13 paginiDevelopment of CO2 Liquefaction Cycles For CO2 SequestratioFelipe Di Napoli GarciaÎncă nu există evaluări
- 5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDFDocument83 pagini5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDF许凉发Încă nu există evaluări
- Final - Report TEG PDFDocument59 paginiFinal - Report TEG PDFKev LhuillierÎncă nu există evaluări
- C 18.E Natural Gas SystemsDocument4 paginiC 18.E Natural Gas SystemsFelix Julio Céspedes SotoÎncă nu există evaluări
- Chee3004: Project 2Document43 paginiChee3004: Project 2faizzi100% (3)
- Kranji MYSEP Jan2011 WebDocument9 paginiKranji MYSEP Jan2011 Webdhl_tuÎncă nu există evaluări
- Hydrogen Production in ProgerssDocument21 paginiHydrogen Production in ProgerssAnonymous Tepy8LZzGW100% (1)
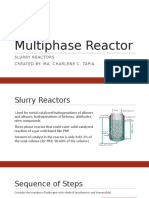
- Multiphase ReactorDocument37 paginiMultiphase ReactorMaria Charlene Caraos TapiaÎncă nu există evaluări
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 paginiMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemÎncă nu există evaluări
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 paginiDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedÎncă nu există evaluări
- CO2 Capture Optimization Using RSMDocument11 paginiCO2 Capture Optimization Using RSMiitgn007100% (1)
- M07 PDFDocument48 paginiM07 PDFAdrian GuzmanÎncă nu există evaluări
- Influence of Stripper Operating Parameters On The Performance of Amine II - Vacuum Stippers PDFDocument10 paginiInfluence of Stripper Operating Parameters On The Performance of Amine II - Vacuum Stippers PDFcargscribÎncă nu există evaluări
- Adsorption Tower DesignDocument12 paginiAdsorption Tower DesignbabuyuvarajÎncă nu există evaluări
- Estimate BOR in LNG Type C TankDocument14 paginiEstimate BOR in LNG Type C TankNgoVietCuongÎncă nu există evaluări
- Absorption Tower For CO2Document11 paginiAbsorption Tower For CO2ankitsamriaÎncă nu există evaluări
- Benitez Cap9Document44 paginiBenitez Cap9Srinivasa Rao VenkumahanthiÎncă nu există evaluări
- CO2 Removal AminesDocument18 paginiCO2 Removal AminesHamzaHashimÎncă nu există evaluări
- Amine AbsorberDocument4 paginiAmine AbsorberAnonymous v5uipHÎncă nu există evaluări
- Plant Design 2 Part 1Document75 paginiPlant Design 2 Part 1fareez aqmalÎncă nu există evaluări
- Problem Is The Result of Industry 'S Move To Use Higher PressuresDocument2 paginiProblem Is The Result of Industry 'S Move To Use Higher PressuresFadhliÎncă nu există evaluări
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument26 paginiMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignBrijesh0% (1)
- Aspen Plus Model For Entrained Flow Coal Gasifier PDFDocument35 paginiAspen Plus Model For Entrained Flow Coal Gasifier PDFSumit KaushikÎncă nu există evaluări
- Mist EliminatorDocument4 paginiMist Eliminatorherysyam1980Încă nu există evaluări
- NG DehydrationDocument212 paginiNG DehydrationAsadÎncă nu există evaluări
- Natural Gas Processing from Midstream to DownstreamDe la EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirÎncă nu există evaluări
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4De la EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Evaluare: 5 din 5 stele5/5 (1)
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28De la EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Încă nu există evaluări
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7De la EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Încă nu există evaluări
- Natural Gas Hydrates in Flow AssuranceDe la EverandNatural Gas Hydrates in Flow AssuranceCarolyn Ann KohEvaluare: 5 din 5 stele5/5 (1)
- Benford and Wassermann (1939a) - Mechanism of Addition To Double Bonds VI - Kinetics of Gaseous AssociationsDocument6 paginiBenford and Wassermann (1939a) - Mechanism of Addition To Double Bonds VI - Kinetics of Gaseous AssociationsbltzkrigÎncă nu există evaluări
- Benefits Highlights BrochureDocument6 paginiBenefits Highlights BrochurebltzkrigÎncă nu există evaluări
- Chickering (1981) - Thesis - Oxidative Dehydrogenation of N-Butane Over Mixed Metal Oxide CatalystsDocument145 paginiChickering (1981) - Thesis - Oxidative Dehydrogenation of N-Butane Over Mixed Metal Oxide CatalystsbltzkrigÎncă nu există evaluări
- Aspen Plus Workshop For Reaction EngineeringDocument44 paginiAspen Plus Workshop For Reaction EngineeringkotiÎncă nu există evaluări
- Big Bear Swimming - Summer ScheduleDocument1 paginăBig Bear Swimming - Summer SchedulebltzkrigÎncă nu există evaluări
- Zhang Et Al 2011Document11 paginiZhang Et Al 2011bltzkrigÎncă nu există evaluări
- Upper Back PainDocument3 paginiUpper Back PainbltzkrigÎncă nu există evaluări
- Darshan PatwardhanDocument3 paginiDarshan PatwardhanbltzkrigÎncă nu există evaluări
- Aminov - Efficacy of Reactor Vessels For Natural CircDocument6 paginiAminov - Efficacy of Reactor Vessels For Natural CircbltzkrigÎncă nu există evaluări
- Predesign With Safety in MindDocument11 paginiPredesign With Safety in Mindrudy_423522658Încă nu există evaluări
- 01 Teaching Front End Engineering Design FEEDDocument13 pagini01 Teaching Front End Engineering Design FEEDJoshua Johnson100% (4)
- Process Development ProcedureDocument4 paginiProcess Development ProcedurebltzkrigÎncă nu există evaluări
- Sloley - Properly Design Thermosyphon ReboilersDocument14 paginiSloley - Properly Design Thermosyphon Reboilersbltzkrig100% (4)
- Kim - CFD Analysis of Calandria CANDU-6Document10 paginiKim - CFD Analysis of Calandria CANDU-6bltzkrigÎncă nu există evaluări
- Impellers For Stirred Tank Bio ReactorsDocument4 paginiImpellers For Stirred Tank Bio ReactorsnemfodendoÎncă nu există evaluări
- FE Chem Apr 2009Document6 paginiFE Chem Apr 2009hotdog0Încă nu există evaluări
- The Polymer Primer - 1Document70 paginiThe Polymer Primer - 1bltzkrigÎncă nu există evaluări
- MC Kee - Thermosiphon Reboileres A ReviewDocument7 paginiMC Kee - Thermosiphon Reboileres A Reviewbltzkrig100% (1)
- WCC01 DownstreamDocument12 paginiWCC01 DownstreambltzkrigÎncă nu există evaluări
- Agitadores April06Document8 paginiAgitadores April06Karem Jeanette Saenz BernalÎncă nu există evaluări
- A Model For Estimating CO2 in Aq AlkanolaminesDocument1 paginăA Model For Estimating CO2 in Aq AlkanolaminesbltzkrigÎncă nu există evaluări
- Resin PricesDocument3 paginiResin PricesbltzkrigÎncă nu există evaluări
- Nash Liquid Ring Vacuum PumpsDocument6 paginiNash Liquid Ring Vacuum Pumpsbltzkrig100% (2)
- Buld Robust Reactor ModelsDocument16 paginiBuld Robust Reactor ModelsAmgad_SÎncă nu există evaluări
- Future Prospects For Production of Methanol and Hydrogen From BiomassDocument82 paginiFuture Prospects For Production of Methanol and Hydrogen From Biomassbltzkrig100% (1)
- Herzog (2002) - Carbon Sequestration by Mineral CarbonationDocument11 paginiHerzog (2002) - Carbon Sequestration by Mineral CarbonationbltzkrigÎncă nu există evaluări
- Determination of Kinetics in G-L Reaction Systems - An OverviewDocument22 paginiDetermination of Kinetics in G-L Reaction Systems - An OverviewbltzkrigÎncă nu există evaluări
- Bhargava - Wet Oxidation and Catalytic Wet OxidationDocument38 paginiBhargava - Wet Oxidation and Catalytic Wet OxidationbltzkrigÎncă nu există evaluări
- Methanol TechnologyDocument8 paginiMethanol TechnologybltzkrigÎncă nu există evaluări
- Drain Tech Valve Box SizesDocument5 paginiDrain Tech Valve Box SizesbltzkrigÎncă nu există evaluări
- EE TermsDocument25 paginiEE TermsKerr AgotÎncă nu există evaluări
- 3L11/3F11 SERIES / " Bimetal Disc ThermostatsDocument2 pagini3L11/3F11 SERIES / " Bimetal Disc ThermostatsBuitinės Technikos RemontasÎncă nu există evaluări
- User Manual of Egov 11.0 Implementation of It Solution For RVNL D3799 Document Version / DetailsDocument64 paginiUser Manual of Egov 11.0 Implementation of It Solution For RVNL D3799 Document Version / DetailsRVNLPKG6B VBL-GTLMÎncă nu există evaluări
- Shape of Water in Rotating Bucket - Physics Stack ExchangeDocument3 paginiShape of Water in Rotating Bucket - Physics Stack ExchangeHector TrianaÎncă nu există evaluări
- MDM Heiana Nadia Hamzah: Prepared byDocument50 paginiMDM Heiana Nadia Hamzah: Prepared bySyarfa FurzanneÎncă nu există evaluări
- Metric Ton Is 1000 KGDocument5 paginiMetric Ton Is 1000 KGmcpayodÎncă nu există evaluări
- Transom Analysis ComparisonDocument38 paginiTransom Analysis ComparisonRifky NetriadyÎncă nu există evaluări
- Alcatel 4029 EngDocument31 paginiAlcatel 4029 Engafsanto2000Încă nu există evaluări
- 1 - A Biomechanical Model To Predict Hand-Arm Vibration When UsingDocument7 pagini1 - A Biomechanical Model To Predict Hand-Arm Vibration When Usingkamel atiiaÎncă nu există evaluări
- 07a80809 OperationsresearchDocument11 pagini07a80809 OperationsresearchSharanya ThirichinapalliÎncă nu există evaluări
- Visvesvaraya Technological University: "Dijkstra'S Algorithm"Document34 paginiVisvesvaraya Technological University: "Dijkstra'S Algorithm"RASHMIÎncă nu există evaluări
- Palette For Colorfastness PilotDocument25 paginiPalette For Colorfastness Pilotjenal aripinÎncă nu există evaluări
- Elliptical Head Design ToolDocument1 paginăElliptical Head Design ToolSudjono BroÎncă nu există evaluări
- Pert PPT PresentationDocument13 paginiPert PPT PresentationDhanjay Das100% (2)
- ProNest 2012 Data SheetDocument2 paginiProNest 2012 Data Sheetalejandro777_eÎncă nu există evaluări
- Quadratic Equation - MATH IS FUNDocument8 paginiQuadratic Equation - MATH IS FUNChanchan LebumfacilÎncă nu există evaluări
- Confidence IntervalDocument22 paginiConfidence Intervallloyd balinsuaÎncă nu există evaluări
- Dw384 Spare Part ListDocument5 paginiDw384 Spare Part ListLuis Manuel Montoya RiveraÎncă nu există evaluări
- Lab Report Instructions - Isolation of Cinnamaldehyde - SP16Document4 paginiLab Report Instructions - Isolation of Cinnamaldehyde - SP16Al SharptonÎncă nu există evaluări
- VT Directed Io SpecDocument297 paginiVT Directed Io SpechobomanÎncă nu există evaluări
- Deflection of BeamsDocument109 paginiDeflection of BeamsNadir Khattak Jr.100% (1)
- Bipolar Junction Transistor ModelsDocument21 paginiBipolar Junction Transistor ModelsecedepttÎncă nu există evaluări
- Proact II WoodwardDocument67 paginiProact II WoodwardGabriel Paco LunaÎncă nu există evaluări
- Arduino - Wikipedia PDFDocument70 paginiArduino - Wikipedia PDFJheremy BayonetaÎncă nu există evaluări
- LANTUS XR Label InformationDocument17 paginiLANTUS XR Label InformationMichaelJonatanÎncă nu există evaluări
- 6991 1570 01a Symmetrix Catalogue English Lowres Tcm830-1777630Document66 pagini6991 1570 01a Symmetrix Catalogue English Lowres Tcm830-1777630Jacky_LEOLEOÎncă nu există evaluări
- Catamaran AnalysisDocument83 paginiCatamaran AnalysisbhukthaÎncă nu există evaluări
- Problem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KDocument10 paginiProblem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KRomel DecenillaÎncă nu există evaluări