S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Red Zuma Project - Part-1Document5 paginiRed Zuma Project - Part-1Zeeshan Ali100% (2)
- MBA Curriculum Review 2017Document61 paginiMBA Curriculum Review 2017AhmedÎncă nu există evaluări
- Linear Programming - Graphical SolutionDocument17 paginiLinear Programming - Graphical SolutionTunisha Bhadauria100% (1)
- Operation Research Question PaperDocument23 paginiOperation Research Question PaperNavleen KaurÎncă nu există evaluări
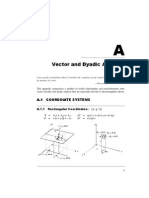
- Dyadics IdentitiesDocument22 paginiDyadics IdentitiesManu SwarnkarÎncă nu există evaluări
- A Guide To Numerical Methods (Dmitri Kuzmin)Document226 paginiA Guide To Numerical Methods (Dmitri Kuzmin)Angela GarciaÎncă nu există evaluări
- Classification of Optimization ProblemsDocument19 paginiClassification of Optimization ProblemsShaikh M Ibrahim100% (5)
- Review On Vehicle Routing ProblemDocument8 paginiReview On Vehicle Routing ProblemKiran MadhavanÎncă nu există evaluări
- LPP Project - Profit Maximization Through Optimization TechniqueDocument38 paginiLPP Project - Profit Maximization Through Optimization TechniqueMonish Ansari100% (2)
- Jablonsky SANNA ApliDocument8 paginiJablonsky SANNA ApliTatan OkehÎncă nu există evaluări
- MainDocument29 paginiMainLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Combo Box Depend Ient EsDocument2 paginiCombo Box Depend Ient EsLuis Carlos Gonzales RengifoÎncă nu există evaluări
- 1 s2.0 S1110016816000090 Main - 3Document9 pagini1 s2.0 S1110016816000090 Main - 3Luis Carlos Gonzales RengifoÎncă nu există evaluări
- Information Fusion: Hai Wang, Zeshui XuDocument7 paginiInformation Fusion: Hai Wang, Zeshui XuLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Hesitant Fuzzy Linguistic Term Sets: Rmrodrig@ujaen - Es, Martin@ujaen - EsDocument9 paginiHesitant Fuzzy Linguistic Term Sets: Rmrodrig@ujaen - Es, Martin@ujaen - EsLuis Carlos Gonzales RengifoÎncă nu există evaluări
- GA With A New Maximal Information Coefficient Based Mutation-LibreDocument6 paginiGA With A New Maximal Information Coefficient Based Mutation-LibreLuis Carlos Gonzales RengifoÎncă nu există evaluări
- 1 s2.0 S0019995872901994 MainDocument12 pagini1 s2.0 S0019995872901994 MainLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Han 2015Document20 paginiHan 2015Luis Carlos Gonzales RengifoÎncă nu există evaluări
- Financial Engineering & Risk Management: Review of Basic ProbabilityDocument46 paginiFinancial Engineering & Risk Management: Review of Basic Probabilityshanky1124Încă nu există evaluări
- 16 June11Document9 pagini16 June11Luis Carlos Gonzales RengifoÎncă nu există evaluări
- Tying Erp To Shop FloorDocument6 paginiTying Erp To Shop FloorLuis Carlos Gonzales RengifoÎncă nu există evaluări
- 16 June11Document9 pagini16 June11Luis Carlos Gonzales RengifoÎncă nu există evaluări
- 10.1007@978 3 319 23350 55Document22 pagini10.1007@978 3 319 23350 55Luis Carlos Gonzales RengifoÎncă nu există evaluări
- The Impact of Institutional Forces On Software Metrics ProgramDocument16 paginiThe Impact of Institutional Forces On Software Metrics ProgramLuis Carlos Gonzales RengifoÎncă nu există evaluări
- A Neuro-Fuzzy Approach For Estimating Mean ResidualDocument14 paginiA Neuro-Fuzzy Approach For Estimating Mean ResidualLuis Carlos Gonzales RengifoÎncă nu există evaluări
- FTP OPerador IFOWGDocument30 paginiFTP OPerador IFOWGLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Papers I Max RevDocument20 paginiPapers I Max RevLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Orthogonal Least Squares Learning Algorithm For Radial Basis Function NetworksDocument8 paginiOrthogonal Least Squares Learning Algorithm For Radial Basis Function NetworksLuis Carlos Gonzales RengifoÎncă nu există evaluări
- NnsDocument6 paginiNnsLuis Carlos Gonzales RengifoÎncă nu există evaluări
- A Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsDocument18 paginiA Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Performance and Evaluation of Make-To-Order Manufacturing SystemDocument5 paginiPerformance and Evaluation of Make-To-Order Manufacturing SystemLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Orthogonal ECPDocument14 paginiOrthogonal ECPLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Fuzzy-Algorithmic Reliability Analysis (Very Important)Document13 paginiFuzzy-Algorithmic Reliability Analysis (Very Important)Luis Carlos Gonzales RengifoÎncă nu există evaluări
- Cranfield UniversityDocument403 paginiCranfield UniversityLuis Carlos Gonzales RengifoÎncă nu există evaluări
- Utilization of Visual Metrics To Drive Intended PerformanceDocument0 paginiUtilization of Visual Metrics To Drive Intended PerformanceLuis Carlos Gonzales RengifoÎncă nu există evaluări
- What Determines ProductivityDocument41 paginiWhat Determines ProductivityLuis Carlos Gonzales RengifoÎncă nu există evaluări
- HuynhChauGiangA3 - 100Document16 paginiHuynhChauGiangA3 - 100Châu GiangÎncă nu există evaluări
- None 1f5c65b5Document11 paginiNone 1f5c65b5NovitaÎncă nu există evaluări
- Artificial Variable Technique-Big M MethodDocument48 paginiArtificial Variable Technique-Big M Methodavinash11987Încă nu există evaluări
- Network DiagramDocument17 paginiNetwork DiagramJohn Robert GabrielÎncă nu există evaluări
- Introduction Critical Path Method (CPM)Document8 paginiIntroduction Critical Path Method (CPM)Sayan DattaÎncă nu există evaluări
- Quasi Newton MethodsDocument15 paginiQuasi Newton MethodsPoornima NarayananÎncă nu există evaluări
- 5-The Dual and Mix ProblemsDocument23 pagini5-The Dual and Mix Problemsthe_cool48Încă nu există evaluări
- Multiple Criteria Decision Making Using Generalized Data Envelopment AnalysisDocument21 paginiMultiple Criteria Decision Making Using Generalized Data Envelopment AnalysisStephanie Al IssaÎncă nu există evaluări
- Optimal Control Homework 5Document2 paginiOptimal Control Homework 5jo TenÎncă nu există evaluări
- Barry Chapter6Document126 paginiBarry Chapter6Arun HarpalaniÎncă nu există evaluări
- Optimization Using Scilab PDFDocument25 paginiOptimization Using Scilab PDFMiguel GranadosÎncă nu există evaluări
- Allsolvers GamsDocument816 paginiAllsolvers Gamsmario881027Încă nu există evaluări
- Operations Management: Chapter:Pert & CPM By:-Prof. B.R.NarielwalaDocument44 paginiOperations Management: Chapter:Pert & CPM By:-Prof. B.R.NarielwalaIshan JoshiÎncă nu există evaluări
- Chapter 7-Integer Linear Programming: Multiple ChoiceDocument13 paginiChapter 7-Integer Linear Programming: Multiple ChoiceHolly Venturini100% (4)
- Activity On Arrow (AOA)Document11 paginiActivity On Arrow (AOA)muhammad latif makarimÎncă nu există evaluări
- Exercise 1Document5 paginiExercise 1Vandilberto PintoÎncă nu există evaluări
- Erlang C PDFDocument3 paginiErlang C PDFWali Ahsan SiddiquiÎncă nu există evaluări
- Engineering Optimization: Theory and Practice Third EditionDocument27 paginiEngineering Optimization: Theory and Practice Third EditionMohit Natu100% (1)
- AC 1103 PresentationsDocument10 paginiAC 1103 PresentationsCharles LaspiñasÎncă nu există evaluări
- Ch08 Project Scheduling (Pert)Document42 paginiCh08 Project Scheduling (Pert)Aml MakaremÎncă nu există evaluări
- QTBD SimulationDocument133 paginiQTBD SimulationSaptarshi BhowmikÎncă nu există evaluări
- Special PurposeDocument100 paginiSpecial PurposeSheena Pretesto100% (2)