S-ar putea să vă placă și
- HEMM Dumper07Document13 paginiHEMM Dumper07miningnova2Încă nu există evaluări
- Reliability, Maintainability & Availability IntroductionDocument42 paginiReliability, Maintainability & Availability IntroductionVinoth KumarÎncă nu există evaluări
- Machine Profiles: D11R Track-Type TractorsDocument6 paginiMachine Profiles: D11R Track-Type TractorsJavier Pagan TorresÎncă nu există evaluări
- Haul Truck Fuel Consumption - PublishedDocument6 paginiHaul Truck Fuel Consumption - PublishedAhmed IdiÎncă nu există evaluări
- Machine Profiles: 789, 789B and 789C Construction and Mining TrucksDocument8 paginiMachine Profiles: 789, 789B and 789C Construction and Mining TrucksJavier Pagan TorresÎncă nu există evaluări
- Pub - The Physics of The Standard Model and Beyond PDFDocument314 paginiPub - The Physics of The Standard Model and Beyond PDFEduardo Gareca100% (2)
- Study of Dumper Cycle Time Optimization at Katamati Iron Ore MineDocument25 paginiStudy of Dumper Cycle Time Optimization at Katamati Iron Ore Minesunilsinghm100% (1)
- Exponential & Logarithmic FunctionsDocument13 paginiExponential & Logarithmic FunctionsRahul SankaranÎncă nu există evaluări
- Mining Performance Metrics IIDocument79 paginiMining Performance Metrics IIpuput utomo100% (3)
- SOS Fluid Analysis: Maintenance Products & ServicesDocument53 paginiSOS Fluid Analysis: Maintenance Products & ServicesVane Gamboa MedinaÎncă nu există evaluări
- Equipment Maint Strategies by CaterpillarDocument45 paginiEquipment Maint Strategies by CaterpillarSohibul AminÎncă nu există evaluări
- Four-Pass Loading - Myth or Must-HaveDocument9 paginiFour-Pass Loading - Myth or Must-HaveRobert KnightÎncă nu există evaluări
- HEMM Maintenance - ConceptDocument12 paginiHEMM Maintenance - ConceptDinesh Kumar MaliÎncă nu există evaluări
- Zarlino-On The ModesDocument150 paginiZarlino-On The ModesPartituraDireccion100% (1)
- Oil Iso TablesDocument9 paginiOil Iso TablesSilvana Harrison100% (1)
- Haul Truck Fuel Consumption - PublishedDocument6 paginiHaul Truck Fuel Consumption - PublishedSudhaakar MNÎncă nu există evaluări
- Gabion Retaining Wall Design GuideDocument30 paginiGabion Retaining Wall Design GuideThomas Hill80% (5)
- Defect EliminationDocument4 paginiDefect EliminationHossein100% (1)
- Condition Based Maintenance (CBM)Document2 paginiCondition Based Maintenance (CBM)BassemÎncă nu există evaluări
- Life Cylcle CostingDocument11 paginiLife Cylcle CostingBiniyam12Încă nu există evaluări
- Improving Truck-Shovel Matching PerformanceDocument20 paginiImproving Truck-Shovel Matching PerformanceRoger Sucapuca Rondan100% (1)
- THKDocument1.901 paginiTHKapi-26356646Încă nu există evaluări
- Modern Outlook To Condition Based Maintenance On Board Merchant ShipsDocument19 paginiModern Outlook To Condition Based Maintenance On Board Merchant ShipsSaptarshi Basu100% (2)
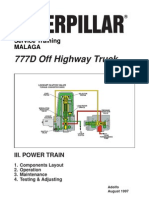
- 777D Off Highway Truck: Service Training MalagaDocument46 pagini777D Off Highway Truck: Service Training Malagajose10001100% (4)
- Tyre Maintenance IN Opencast Mines: Chandan ChamanDocument41 paginiTyre Maintenance IN Opencast Mines: Chandan ChamanSaurabh Jha100% (2)
- RCA Next Level Failure AnalysisDocument53 paginiRCA Next Level Failure AnalysisJay100% (1)
- Pressure Ake Int Absolute Stage Last of Pressure e Arg Disch AbsoluteDocument8 paginiPressure Ake Int Absolute Stage Last of Pressure e Arg Disch Absolutemasih tadayonÎncă nu există evaluări
- Fundamental Safety Engineering ConceptsDocument5 paginiFundamental Safety Engineering ConceptsMohamed El KikiÎncă nu există evaluări
- Mining Equipment Maintenance PDFDocument93 paginiMining Equipment Maintenance PDFGanapati Hegde100% (1)
- Off-Highway Truck: Engine Operating Specifi CationsDocument28 paginiOff-Highway Truck: Engine Operating Specifi CationsAndy ChanÎncă nu există evaluări
- 3.0 Maintainability and AvailabilityDocument14 pagini3.0 Maintainability and AvailabilityAzaly BuangÎncă nu există evaluări
- Catalog Mining Truck 793f CaterpillarDocument28 paginiCatalog Mining Truck 793f CaterpillardiegoÎncă nu există evaluări
- Predictive MaintenanceDocument9 paginiPredictive MaintenanceGabo García GranizoÎncă nu există evaluări
- Haul Road Defect Identification UsingDocument11 paginiHaul Road Defect Identification UsingDavid Esteban Meneses Rendic100% (1)
- 4.6 Fans and BlowersDocument6 pagini4.6 Fans and Blowerssrimant1984Încă nu există evaluări
- Mining Equipment MaintenanceDocument93 paginiMining Equipment Maintenancerobiged100% (3)
- Modular Mining Systems The Ultimate Step-By-Step GuideDe la EverandModular Mining Systems The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Selection of Mining EquipmentDocument8 paginiSelection of Mining Equipmentडॉ.रबिन्द्रकुमारसिन्हा100% (1)
- Cost of Owning and Operating ConstructioDocument11 paginiCost of Owning and Operating ConstructiohainguyenbkvhvÎncă nu există evaluări
- Reliability Centred Maintenance RCM For Heavy EartDocument6 paginiReliability Centred Maintenance RCM For Heavy EartpsalaspaÎncă nu există evaluări
- Continous MinerDocument27 paginiContinous MinerSohil BakshiÎncă nu există evaluări
- VFD Pumping SystemsDocument22 paginiVFD Pumping Systemsrajurajangam100% (1)
- Methods For Assessing The Stability of Slopes During Earthquakes-A Retrospective 1Document3 paginiMethods For Assessing The Stability of Slopes During Earthquakes-A Retrospective 1ilijarskÎncă nu există evaluări
- 3 Loading ConsiderationsDocument32 pagini3 Loading ConsiderationsHerudi Eng100% (1)
- Examples On Cycle TimeDocument44 paginiExamples On Cycle Timeabiodun0% (1)
- RCM For Automated Mining MachineryDocument86 paginiRCM For Automated Mining MachineryHugoCabanillasÎncă nu există evaluări
- Reliability Strategies for Advanced MaintenanceDocument105 paginiReliability Strategies for Advanced MaintenanceMuhammad Amru Yazid100% (1)
- Maintenance ManagementDocument28 paginiMaintenance ManagementAbdul RashidÎncă nu există evaluări
- Idle Time Analysis of Mining Equipment Using Pareto Principle - A Case StudyDocument5 paginiIdle Time Analysis of Mining Equipment Using Pareto Principle - A Case StudyIAEME PublicationÎncă nu există evaluări
- 2018 Cre Bok MapDocument16 pagini2018 Cre Bok MapEdgar Efrain ChoquehuancaÎncă nu există evaluări
- Six Steps To Condition Based Maintenance - GoodDocument3 paginiSix Steps To Condition Based Maintenance - GoodSelvaraj BalasundramÎncă nu există evaluări
- Rotating Equipment & ServiceDocument12 paginiRotating Equipment & Servicenurkasih119Încă nu există evaluări
- Unit V Reliability Apr 06 2020Document56 paginiUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamÎncă nu există evaluări
- RAMS in The Railway 01Document7 paginiRAMS in The Railway 01Ugljesa Milovic67% (3)
- Simplifying Mining Maintenance: A Practical Guide to Building a Culture That Prevents Breakdowns and Increases ProfitsDe la EverandSimplifying Mining Maintenance: A Practical Guide to Building a Culture That Prevents Breakdowns and Increases ProfitsEvaluare: 3.5 din 5 stele3.5/5 (2)
- Capacity Utilization of Mining MachineryDocument19 paginiCapacity Utilization of Mining MachinerykhaninÎncă nu există evaluări
- Haulroad: Design and Maintenance Guide Design and MaintenanceDocument11 paginiHaulroad: Design and Maintenance Guide Design and MaintenanceAdie Survei PemetaanÎncă nu există evaluări
- Minings Next Performance HorizonDocument14 paginiMinings Next Performance HorizonRegina RosarioÎncă nu există evaluări
- Determinationofshovel Truckproductivitiesinopen Pitmines 2014Document6 paginiDeterminationofshovel Truckproductivitiesinopen Pitmines 2014sai krishnaÎncă nu există evaluări
- TPM Framework For Underground Mobile Mining Equipment A Case StudyDocument16 paginiTPM Framework For Underground Mobile Mining Equipment A Case StudyTiago HenriquesÎncă nu există evaluări
- Failure Analysis of Belt Conveyor SystemsDocument17 paginiFailure Analysis of Belt Conveyor SystemsGogyÎncă nu există evaluări
- A Reliability Analysis For Grinding ProcessDocument68 paginiA Reliability Analysis For Grinding ProcessBenÎncă nu există evaluări
- Article - 9 Types of MaintenanceDocument14 paginiArticle - 9 Types of Maintenanceookyilwin3795Încă nu există evaluări
- Defect EliminationDocument8 paginiDefect EliminationHariKishore SudarsanamÎncă nu există evaluări
- Shovel Starting Current PDFDocument32 paginiShovel Starting Current PDFamrit90320100% (1)
- HEMM - Performance Analysys - Terminology of Mining Performance MetricDocument24 paginiHEMM - Performance Analysys - Terminology of Mining Performance Metricfakhri ramadhanÎncă nu există evaluări
- Technical Data Earthmover TyresDocument1 paginăTechnical Data Earthmover TyresThiago Lisboa GuimarãesÎncă nu există evaluări
- Lubrication: 9.1 Lubrication Amount For The Forced Lubrication MethodDocument12 paginiLubrication: 9.1 Lubrication Amount For The Forced Lubrication Methodjorgeluis2000Încă nu există evaluări
- Software For Calculation of Hydrodynamic PlainDocument9 paginiSoftware For Calculation of Hydrodynamic Plainjorgeluis2000Încă nu există evaluări
- Critical SpeedDocument3 paginiCritical Speedjorgeluis2000Încă nu există evaluări
- 4.1 BoilerDocument10 pagini4.1 BoilerSURESHHALDIPURÎncă nu există evaluări
- ControlDocument12 paginiControljorgeluis2000Încă nu există evaluări
- Crystal Chem Crystallography: - Chemistry Behind Minerals and How They Are AssembledDocument33 paginiCrystal Chem Crystallography: - Chemistry Behind Minerals and How They Are AssembledArkodip MandalÎncă nu există evaluări
- PresiometroDocument25 paginiPresiometrojoseprepaÎncă nu există evaluări
- ITTC Validation of ManoeuvringDocument11 paginiITTC Validation of ManoeuvringFelipe IlhaÎncă nu există evaluări
- ABC-S Plus Web Info '08Document4 paginiABC-S Plus Web Info '08anon-331232Încă nu există evaluări
- Velocity profiles and incompressible flow field equationsDocument2 paginiVelocity profiles and incompressible flow field equationsAbdul ArifÎncă nu există evaluări
- ISCOM HT803 DatasheetDocument2 paginiISCOM HT803 Datasheetnmc79Încă nu există evaluări
- XS Power Batteries D Series InstructionsDocument2 paginiXS Power Batteries D Series InstructionsAutopiezas PanaÎncă nu există evaluări
- Public Key Cryptography: S. Erfani, ECE Dept., University of Windsor 0688-558-01 Network SecurityDocument7 paginiPublic Key Cryptography: S. Erfani, ECE Dept., University of Windsor 0688-558-01 Network SecurityAbrasaxEimi370Încă nu există evaluări
- Convert MBR Disk To GPT DiskDocument5 paginiConvert MBR Disk To GPT Diskjelenjek83Încă nu există evaluări
- Nord Factory Restore Instructions Edition CDocument1 paginăNord Factory Restore Instructions Edition CTonino CannavacciuoloÎncă nu există evaluări
- Instrument Resume OIL and GAS.Document3 paginiInstrument Resume OIL and GAS.RTI PLACEMENT CELLÎncă nu există evaluări
- Biology - Physics Chemistry MCQS: Gyanm'S General Awareness - November 2014Document13 paginiBiology - Physics Chemistry MCQS: Gyanm'S General Awareness - November 2014santosh.manojÎncă nu există evaluări
- San Unit-Wise QuestionsDocument6 paginiSan Unit-Wise QuestionsSushmitha KodupakaÎncă nu există evaluări
- HFM Currency CubeDocument2 paginiHFM Currency CubeSudhakar kÎncă nu există evaluări
- Developmental Morphology and Physiology of GrassesDocument26 paginiDevelopmental Morphology and Physiology of GrassesAnonymous xGVfcqÎncă nu există evaluări
- 3RP15 05-1aDocument3 pagini3RP15 05-1atycristinaÎncă nu există evaluări
- 2.6 Rational Functions Asymptotes TutorialDocument30 pagini2.6 Rational Functions Asymptotes TutorialAljun Aldava BadeÎncă nu există evaluări
- Regeln Map 2Document2 paginiRegeln Map 2bruno.wetzelÎncă nu există evaluări
- The Machining of Brake DiscsDocument8 paginiThe Machining of Brake DiscsBusu Cyp100% (1)
- Network Layer: Computer Networking: A Top Down ApproachDocument83 paginiNetwork Layer: Computer Networking: A Top Down ApproachMuhammad Bin ShehzadÎncă nu există evaluări
- Data AnalysisDocument7 paginiData AnalysisAndrea MejiaÎncă nu există evaluări
- 1 05 Lab Crime Scene Sketch GADocument2 pagini1 05 Lab Crime Scene Sketch GAthis is hardly gonna be usedÎncă nu există evaluări
- QAF10A200S TheTimkenCompany 2DSalesDrawing 03 06 2023Document1 paginăQAF10A200S TheTimkenCompany 2DSalesDrawing 03 06 2023LeroyÎncă nu există evaluări
- Design of Shaft Straightening MachineDocument58 paginiDesign of Shaft Straightening MachineChiragPhadkeÎncă nu există evaluări