S-ar putea să vă placă și
- Pruebas y Ajustes C27 y C32 Motores para Máquinas Construidas Por CaterpillarDocument6 paginiPruebas y Ajustes C27 y C32 Motores para Máquinas Construidas Por CaterpillarlhÎncă nu există evaluări
- Normas mexicanas NMXDocument4 paginiNormas mexicanas NMXItzel Figueroa CÎncă nu există evaluări
- Tractores y Motores AgricolasDocument428 paginiTractores y Motores AgricolasHugo Sanchez67% (3)
- Manual de Operacion y Mantenimiento Del ChillerDocument11 paginiManual de Operacion y Mantenimiento Del ChillerCesar Augusto Sayritupac Chipana100% (5)
- Sistema de combustible electrónico Quantum de Cummins - Menos deDocument41 paginiSistema de combustible electrónico Quantum de Cummins - Menos dejosueÎncă nu există evaluări
- Manual Chevrolet Spark InicioDocument17 paginiManual Chevrolet Spark InicioKevin Gonzalez100% (1)
- Plan de Trabajo Instalaciones EléctricasDocument7 paginiPlan de Trabajo Instalaciones EléctricasCesar Augusto Sayritupac Chipana100% (1)
- Encendido NISSAN GA-15 ÓpticoDocument6 paginiEncendido NISSAN GA-15 ÓpticoKevin Rene Maita Loayza100% (1)
- Hibridos EnchufablesDocument703 paginiHibridos EnchufablesJorge Sabio100% (1)
- Manual de Soldadura Oerlikon EXSA S.A.Document146 paginiManual de Soldadura Oerlikon EXSA S.A.Leo Garcia Diaz100% (1)
- DODGE RAM 5,9 L - DieselDocument2 paginiDODGE RAM 5,9 L - DieselLeonardo Javier CamposÎncă nu există evaluări
- Introducción Acero 11-5 (Autoguardado)Document15 paginiIntroducción Acero 11-5 (Autoguardado)Jorge SilvaÎncă nu există evaluări
- Soldadura Por Arco Eléctrico22Document41 paginiSoldadura Por Arco Eléctrico22Antonio Villa VillaÎncă nu există evaluări
- Unidad 4 3. A Partir de Un Caso Elaborar Un Reporte.Document5 paginiUnidad 4 3. A Partir de Un Caso Elaborar Un Reporte.Edwuyn Hern�ndez RamosÎncă nu există evaluări
- 2 Uniones MecanicasDocument60 pagini2 Uniones MecanicasCarlos BalderaÎncă nu există evaluări
- Proceso de Soldadura SmawDocument17 paginiProceso de Soldadura SmawRJ GilÎncă nu există evaluări
- Normas Din y IsoDocument6 paginiNormas Din y IsoFrankÎncă nu există evaluări
- Cosechadoras John Deere 3520Document134 paginiCosechadoras John Deere 3520Darwing100% (1)
- Catalogo de Partes BwsDocument52 paginiCatalogo de Partes BwsVictor Hugo Aguirre Rendón100% (11)
- Principios MetalurgiaDocument74 paginiPrincipios MetalurgiaAhora Con Todo PepitoÎncă nu există evaluări
- Soldadura Por Arco ElectricoDocument4 paginiSoldadura Por Arco Electrico[GT]MÂRRØQÚÎŃ 77100% (1)
- Modelo de Corte OrtogonalDocument10 paginiModelo de Corte OrtogonalmariaÎncă nu există evaluări
- Trabajo Final de MATEMÁTICA Y CIENCIAS BÁSICAS APLICADAS A LA SOLDADURADocument12 paginiTrabajo Final de MATEMÁTICA Y CIENCIAS BÁSICAS APLICADAS A LA SOLDADURAFrancys RamosÎncă nu există evaluări
- Ley Federal Sobre Metrología y NormalizaciónDocument6 paginiLey Federal Sobre Metrología y NormalizaciónDaniel Omar CorreaÎncă nu există evaluări
- Clasificacion de Instrumentos de MedicionDocument2 paginiClasificacion de Instrumentos de MedicionHector PavlovichÎncă nu există evaluări
- Produccion de ArrabioDocument10 paginiProduccion de Arrabiodavidm_143100% (1)
- Torno - Frezadora y TaladradoraDocument26 paginiTorno - Frezadora y TaladradoraismoliÎncă nu există evaluări
- Torneado de PeónDocument3 paginiTorneado de PeónMartín Leonel Vizcarra GómezÎncă nu există evaluări
- Seguridad en El Taller de MaquinadosDocument11 paginiSeguridad en El Taller de MaquinadosAlex HdezÎncă nu există evaluări
- Estructura Cristalina de Los MaterialesDocument176 paginiEstructura Cristalina de Los MaterialesBaruc GalindoÎncă nu există evaluări
- FundicionDocument5 paginiFundicionAmali Chura MamaniÎncă nu există evaluări
- Manejo y Almacenamiento de LubricantesDocument5 paginiManejo y Almacenamiento de LubricantesJose Costeño Jimenez BarcenasÎncă nu există evaluări
- Introduccion A La Ingenieria PDFDocument27 paginiIntroduccion A La Ingenieria PDFJuanRafaelÎncă nu există evaluări
- Rutas Tecnológicas de La Producción Del AceroDocument8 paginiRutas Tecnológicas de La Producción Del Acerodenarira1404Încă nu există evaluări
- Tratamientos TermoquimicosDocument11 paginiTratamientos TermoquimicosazaelÎncă nu există evaluări
- 1.1 Historia de Los Procesos de FabricaciónDocument7 pagini1.1 Historia de Los Procesos de FabricaciónENRIQUE SANCHEZÎncă nu există evaluări
- Tecnologia de Las Herramientas de CorteDocument16 paginiTecnologia de Las Herramientas de CorteYoanela VargasÎncă nu există evaluări
- Introduccion A Los Procesos de SoldaduraDocument15 paginiIntroduccion A Los Procesos de Soldadurajose mendezÎncă nu există evaluări
- Ensayo JominyDocument5 paginiEnsayo JominyKattyCasaÎncă nu există evaluări
- Calibrador de AlturasDocument10 paginiCalibrador de AlturasAnna Karen M100% (1)
- Descripción de Una Planta de Control Automático deDocument30 paginiDescripción de Una Planta de Control Automático deLlim Alany AbregÎncă nu există evaluări
- Materiales Utilizados en La Fabricación MecánicaDocument30 paginiMateriales Utilizados en La Fabricación MecánicaOrlandoPelaezChilonÎncă nu există evaluări
- Tipos de FallasDocument17 paginiTipos de FallasedgarÎncă nu există evaluări
- NormasDocument3 paginiNormasLuis Alfaro Cantante0% (2)
- DIFUSION (Movilidad de Los Atomos)Document8 paginiDIFUSION (Movilidad de Los Atomos)Gilberto Mel AlvÎncă nu există evaluări
- Principios NOM-001Document10 paginiPrincipios NOM-001Cinthia FelixÎncă nu există evaluări
- Alivio de Tensiones ResidualesDocument3 paginiAlivio de Tensiones ResidualesAlex ChoqueÎncă nu există evaluări
- Circuitos CombinacionalesDocument36 paginiCircuitos CombinacionalesVictor CobÎncă nu există evaluări
- Zaida Proceso de Produccion de NiquelDocument23 paginiZaida Proceso de Produccion de NiquelMairet Chacon100% (1)
- Metalurgia y Materiales CerámicosDocument2 paginiMetalurgia y Materiales CerámicosOrlandoAguilarZavalzaÎncă nu există evaluări
- Estructuras Cristalinas de Los MaterialesDocument19 paginiEstructuras Cristalinas de Los MaterialesCesar RedloÎncă nu există evaluări
- Proceso Del TempleDocument8 paginiProceso Del Templejosem_itqÎncă nu există evaluări
- Partes de Una MatrizDocument15 paginiPartes de Una MatrizEver JohelÎncă nu există evaluări
- Solidificación de metalesDocument62 paginiSolidificación de metalesJose Fernando Zamalloa BarrantesÎncă nu există evaluări
- Teoria de Corte y MaterialesDocument9 paginiTeoria de Corte y MaterialesAntony Alexander Piña ColinaÎncă nu există evaluări
- Pruebas destructivas materialesDocument9 paginiPruebas destructivas materialesLiz HerediaÎncă nu există evaluări
- Práctica No. 1 Elaboración de Una Lista de Productos Que Cumplen Con Las NOM y NMXDocument10 paginiPráctica No. 1 Elaboración de Una Lista de Productos Que Cumplen Con Las NOM y NMXAlejandra HinojosÎncă nu există evaluări
- Unidad 1 Estructura y Propiedad de Los Materiales 1Document46 paginiUnidad 1 Estructura y Propiedad de Los Materiales 1ErickÎncă nu există evaluări
- Arquitectura PLC y señalesDocument3 paginiArquitectura PLC y señalesCristhian GuidoÎncă nu există evaluări
- 6-Transformaciones Fuera Del EquilibrioDocument6 pagini6-Transformaciones Fuera Del EquilibrioDiego KelmÎncă nu există evaluări
- Factores Que Influyen en La Templabilidad de Los AcerosDocument27 paginiFactores Que Influyen en La Templabilidad de Los AcerosEdward Giron0% (1)
- TEMA 13 - PREPARACION DE LOS BORDES OkDocument5 paginiTEMA 13 - PREPARACION DE LOS BORDES OkPablo Fernandez AlonsoÎncă nu există evaluări
- Equipo de Seguridad IndustrialDocument8 paginiEquipo de Seguridad IndustrialAnonymous UwN8zooLAÎncă nu există evaluări
- Problemas de Física Iv Primer ParcialDocument16 paginiProblemas de Física Iv Primer ParcialLeslie LewisÎncă nu există evaluări
- Generalidades Del Tratamiento Termico Del AceroDocument10 paginiGeneralidades Del Tratamiento Termico Del AceroJulio GutierrezÎncă nu există evaluări
- Cautin 2Document5 paginiCautin 2Francisco BricenoÎncă nu există evaluări
- Obtención de cobre a partir de azuritaDocument10 paginiObtención de cobre a partir de azuritaJenn AyalaÎncă nu există evaluări
- Preparación de La Probeta MetalográficaDocument4 paginiPreparación de La Probeta MetalográficaJhefersonMontoyaCcoylloÎncă nu există evaluări
- Taller Mecanico SoldaduraDocument36 paginiTaller Mecanico SoldaduraFernando HuarocÎncă nu există evaluări
- U.T. 5 Soldadura Electrica Con Electrodos RevestidosDocument59 paginiU.T. 5 Soldadura Electrica Con Electrodos RevestidoshecferÎncă nu există evaluări
- Normas AwsDocument25 paginiNormas AwsalexÎncă nu există evaluări
- Transferencia de CalorDocument20 paginiTransferencia de CalorCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Estructura de Capítulos de Tesis 201801Document4 paginiEstructura de Capítulos de Tesis 201801Richard Michael Romero IncheÎncă nu există evaluări
- Perfil TécnicoDocument12 paginiPerfil TécnicoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Perfil TécnicoDocument12 paginiPerfil TécnicoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Perfil TécnicoDocument12 paginiPerfil TécnicoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
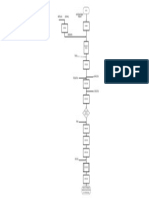
- Diagrama de Flujo Yogurt UltimoDocument1 paginăDiagrama de Flujo Yogurt UltimoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- GIORDANODocument5 paginiGIORDANOCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Ta1 Primer AvanceDocument4 paginiTa1 Primer AvanceCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Ta1 Primer AvanceDocument4 paginiTa1 Primer AvanceCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Giordano 5 y 6Document1 paginăGiordano 5 y 6Cesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Perfil TécnicoDocument12 paginiPerfil TécnicoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Perfil TécnicoDocument12 paginiPerfil TécnicoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Maquinarias PorfisaDocument7 paginiMaquinarias PorfisaCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Perfil TécnicoDocument12 paginiPerfil TécnicoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Marketing-Cap.7 - EL PRODUCTO PDFDocument44 paginiMarketing-Cap.7 - EL PRODUCTO PDFCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Carbon PeruDocument10 paginiCarbon PeruCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Marketing-Cap.7 - EL PRODUCTO PDFDocument44 paginiMarketing-Cap.7 - EL PRODUCTO PDFCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Plano de Ubicación GeneralDocument1 paginăPlano de Ubicación GeneralCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Marketing 1Document57 paginiMarketing 1Cesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Carta de Compromiso PorfisaDocument1 paginăCarta de Compromiso PorfisaCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- HumanismoDocument1 paginăHumanismoCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- HumanismoDocument1 paginăHumanismoandruzanchezÎncă nu există evaluări
- Documento 07Document2 paginiDocumento 07Cesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Capa de Ozono y Vortice PolarDocument25 paginiCapa de Ozono y Vortice PolarCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Tablas y Diagramas TermodinámicosDocument18 paginiTablas y Diagramas TermodinámicosCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Políticas Genéricas y Especificas de Los Productos Activos Del Banco GNBDocument1 paginăPolíticas Genéricas y Especificas de Los Productos Activos Del Banco GNBCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Leyenda Domotica y TablerosDocument5 paginiLeyenda Domotica y TablerosCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Problemas de TermodinamicaDocument6 paginiProblemas de TermodinamicaCesar Augusto Sayritupac ChipanaÎncă nu există evaluări
- Guia Gasolina 1Document23 paginiGuia Gasolina 1Christian JavierÎncă nu există evaluări
- Balancines motores 40Document9 paginiBalancines motores 40WILMER ACOSTA VELAÎncă nu există evaluări
- Cuaderno de Informes Semana 1Document12 paginiCuaderno de Informes Semana 1angel davidÎncă nu există evaluări
- Automotriz Informe Reparacion Del MotorDocument17 paginiAutomotriz Informe Reparacion Del MotorLuceroAlejandraHuamaníÎncă nu există evaluări
- Examen Celadorconductor PDocument36 paginiExamen Celadorconductor PJose Jimenez OchoaÎncă nu există evaluări
- Motores de Combustion Interna LABORATORIO 1Document14 paginiMotores de Combustion Interna LABORATORIO 1Paolo Medina RamosÎncă nu există evaluări
- Física en procesos industriales: ondas, fuerzas y grúasDocument4 paginiFísica en procesos industriales: ondas, fuerzas y grúasSherity Maffet GonzálezÎncă nu există evaluări
- 2012 Parsun DespieceDocument132 pagini2012 Parsun DespiecefermuroÎncă nu există evaluări
- Page 0113Document1 paginăPage 0113james rodriguezÎncă nu există evaluări
- Especificaciones Tecnicas de MaquinariasDocument15 paginiEspecificaciones Tecnicas de MaquinariasJesus Jimenez GamezÎncă nu există evaluări
- Modulo Maquinaria y MecanizacionDocument203 paginiModulo Maquinaria y MecanizacionEstefania Rojas100% (3)
- Diaz Edison Informe Del Proyecto FinalDocument12 paginiDiaz Edison Informe Del Proyecto FinalEdi JCÎncă nu există evaluări
- Manual Afinamiento Motores Diesel Sistema Combustibe Bomba Alimentacion Inyectores Hidraulicos SenatiDocument6 paginiManual Afinamiento Motores Diesel Sistema Combustibe Bomba Alimentacion Inyectores Hidraulicos Senatijhonatan sanmartinÎncă nu există evaluări
- Desmontaje y MontajeDocument12 paginiDesmontaje y MontajeJohn Francis GatesÎncă nu există evaluări
- Cadenas de Distribucion Montar y DesmontarDocument6 paginiCadenas de Distribucion Montar y DesmontarMisa GamezÎncă nu există evaluări
- Identificación de Terminales de Un CompresorDocument35 paginiIdentificación de Terminales de Un CompresorGersonAlanÎncă nu există evaluări
- Catálogo TRUCK FRIO (Thermoking) 2021Document16 paginiCatálogo TRUCK FRIO (Thermoking) 2021Jose CarlosÎncă nu există evaluări
- Anteproyecto Aceitesv 1Document12 paginiAnteproyecto Aceitesv 1Carlos Julio BriceñoÎncă nu există evaluări
- Dendroenergía. Combustibles Sólidos, Líquidos y Gaseosos. Clasificación, Tecnologías de Transformación en DendroenergíaDocument48 paginiDendroenergía. Combustibles Sólidos, Líquidos y Gaseosos. Clasificación, Tecnologías de Transformación en DendroenergíaWilly MejíaÎncă nu există evaluări
- Taller 1 - Culata 2019-IDocument9 paginiTaller 1 - Culata 2019-IAlexis Huayta YerbaÎncă nu există evaluări
- Memoria HidraulicaDocument83 paginiMemoria HidraulicaHUGO SARAOZÎncă nu există evaluări