S-ar putea să vă placă și
- SIMBOLOGIA DE SOLDADURA EN EL PROCESO GMAW Y FCAW - (Luis Mercado) PDFDocument10 paginiSIMBOLOGIA DE SOLDADURA EN EL PROCESO GMAW Y FCAW - (Luis Mercado) PDFleidy canoÎncă nu există evaluări
- Práctica 06 Teclado Matricial y Pantalla LCDDocument8 paginiPráctica 06 Teclado Matricial y Pantalla LCDJoel AlconÎncă nu există evaluări
- Enclavamientos PLCDocument13 paginiEnclavamientos PLCRonny Tony0% (1)
- Codigos SemiconductoresDocument3 paginiCodigos SemiconductoresarielfoxtoolsÎncă nu există evaluări
- Transistor de Unión BipolarDocument9 paginiTransistor de Unión BipolarpastorasabiaÎncă nu există evaluări
- Cordon de SoldaduraDocument11 paginiCordon de SoldaduraAlexis QuilliganaÎncă nu există evaluări
- Dimmer Diac y TriacDocument4 paginiDimmer Diac y TriacArias D. CristianÎncă nu există evaluări
- Taladro de ColumnaDocument15 paginiTaladro de ColumnaPedro A GurrolaÎncă nu există evaluări
- Selección de piezas por material con PLCDocument8 paginiSelección de piezas por material con PLCFernando SánchezÎncă nu există evaluări
- Instalación Eléctrica Semivisible Con Tubos de PVCDocument23 paginiInstalación Eléctrica Semivisible Con Tubos de PVCLuis Alberto Cueva AvilaÎncă nu există evaluări
- Patrones y calibres para medición de longitudesDocument4 paginiPatrones y calibres para medición de longitudesMatheo Moreno100% (1)
- Reporte de Practica (Placa) PDFDocument17 paginiReporte de Practica (Placa) PDFAlba G3Încă nu există evaluări
- Medidas de CajetinDocument1 paginăMedidas de CajetinEnrique Gonzales ChumbimuniÎncă nu există evaluări
- Introducción a los microcontroladores PIC: familias, clasificación y arquitecturaDocument18 paginiIntroducción a los microcontroladores PIC: familias, clasificación y arquitecturaMiltonÎncă nu există evaluări
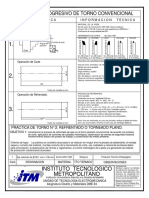
- Práctica Torno ConvencionalDocument3 paginiPráctica Torno ConvencionalJames MachadoÎncă nu există evaluări
- Control de Velocidad PWM Motor AC ..1Document19 paginiControl de Velocidad PWM Motor AC ..1Lucia VidalÎncă nu există evaluări
- Modulo 2 Submodulo 3 Suelda Piezas Metálicas No Ferrosas.Document18 paginiModulo 2 Submodulo 3 Suelda Piezas Metálicas No Ferrosas.Jose Raul Reyes DominguezÎncă nu există evaluări
- MinharmotrisDocument45 paginiMinharmotrisDario MondragonÎncă nu există evaluări
- 0-TAREA CORTE No.2-MANDO Y CONTROL-sep-2020Document15 pagini0-TAREA CORTE No.2-MANDO Y CONTROL-sep-2020DEIMER RODRIGUEZ BALLESTAÎncă nu există evaluări
- Controlador Pid para Una BalanzaDocument5 paginiControlador Pid para Una BalanzaKevin GuerreroÎncă nu există evaluări
- Partes y funciones fresadoraDocument9 paginiPartes y funciones fresadoraJhon CastroÎncă nu există evaluări
- Contactores, relés y protección de motoresDocument11 paginiContactores, relés y protección de motoresminuriÎncă nu există evaluări
- Luz Nocturna AutomaticaDocument6 paginiLuz Nocturna Automaticacarlosgabriel19710% (1)
- Tacometro DigitalDocument14 paginiTacometro DigitaldardozÎncă nu există evaluări
- Tipos de SoldaduraDocument22 paginiTipos de SoldaduraBryan NoriegaÎncă nu există evaluări
- Exercicis de TallDocument11 paginiExercicis de TallTrebla92100% (1)
- Tecnico Salesiano Juan PazminoDocument0 paginiTecnico Salesiano Juan PazminoManuel GuiracochaÎncă nu există evaluări
- Extrusión Inversa FinalDocument4 paginiExtrusión Inversa FinalPatrickGustavoSuyoMarinÎncă nu există evaluări
- Ejemplo de Costos SoldaduraDocument5 paginiEjemplo de Costos SoldaduraRobinson danilo Ortega leonÎncă nu există evaluări
- Sesion 2 Señal 4 A 20 MaDocument27 paginiSesion 2 Señal 4 A 20 Maj_saldivias9866Încă nu există evaluări
- Sistema de Control Moderno (Tarea 1)Document6 paginiSistema de Control Moderno (Tarea 1)pedroÎncă nu există evaluări
- Informe Laboratorio 8Document10 paginiInforme Laboratorio 8Cristian ChoZegÎncă nu există evaluări
- Cac - A - UnpDocument55 paginiCac - A - UnpMunicipalidad Distrital San Jacinto50% (2)
- Informe Plomada CompletoDocument16 paginiInforme Plomada CompletoEdwin ReveloÎncă nu există evaluări
- Sin Fin 354728Document10 paginiSin Fin 354728Antonio ValeraÎncă nu există evaluări
- Corte 3 Taller 1Document5 paginiCorte 3 Taller 1juan carlos moreno morenoÎncă nu există evaluări
- Proyecto de NavidadDocument12 paginiProyecto de NavidadLuis LirÎncă nu există evaluări
- Manual Vendedor de EquiposDocument14 paginiManual Vendedor de EquiposRafael VarelesÎncă nu există evaluări
- Soldadura Por Puntos PresentaciónDocument34 paginiSoldadura Por Puntos PresentaciónRomano Galarza100% (1)
- 1.operaciones Básicas de TorneadoDocument11 pagini1.operaciones Básicas de TorneadoMiguel AngelÎncă nu există evaluări
- 2 Displays de 7 Segmentos INTRO. Automatizacion ARDUINO Y Proteus PDFDocument5 pagini2 Displays de 7 Segmentos INTRO. Automatizacion ARDUINO Y Proteus PDFJovensonPokehÎncă nu există evaluări
- Soldadura Por Plasma (Paw) 2Document17 paginiSoldadura Por Plasma (Paw) 2Miguel Rojas VásquezÎncă nu există evaluări
- Libro-Seguridad en El Proceso SmawDocument6 paginiLibro-Seguridad en El Proceso SmawCristian SanchezÎncă nu există evaluări
- INDICE de Perfil de Grado 6to Semestre Mecatroncia (1) (Autoguardado)Document14 paginiINDICE de Perfil de Grado 6to Semestre Mecatroncia (1) (Autoguardado)Angel Miguel Ramos GirondaÎncă nu există evaluări
- Acotación en dibujo mecánicoDocument31 paginiAcotación en dibujo mecánicoJulio Cesar Sanjuan Medina67% (9)
- Formulas Electricas Mas UsualesDocument3 paginiFormulas Electricas Mas UsualesJuan Luis Hernández MartínÎncă nu există evaluări
- Marco Legal DomóticaDocument8 paginiMarco Legal DomóticaNIXON MEDINAÎncă nu există evaluări
- Practica Nro 1Document2 paginiPractica Nro 1LuisGuzmanÎncă nu există evaluări
- Conectores y EmpalmesDocument27 paginiConectores y Empalmesyoanis Avila MachadoÎncă nu există evaluări
- Ejercicios de Instalaciones ElectricasDocument4 paginiEjercicios de Instalaciones ElectricasHegel Onofre0% (1)
- Unidades de medida para electricidadDocument38 paginiUnidades de medida para electricidadCarlos Iván Rueda100% (1)
- 1 4 Reguladores de Voltaje Con Circuito IntegradoDocument7 pagini1 4 Reguladores de Voltaje Con Circuito IntegradoScott Cristobal IngarucaÎncă nu există evaluări
- Conductores Electricos by JefDocument17 paginiConductores Electricos by JefJonathan FuentesÎncă nu există evaluări
- Termopar Marco TeoricoDocument2 paginiTermopar Marco TeoricoYahir GcÎncă nu există evaluări
- Maquinaria AltaDocument83 paginiMaquinaria AltaJoaniÎncă nu există evaluări
- Triac MonografiaDocument16 paginiTriac MonografiaJimmy JiménezÎncă nu există evaluări
- Actividad Calculo de Conos 2Document5 paginiActividad Calculo de Conos 2Vanessa BallestasÎncă nu există evaluări
- TermOpares Komo Fuente de Energia Livre PDFDocument44 paginiTermOpares Komo Fuente de Energia Livre PDFLivreinatural Arkairis100% (2)
- Informe GmawDocument11 paginiInforme GmawMiguel Ángel Roque VasquezÎncă nu există evaluări
- Soldadura MigDocument5 paginiSoldadura MigALFREDO NINA NINAÎncă nu există evaluări
- Final Plantas TermicasDocument29 paginiFinal Plantas TermicasLeidy Laura OliveroÎncă nu există evaluări
- Proyecto TemporizadorDocument7 paginiProyecto TemporizadorLeidy Laura Olivero0% (1)
- Electronica Fuente de VoltajeDocument15 paginiElectronica Fuente de VoltajeLeidy Laura OliveroÎncă nu există evaluări
- Proyecto de Fatiga BielaDocument20 paginiProyecto de Fatiga BielaLeidy Laura OliveroÎncă nu există evaluări
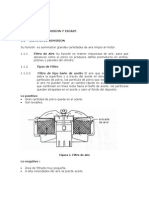
- Sistema de Admisión y EscapeDocument35 paginiSistema de Admisión y EscapeAUNARMCI88% (34)
- Construccion de Una Fuente de Voltaje Variable Este SiDocument7 paginiConstruccion de Una Fuente de Voltaje Variable Este SiLeidy Laura OliveroÎncă nu există evaluări
- Construccion de Una Fuente de Voltaje Variable Este SiDocument7 paginiConstruccion de Una Fuente de Voltaje Variable Este SiLeidy Laura OliveroÎncă nu există evaluări
- Formato Plan de NegocioDocument11 paginiFormato Plan de NegocioLuiggi Javier Juliano BarraÎncă nu există evaluări
- PressedDocument7 paginiPressedLeidy Laura OliveroÎncă nu există evaluări
- Calculos TermicosDocument25 paginiCalculos TermicosLeidy Laura OliveroÎncă nu există evaluări
- Conocimientos de Los CombustiblesDocument3 paginiConocimientos de Los CombustiblesLeidy Laura OliveroÎncă nu există evaluări
- Caligrafia Musical & Bloques de AcordesDocument6 paginiCaligrafia Musical & Bloques de AcordesLeidy Laura Olivero100% (1)
- Bombas de Pistones AxialesDocument3 paginiBombas de Pistones AxialesNilson Barboza FloresÎncă nu există evaluări
- FREE!ship Plus 2.6 Manual Español PDFDocument57 paginiFREE!ship Plus 2.6 Manual Español PDFActionchip100% (1)
- Estudio de La Combustión en Motores DieselDocument12 paginiEstudio de La Combustión en Motores DieselGiovannyAlvarezÎncă nu există evaluări
- Arte de Amar en Siglo XXIDocument2 paginiArte de Amar en Siglo XXILeidy Laura OliveroÎncă nu există evaluări
- Manual Solidworks 2012Document194 paginiManual Solidworks 2012Luis EspinozaÎncă nu există evaluări
- Uso del divisor para ranuras y divisiones circularesDocument2 paginiUso del divisor para ranuras y divisiones circularesLeidy Laura OliveroÎncă nu există evaluări
- Despulpadora industrial de semillas de JatrophaDocument12 paginiDespulpadora industrial de semillas de JatrophaLeidy Laura OliveroÎncă nu există evaluări
- Uso del divisor para ranuras y divisiones circularesDocument2 paginiUso del divisor para ranuras y divisiones circularesLeidy Laura OliveroÎncă nu există evaluări
- Uso del divisor para ranuras y divisiones circularesDocument2 paginiUso del divisor para ranuras y divisiones circularesLeidy Laura OliveroÎncă nu există evaluări
- Procesos de Manufactura IIDocument13 paginiProcesos de Manufactura IILeidy Laura Olivero100% (1)
- Bombas de Pistones AxialesDocument3 paginiBombas de Pistones AxialesNilson Barboza FloresÎncă nu există evaluări
- Cuadrado Adhesivo IngenieriaDocument1 paginăCuadrado Adhesivo IngenieriaLeidy Laura OliveroÎncă nu există evaluări
- Otros LibrosDocument1 paginăOtros LibrosLeidy Laura OliveroÎncă nu există evaluări
- SEGURIDAD INDUSTRIAL EN LOS PROCESOS METALMECÁNICOS CorregidoDocument18 paginiSEGURIDAD INDUSTRIAL EN LOS PROCESOS METALMECÁNICOS CorregidoLeidy Laura OliveroÎncă nu există evaluări
- Otros LibrosDocument1 paginăOtros LibrosLeidy Laura OliveroÎncă nu există evaluări
- Guía presentación trabajos científicosDocument1 paginăGuía presentación trabajos científicosCarlos Mario Santiago CastilloÎncă nu există evaluări
- PaulaDocument9 paginiPaulaLeidy Laura OliveroÎncă nu există evaluări
- 03 15936152 G MO 001 B Manual de Operación ReconquistaDocument88 pagini03 15936152 G MO 001 B Manual de Operación ReconquistaCarlos BalderramaÎncă nu există evaluări
- Molienda y Tamizado Grupo A 1 PDFDocument47 paginiMolienda y Tamizado Grupo A 1 PDFCarlos Fabricio Ranses100% (1)
- Proyecto IntegradorDocument23 paginiProyecto IntegradorAny HannaÎncă nu există evaluări
- Capitulo 1Document5 paginiCapitulo 1Gean Marco AguilarÎncă nu există evaluări
- Comprobaciones Electricas AutomovilDocument9 paginiComprobaciones Electricas AutomovilJuanca Glez Ros100% (1)
- Informe Anual 2012 AES Dominicana - "Un Equipo Que Refuerza Nuestro Compromiso"Document82 paginiInforme Anual 2012 AES Dominicana - "Un Equipo Que Refuerza Nuestro Compromiso"AES Dominicana100% (1)
- ABB Aisladores 2Document9 paginiABB Aisladores 2Anonymous V6y1QL6hnÎncă nu există evaluări
- Magnitud Fisica Que Se Toma Como FundamentalDocument3 paginiMagnitud Fisica Que Se Toma Como FundamentalJairoly Alexis Tamayo LlashacÎncă nu există evaluări
- Tarea S4 - Fases Del ProyectoDocument5 paginiTarea S4 - Fases Del ProyectoMILKER CONDORÎncă nu există evaluări
- Oslo Tipo CrystallizerDocument2 paginiOslo Tipo Crystallizerdavic29100% (2)
- Sincronizacion de IsuzuDocument9 paginiSincronizacion de IsuzuCesar Alexander Jmz ArandaÎncă nu există evaluări
- Compresor Ga45Document168 paginiCompresor Ga45Jonathan Alejos Espinoza100% (2)
- Manual de Usuario Tablero Electrico de Control para Vuelca ArtesaDocument5 paginiManual de Usuario Tablero Electrico de Control para Vuelca ArtesaRicardoÎncă nu există evaluări
- Fuente de Alimentación Simétrica ReguladaDocument9 paginiFuente de Alimentación Simétrica ReguladaFredy Svte100% (1)
- ProcesoDocument15 paginiProcesoantonyÎncă nu există evaluări
- Capítulo 01 Materia Energía - 1Document1 paginăCapítulo 01 Materia Energía - 1teo donairesÎncă nu există evaluări
- Tipos de Inyeccion DieselDocument3 paginiTipos de Inyeccion DieselreneÎncă nu există evaluări
- Presentación EPM Eolica JepirachiDocument35 paginiPresentación EPM Eolica JepirachiNesemio D. Garcia M100% (1)
- Sistemas de Lubricacion Industria Petroquimica Oil GasDocument39 paginiSistemas de Lubricacion Industria Petroquimica Oil GasElios TorreblancaÎncă nu există evaluări
- Contabilidad Petrolera Vers. 2012Document15 paginiContabilidad Petrolera Vers. 2012anon_349856515Încă nu există evaluări
- Marco LogicoDocument3 paginiMarco LogicoAcuña Ariza RicardoÎncă nu există evaluări
- Ebc Coca Cola - EsDocument6 paginiEbc Coca Cola - EsMarcelo MacasÎncă nu există evaluări
- Borrd MEMORIA Y CUENTA Jueves 11 Abril 6 Am 3da VersionDocument12 paginiBorrd MEMORIA Y CUENTA Jueves 11 Abril 6 Am 3da VersionJorge SalasÎncă nu există evaluări
- Fundamentos de Perforación PDFDocument13 paginiFundamentos de Perforación PDFJuarezCarbajalWildoÎncă nu există evaluări
- Fabricacion de Embolos de Bomba RotativaDocument2 paginiFabricacion de Embolos de Bomba RotativaLenin TorresÎncă nu există evaluări
- PTS - Piso FlotanteDocument7 paginiPTS - Piso FlotanterbarbarcamilaÎncă nu există evaluări
- Resumen Articulo 250Document72 paginiResumen Articulo 250calinsazÎncă nu există evaluări
- Entrenamiento en ROC L7, L7cr, L8 Atlas Copco PDFDocument160 paginiEntrenamiento en ROC L7, L7cr, L8 Atlas Copco PDFDanielAlfaro93% (14)
- Reciclaje aceites usados solvente Villa AlemanaDocument57 paginiReciclaje aceites usados solvente Villa AlemanaLaury ArellanoÎncă nu există evaluări