S-ar putea să vă placă și
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe la EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasÎncă nu există evaluări
- Soldadura en el montaje de tuberías. FMEC0108De la EverandSoldadura en el montaje de tuberías. FMEC0108Încă nu există evaluări
- NRF-044 Aisladores de Susp Sinteticos para LT de 161 A 400 KVDocument39 paginiNRF-044 Aisladores de Susp Sinteticos para LT de 161 A 400 KVdarkneoss100% (1)
- INFORME - IMCO - CA05112-003 - Informe Amago de IncendioDocument6 paginiINFORME - IMCO - CA05112-003 - Informe Amago de IncendioHenry ArrvalÎncă nu există evaluări
- MANUAL de Buenas Practicas de SoldaduraDocument10 paginiMANUAL de Buenas Practicas de SoldaduraMargloris GarciaÎncă nu există evaluări
- Fuente de Alimentación ConmutadaDocument21 paginiFuente de Alimentación ConmutadaJhon Santiago Pinco100% (2)
- Reparaci C3 B3n 2crec y 20fundDocument25 paginiReparaci C3 B3n 2crec y 20fundRicardo RivasÎncă nu există evaluări
- Soldadura Por ResistenciaDocument17 paginiSoldadura Por ResistenciaKevin Jose Alvarado Polo100% (1)
- Metalurgia de La SoldaduraDocument90 paginiMetalurgia de La SoldaduraAndrea Henriquez GiustiÎncă nu există evaluări
- Cuestionario de Fundamentos de Soldadura PDFDocument6 paginiCuestionario de Fundamentos de Soldadura PDFcentaury2013Încă nu există evaluări
- Tensiones y DeformacionesDocument23 paginiTensiones y Deformacioneseddi0403Încă nu există evaluări
- ASME VIII-Rollino - E Partes 1 y 2 VirtualDocument92 paginiASME VIII-Rollino - E Partes 1 y 2 Virtualjimmyrojas80Încă nu există evaluări
- Metalrgia de SldaduraDocument27 paginiMetalrgia de SldaduraSamyr FajardÎncă nu există evaluări
- SoldaduraDocument5 paginiSoldaduraJaime MirandaÎncă nu există evaluări
- U3 ConstruccionDocument12 paginiU3 ConstruccionAlejandroÎncă nu există evaluări
- Uniones SoldadasDocument43 paginiUniones SoldadasMEIER JOSUE QUILLAHUAMAN HUAMANÎncă nu există evaluări
- Tema 8Document23 paginiTema 8Diego Ricardo Higueras RuizÎncă nu există evaluări
- Metalurgia SOLDADURA AceroDocument41 paginiMetalurgia SOLDADURA AceroOswald Adr Camacho CortezÎncă nu există evaluări
- 1.2 Propiedades SoldaduraDocument43 pagini1.2 Propiedades SoldaduraVic MorilloÎncă nu există evaluări
- Conceptos de SoldaduraDocument4 paginiConceptos de SoldaduraAlvaro Pulido HernandezÎncă nu există evaluări
- Resumen Semana 3. Equipo 1Document11 paginiResumen Semana 3. Equipo 1Valeria CandelarioÎncă nu există evaluări
- Soldabilidad HslaDocument11 paginiSoldabilidad HslaDavid Rivera TapiaÎncă nu există evaluări
- Procesos de ManufacturaDocument7 paginiProcesos de ManufacturaCarlos SilvaÎncă nu există evaluări
- Soldadura en Estado SólidoDocument4 paginiSoldadura en Estado SólidoAleja HernandezÎncă nu există evaluări
- SoldabilidadDocument9 paginiSoldabilidad25MAIKOLÎncă nu există evaluări
- Evaluacion 1 Corte II SoldaduraDocument3 paginiEvaluacion 1 Corte II SoldaduraJulian Alejandro Lopez PintoÎncă nu există evaluări
- Defectos en La SoldaduraDocument12 paginiDefectos en La SoldaduraDennis ZavaletaÎncă nu există evaluări
- Tema 2 (Aceros Al Carbono)Document18 paginiTema 2 (Aceros Al Carbono)Luis Diaz-TriasÎncă nu există evaluări
- Practica 2 ConformadoDocument9 paginiPractica 2 ConformadoANGELÎncă nu există evaluări
- Soldadura Estado SolidoDocument18 paginiSoldadura Estado SolidoJesus GallegosÎncă nu există evaluări
- UMS ResumenParaFinalDocument25 paginiUMS ResumenParaFinalLeonel RodríguezÎncă nu există evaluări
- ASIGNACION 1 (RESUMEN) - Diagrama de FasesDocument6 paginiASIGNACION 1 (RESUMEN) - Diagrama de FasesJoel GabrielÎncă nu există evaluări
- Soldadura de Materiales en Lámina DelgadaDocument6 paginiSoldadura de Materiales en Lámina DelgadaEduardo Chamo AtÎncă nu există evaluări
- SoldaduraDocument3 paginiSoldaduraJoan Stiven Sarmiento ForeroÎncă nu există evaluări
- Tecnologia de La Soldadura Cap I 2013-IDocument28 paginiTecnologia de La Soldadura Cap I 2013-IstefÎncă nu există evaluări
- Defectos en Uniones SoldadasDocument11 paginiDefectos en Uniones SoldadasAndreita Saavedra CernaÎncă nu există evaluări
- Soldadura Por PuntosDocument5 paginiSoldadura Por PuntosFreddy AyalaÎncă nu există evaluări
- Examen de Soldadura .Document5 paginiExamen de Soldadura .Edson HurtadoÎncă nu există evaluări
- Copia de DEFORMACIÓN POR APLASTAMIENTO DE ALEACIONES FERROSASDocument11 paginiCopia de DEFORMACIÓN POR APLASTAMIENTO DE ALEACIONES FERROSASMiguel ArguzÎncă nu există evaluări
- 2°trabajo de Resistencia de MaterialesDocument30 pagini2°trabajo de Resistencia de MaterialesmachemimpÎncă nu există evaluări
- Soldaduras, Adhesivos y Otros Procesos de UnionDocument15 paginiSoldaduras, Adhesivos y Otros Procesos de UnionBRYAN FLORES HERNANDEZÎncă nu există evaluări
- 08 Cap IiiDocument58 pagini08 Cap IiiOscar Gzs100% (1)
- Soldadura - TeoriaDocument48 paginiSoldadura - TeoriaCristinaRonÎncă nu există evaluări
- Informe Nº9 SoldaduraDocument27 paginiInforme Nº9 SoldadurarosamelÎncă nu există evaluări
- Soldadura ResumenDocument13 paginiSoldadura ResumenluciaÎncă nu există evaluări
- Como SodarDocument4 paginiComo SodarnicolasÎncă nu există evaluări
- Analisis Metalografico de Las Uniones SoldadasDocument14 paginiAnalisis Metalografico de Las Uniones SoldadasAnonymous KdnOsd9Încă nu există evaluări
- Resumen Unidad 5Document3 paginiResumen Unidad 5Juan DE Jesus ReyesÎncă nu există evaluări
- Soldadura DuraDocument9 paginiSoldadura DuraRobertÎncă nu există evaluări
- SoldaduraDocument3 paginiSoldaduraJoan Stiven Sarmiento ForeroÎncă nu există evaluări
- Observación de Pieza Metálica Con Soldadura Por Arco SumergidoDocument3 paginiObservación de Pieza Metálica Con Soldadura Por Arco SumergidoDiego Omar Rodriguez RegaladoÎncă nu există evaluări
- SoldabilidadDocument13 paginiSoldabilidadricardo lopezÎncă nu există evaluări
- Resumen de Capitulo32Document10 paginiResumen de Capitulo32patrickÎncă nu există evaluări
- Fallas en La SoldaduraDocument5 paginiFallas en La SoldaduralalomatixÎncă nu există evaluări
- Acero - Molibdeno - CromoDocument6 paginiAcero - Molibdeno - CromoArmando HuarzaÎncă nu există evaluări
- Soldadura DentalDocument18 paginiSoldadura DentalcanafaceÎncă nu există evaluări
- Su MicolDocument105 paginiSu MicolChris Godoy100% (1)
- Carmona Diego Zonas de SoldaduraDocument6 paginiCarmona Diego Zonas de SoldaduraDiegoÎncă nu există evaluări
- Estructuras MetálicasDocument9 paginiEstructuras MetálicasLuismar Eduardo MartínezÎncă nu există evaluări
- (127617721) Laboratorio SoldaduraDocument18 pagini(127617721) Laboratorio SoldaduraMaurizio SoledispaÎncă nu există evaluări
- Tema 7Document94 paginiTema 7Kevin RodriguezÎncă nu există evaluări
- Regiones de La SoldaduraDocument4 paginiRegiones de La SoldaduraLeonel Giraldo CastañoÎncă nu există evaluări
- Metalica y MaderaDocument13 paginiMetalica y MaderaGuillermo GuitianÎncă nu există evaluări
- Uniones Basicas Smaw 2014Document17 paginiUniones Basicas Smaw 2014Frederick Manrrique Duran AlfaroÎncă nu există evaluări
- Blue SideDocument3 paginiBlue SideTaisto HernándezÎncă nu există evaluări
- Curriculum EuropeoDocument2 paginiCurriculum EuropeoJorge Valencia PérezÎncă nu există evaluări
- Camaras Climaticas - ComponentesDocument8 paginiCamaras Climaticas - ComponentesTaisto HernándezÎncă nu există evaluări
- Globalización y Cultura. Comentarios FinalesDocument3 paginiGlobalización y Cultura. Comentarios FinalesTaisto HernándezÎncă nu există evaluări
- BiodigestoresDocument17 paginiBiodigestoresTaisto HernándezÎncă nu există evaluări
- Acondicionamiento Suite de CómputoDocument6 paginiAcondicionamiento Suite de CómputoTaisto HernándezÎncă nu există evaluări
- Acondicionamiento Suite de CómputoDocument6 paginiAcondicionamiento Suite de CómputoTaisto HernándezÎncă nu există evaluări
- Cuestionario Ing AmbientalDocument3 paginiCuestionario Ing AmbientalTaisto HernándezÎncă nu există evaluări
- Tipos de Accionamientos de VálvulasDocument2 paginiTipos de Accionamientos de VálvulasTaisto HernándezÎncă nu există evaluări
- Gasto de ViáticosDocument2 paginiGasto de ViáticosTaisto HernándezÎncă nu există evaluări
- Proceso ProductivoDocument2 paginiProceso ProductivoTaisto HernándezÎncă nu există evaluări
- Berri ElDocument1 paginăBerri ElTaisto HernándezÎncă nu există evaluări
- ElementosDocument1 paginăElementosTaisto HernándezÎncă nu există evaluări
- ElementosDocument1 paginăElementosTaisto HernándezÎncă nu există evaluări
- A Propuesta de PI HBMDocument3 paginiA Propuesta de PI HBMTaisto HernándezÎncă nu există evaluări
- Roscas y Su TalladoDocument68 paginiRoscas y Su TalladoChristine BrownÎncă nu există evaluări
- Neumatica 5 Componentes de TrabajoDocument20 paginiNeumatica 5 Componentes de Trabajoaicvigo1973Încă nu există evaluări
- Valvulas NeumaticasDocument32 paginiValvulas NeumaticasJeison HernandezÎncă nu există evaluări
- Practica de FluidosDocument18 paginiPractica de FluidosTaisto HernándezÎncă nu există evaluări
- Elementos Control, Mando y RegulacionDocument7 paginiElementos Control, Mando y RegulacionTaisto HernándezÎncă nu există evaluări
- Definiciones Luxómetro, EtcDocument3 paginiDefiniciones Luxómetro, EtcTaisto HernándezÎncă nu există evaluări
- Cronograma de ActDocument2 paginiCronograma de ActTaisto HernándezÎncă nu există evaluări
- Indicadores Coca ColaDocument3 paginiIndicadores Coca ColaTaisto HernándezÎncă nu există evaluări
- Definiciones Circuito Eléctrico, EtcDocument8 paginiDefiniciones Circuito Eléctrico, EtcTaisto HernándezÎncă nu există evaluări
- Estructura de Los MetalesDocument12 paginiEstructura de Los MetalesTaisto HernándezÎncă nu există evaluări
- Definiciones Vocablos, EtcDocument11 paginiDefiniciones Vocablos, EtcTaisto HernándezÎncă nu există evaluări
- Definiciones ISA, EtcDocument2 paginiDefiniciones ISA, EtcTaisto HernándezÎncă nu există evaluări
- Definiciones Vocablos, EtcDocument11 paginiDefiniciones Vocablos, EtcTaisto HernándezÎncă nu există evaluări
- Estructura de Los MetalesDocument25 paginiEstructura de Los MetalesTaisto HernándezÎncă nu există evaluări
- Practica de ForjaDocument19 paginiPractica de ForjaTaisto HernándezÎncă nu există evaluări
- VertederosDocument16 paginiVertederosjeffry vasquezÎncă nu există evaluări
- CustomerDocument43 paginiCustomerMichel PinedaÎncă nu există evaluări
- Trabajo Electronica Principios de - Compressed PDFDocument19 paginiTrabajo Electronica Principios de - Compressed PDFHECTOR ALEXANDER RODRIGUEZ MORERAÎncă nu există evaluări
- Inductancia ¿Qué Es - Formula Aprende FacilDocument6 paginiInductancia ¿Qué Es - Formula Aprende FacilalejandroÎncă nu există evaluări
- Preguntas Leyes de Los Gases ArlinDocument7 paginiPreguntas Leyes de Los Gases ArlinJulio LopezÎncă nu există evaluări
- Fisica CDocument6 paginiFisica CGracielaGramyQHÎncă nu există evaluări
- Calculo Bobina Nucleo AireDocument1 paginăCalculo Bobina Nucleo AireRelatoavariasbandasÎncă nu există evaluări
- Foro TematicoDocument4 paginiForo TematicoMarco Garcia Ramirez KahnÎncă nu există evaluări
- Pesada de La MuestraDocument2 paginiPesada de La MuestraSof Romero100% (1)
- Practica 11Document9 paginiPractica 11Ricardo Ortiz EstradaÎncă nu există evaluări
- Conexion de Motores TrifasicosDocument5 paginiConexion de Motores TrifasicosemmanuelmonroyÎncă nu există evaluări
- Reporte FinalDocument61 paginiReporte FinalpedroÎncă nu există evaluări
- Turbidimetro MI-415Document2 paginiTurbidimetro MI-415Raúl Flores LópezÎncă nu există evaluări
- Bba 6WA1TCDocument66 paginiBba 6WA1TChamm678Încă nu există evaluări
- Que Es Una Bomba de CalorDocument17 paginiQue Es Una Bomba de Calorjelanie banfieldÎncă nu există evaluări
- STD-004 Pets Trabajos en CalienteDocument9 paginiSTD-004 Pets Trabajos en CalienteWilfredo Jose Nuñez RojoÎncă nu există evaluări
- Ciclo de Dos Tiempos y Cuatro TiemposDocument10 paginiCiclo de Dos Tiempos y Cuatro TiemposTECSUPHYOÎncă nu există evaluări
- Demanda Máx Real de kVA, Ku - KsDocument15 paginiDemanda Máx Real de kVA, Ku - KsedwinÎncă nu există evaluări
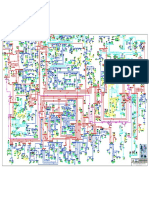
- Unifilar Noviembre 2017Document1 paginăUnifilar Noviembre 2017Wilfredo Surichaqui RojasÎncă nu există evaluări
- Gases Ideales o PerfectosDocument31 paginiGases Ideales o PerfectosLuisa M PadovaniÎncă nu există evaluări
- 1047 Instalaciones y Maquinas ElectricasDocument8 pagini1047 Instalaciones y Maquinas ElectricasLurdes GutierrezÎncă nu există evaluări
- Calor Especifico y CalorimetriaDocument9 paginiCalor Especifico y CalorimetriaJhonny Montaño ValdiviaÎncă nu există evaluări
- Procedimiento para IncendioDocument6 paginiProcedimiento para Incendiokaren diazÎncă nu există evaluări
- Factura Debito ECOGAS Nro 0400 14121558 000021922634 Cen PDFDocument1 paginăFactura Debito ECOGAS Nro 0400 14121558 000021922634 Cen PDFMónica Alejandra Díaz FernandezÎncă nu există evaluări