S-ar putea să vă placă și
- Guía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarDe la EverandGuía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarEvaluare: 3.5 din 5 stele3.5/5 (4)
- Norma Tecnica Obligatoria Nicaragüense para Recipientes A PresionDocument30 paginiNorma Tecnica Obligatoria Nicaragüense para Recipientes A PresionAJ GQÎncă nu există evaluări
- TROQUELADODocument5 paginiTROQUELADOSara BetancourtÎncă nu există evaluări
- Al6-ANODOS ZINCDocument2 paginiAl6-ANODOS ZINCLuis Nahuelhuaique LemusÎncă nu există evaluări
- Sellos SKFDocument60 paginiSellos SKFAbanto Roberth100% (1)
- Catalogo Arnes2Document257 paginiCatalogo Arnes2jose luisÎncă nu există evaluări
- Evidencia 1 Informe Elaborar La Trazabilidad de Un ProductoDocument6 paginiEvidencia 1 Informe Elaborar La Trazabilidad de Un Productojesus perez coronelÎncă nu există evaluări
- Polipastos Manuales VicinayDocument2 paginiPolipastos Manuales Vicinaygorrotxa0Încă nu există evaluări
- CTX-SST-PO-006 HIDROEXTRACTORA F PDFDocument2 paginiCTX-SST-PO-006 HIDROEXTRACTORA F PDFSanakurinÎncă nu există evaluări
- Norma Inen Cromo DuroDocument10 paginiNorma Inen Cromo DuroPatricio DavidÎncă nu există evaluări
- E Definicion Mapas de ProcesoDocument32 paginiE Definicion Mapas de ProcesoHector ChavezÎncă nu există evaluări
- CojinetesDocument33 paginiCojinetesFrancisco Santibañez AlvarezÎncă nu există evaluări
- Exposicion Tema 1.3 Toyotismo Rev.1 OKDocument20 paginiExposicion Tema 1.3 Toyotismo Rev.1 OKLuis HernandezÎncă nu există evaluări
- Constancia Tecnomin 2019-2Document8 paginiConstancia Tecnomin 2019-2ccmpolo29Încă nu există evaluări
- Revista de La Sociedad Americana de Soldadura Aws Tecnologia de La Soldadura para Tubos y Tuberias.Document52 paginiRevista de La Sociedad Americana de Soldadura Aws Tecnologia de La Soldadura para Tubos y Tuberias.Pedro Oscar100% (1)
- Uso Del Poliuretano Flexible PDFDocument70 paginiUso Del Poliuretano Flexible PDFibonne rodriguezÎncă nu există evaluări
- Catálogo DIN (Web), Rev. 1Document69 paginiCatálogo DIN (Web), Rev. 1ivalsaÎncă nu există evaluări
- Transportadores de Gravedad Vera 2019BDocument29 paginiTransportadores de Gravedad Vera 2019BFagedeth Vera100% (1)
- Descomposición de Las Series de TiempoDocument6 paginiDescomposición de Las Series de TiempoElenaRojasÎncă nu există evaluări
- OringsDocument9 paginiOringsJuan ArroyoÎncă nu există evaluări
- Solucionando Problemas en El Proceso de Soldadura MigDocument16 paginiSolucionando Problemas en El Proceso de Soldadura MigAnonymous tI6cgOO7NAÎncă nu există evaluări
- Procedimientos de SoldaduraDocument22 paginiProcedimientos de SoldaduraLUCIANO DOROTEO SANTIAGOÎncă nu există evaluări
- Sotic-Manual Del Usuario - InstructivoDocument12 paginiSotic-Manual Del Usuario - Instructivoseba6487Încă nu există evaluări
- Cizalla Manual Aslak Metalkraft Ftbs 1050 10 RefDocument16 paginiCizalla Manual Aslak Metalkraft Ftbs 1050 10 RefCarlos Andrés Medina Hernández50% (2)
- Conceptos Del HazopDocument19 paginiConceptos Del HazopPerla Cristal Almeyda OlanÎncă nu există evaluări
- Elaborar Mapas de Procesos CAROLINA VARGASDocument15 paginiElaborar Mapas de Procesos CAROLINA VARGASkariithovargasÎncă nu există evaluări
- ExtrusionDocument24 paginiExtrusionRicardo MirandaÎncă nu există evaluări
- Catálogo Componentes MarbettDocument344 paginiCatálogo Componentes Marbettconsultach100% (1)
- M.D.P Informe de NeumaticosDocument10 paginiM.D.P Informe de NeumaticosFernando PilloÎncă nu există evaluări
- 16 Llaves1Document124 pagini16 Llaves1JuanVarela100% (1)
- Tramos - IRAM 3594Document7 paginiTramos - IRAM 3594Pablo Sanchez PereyraÎncă nu există evaluări
- Catalogo Productos TEADITDocument86 paginiCatalogo Productos TEADITImpreza100% (1)
- SIG Guía de Respuesta Rápida CMPC Papeles Cordillera.Document22 paginiSIG Guía de Respuesta Rápida CMPC Papeles Cordillera.Malcolm Silva ReyesÎncă nu există evaluări
- Equipos de Proteccion Personal - Paritarios - CLDocument8 paginiEquipos de Proteccion Personal - Paritarios - CLLuis Alberto100% (2)
- Diagrama Proceso ProduccionDocument1 paginăDiagrama Proceso ProduccionMario Muñoz HerreraÎncă nu există evaluări
- Plan MantenimientoDocument8 paginiPlan MantenimientoJuan Diego BravoÎncă nu există evaluări
- Proyecto-Lavadora de Autos (COMPLETO)Document5 paginiProyecto-Lavadora de Autos (COMPLETO)Israel Romero0% (1)
- El Método HAZOPDocument6 paginiEl Método HAZOPLorenita PérezÎncă nu există evaluări
- Roscas Iram 4520Document17 paginiRoscas Iram 4520Greizer MotabanÎncă nu există evaluări
- Analisis Proceso Rubro Plastico Rubro - 311Document50 paginiAnalisis Proceso Rubro Plastico Rubro - 311Samuel CerdaÎncă nu există evaluări
- Manual Operacion Maquina TRIODocument10 paginiManual Operacion Maquina TRIORodrigo Yañez100% (1)
- Memoria Anual 2016 GOODYEARDocument14 paginiMemoria Anual 2016 GOODYEARManuel Diccion VirruetaÎncă nu există evaluări
- ErgonomiaAplicada2 PDFDocument8 paginiErgonomiaAplicada2 PDFMaximiliano SimazÎncă nu există evaluări
- Proyecto Hoja de Vida de Un Equipo SenaDocument3 paginiProyecto Hoja de Vida de Un Equipo Senadaniel eduardo pineda diazÎncă nu există evaluări
- Introduccion Al TPM PDFDocument27 paginiIntroduccion Al TPM PDFCarlos Camacho100% (1)
- Implementación Del Mantenimiento Productivo TotalDocument12 paginiImplementación Del Mantenimiento Productivo TotalGib ArÎncă nu există evaluări
- Cintas TransportadorasDocument14 paginiCintas TransportadorasFloyd MenaÎncă nu există evaluări
- Catalogo Crunch Oil - 2021 - EspañolDocument29 paginiCatalogo Crunch Oil - 2021 - EspañolNicolas FuentesÎncă nu există evaluări
- Ejemplos TornoDocument59 paginiEjemplos TornoEmmanuel MedinaÎncă nu există evaluări
- Catalogo LlavesDocument23 paginiCatalogo LlavesDiego Valencia HormazábalÎncă nu există evaluări
- Estándares de Abrasión y Métodos de PruebaDocument2 paginiEstándares de Abrasión y Métodos de Pruebajesus gonzalezÎncă nu există evaluări
- Planta de Producción de TuercasDocument6 paginiPlanta de Producción de Tuercasatlas11111Încă nu există evaluări
- Embobinado de EtiquetasDocument11 paginiEmbobinado de EtiquetasDenis CruzÎncă nu există evaluări
- Catalogo Acero AzaDocument26 paginiCatalogo Acero Azaalenkn21100% (1)
- Proyecto Baterias Faico 20152 PDFDocument63 paginiProyecto Baterias Faico 20152 PDFsergio andres ArenasÎncă nu există evaluări
- Rtca 23 01 29 05Document0 paginiRtca 23 01 29 05Andrea GarciaÎncă nu există evaluări
- Instalaciones Industriales A GLP DT PROVDocument71 paginiInstalaciones Industriales A GLP DT PROVMiryhan Tineo Ramon100% (1)
- Fundición en TroquelDocument8 paginiFundición en TroquelUlises_D_RamirezÎncă nu există evaluări
- Definicià N Del Tren de MuestreoDocument23 paginiDefinicià N Del Tren de MuestreoIvan J. Iparraguirre Medina100% (1)
- Informe Tecnico de Recipientes para GasDocument6 paginiInforme Tecnico de Recipientes para GasWilmer SolisÎncă nu există evaluări
- Detalle de Junta Posicion de Soldadura 3G, 4G: 1. DatosDocument1 paginăDetalle de Junta Posicion de Soldadura 3G, 4G: 1. DatosJosé Roberto Urrutia MeléndezÎncă nu există evaluări
- Capitulo 4Document42 paginiCapitulo 4José Roberto Urrutia MeléndezÎncă nu există evaluări
- Capitulo 5Document50 paginiCapitulo 5José Roberto Urrutia MeléndezÎncă nu există evaluări
- Morphy 2Document8 paginiMorphy 2José Roberto Urrutia MeléndezÎncă nu există evaluări
- Reporte Adherencia PinturaDocument23 paginiReporte Adherencia PinturaJosé Roberto Urrutia MeléndezÎncă nu există evaluări
- Categorizacion de Actividades Obras o Proyectos Conforme A La Ley Del Medio Ambiente (1) - noPWDocument167 paginiCategorizacion de Actividades Obras o Proyectos Conforme A La Ley Del Medio Ambiente (1) - noPWJosé Roberto Urrutia MeléndezÎncă nu există evaluări
- Alineamiento de TuberiaDocument21 paginiAlineamiento de TuberiaAnonymous NpiKhs5bÎncă nu există evaluări
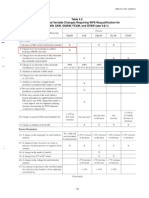
- Variables Esenciales PQR-WPSDocument3 paginiVariables Esenciales PQR-WPSJosé Roberto Urrutia MeléndezÎncă nu există evaluări
- Manual Tipos Apertura AjedrezDocument20 paginiManual Tipos Apertura AjedrezJosé Roberto Urrutia Meléndez0% (1)
- Calderas VaporDocument17 paginiCalderas VaporGett GrauÎncă nu există evaluări
- Manual de TorqueDocument4 paginiManual de TorqueJosé Roberto Urrutia MeléndezÎncă nu există evaluări
- Curso Básico de Radiación IonizanteDocument42 paginiCurso Básico de Radiación IonizanteJosé Roberto Urrutia Meléndez0% (1)
- Sello CortafuegosDocument4 paginiSello CortafuegosFrank Mijael Espina Villajulca100% (1)
- 83 - Fundamentos de Piping - Unidad 4 (Pag133-170)Document38 pagini83 - Fundamentos de Piping - Unidad 4 (Pag133-170)caomandanteÎncă nu există evaluări
- Asme 1Document65 paginiAsme 1Juan MendozaÎncă nu există evaluări
- P402-42 Valvula Purga Spirax SarcoDocument2 paginiP402-42 Valvula Purga Spirax SarcoClaudio VierÎncă nu există evaluări
- Itemizado APRDocument18 paginiItemizado APRJesus Francisco Collado EscobarÎncă nu există evaluări
- Valvulas SolenoideDocument17 paginiValvulas SolenoideJerson Arley Martinez DiazÎncă nu există evaluări
- Prueba Hidrostatica A Tuberia CPVC - PVCDocument3 paginiPrueba Hidrostatica A Tuberia CPVC - PVCporfirio ruizÎncă nu există evaluări
- Brida Slipon A-105 Clase 150Document2 paginiBrida Slipon A-105 Clase 150Alex RiveraÎncă nu există evaluări
- B31.8 - 2010, Capitulo II en EspañolDocument16 paginiB31.8 - 2010, Capitulo II en EspañoljlightoÎncă nu există evaluări
- ACOPLAMIENTOSDocument18 paginiACOPLAMIENTOSnelsonÎncă nu există evaluări
- FLOWROX - Válvulas de MaguitoDocument8 paginiFLOWROX - Válvulas de MaguitoJose MartinezÎncă nu există evaluări
- Primus 226 CatálogoDocument8 paginiPrimus 226 CatálogoKoke2301Încă nu există evaluări
- Unidad 5 Del Manual de Tuberias (AISLAMIENTOS) PDFDocument13 paginiUnidad 5 Del Manual de Tuberias (AISLAMIENTOS) PDFfckseiko_342Încă nu există evaluări
- Tuberías y Accesorios de AceroDocument56 paginiTuberías y Accesorios de AceroManuel86% (7)
- Bridas Itaulic InstalacionDocument316 paginiBridas Itaulic InstalacionBenjamin Enmanuel Mango DÎncă nu există evaluări
- Et de Equipamiento Hidraulico y ElectricoDocument104 paginiEt de Equipamiento Hidraulico y ElectricoBrayhan DávilaÎncă nu există evaluări
- 2 ASME VIII Soldadura Trat Ter Impacto Fabr APDocument109 pagini2 ASME VIII Soldadura Trat Ter Impacto Fabr APmariano masneriÎncă nu există evaluări
- Instalaciones TerrestresDocument6 paginiInstalaciones TerrestresEfrain PonseÎncă nu există evaluări
- Caudalimetro2ABB 99 130Document32 paginiCaudalimetro2ABB 99 130sebasmourÎncă nu există evaluări
- Diseño de Sist Term Fluid Tipos de UnionesDocument12 paginiDiseño de Sist Term Fluid Tipos de UnionesManuel LosillaÎncă nu există evaluări
- Lectura e Interpretacion de Isometricos PDFDocument82 paginiLectura e Interpretacion de Isometricos PDFJuan MarcoÎncă nu există evaluări
- Grupo de Bridas Itibb 12Document16 paginiGrupo de Bridas Itibb 12José Diego Colquehuanca GavinchaÎncă nu există evaluări
- Especificaciones Tecnicas Bomba 5.5KW Vertical MultietapicaDocument7 paginiEspecificaciones Tecnicas Bomba 5.5KW Vertical MultietapicaVladimir Chuctaya MaderaÎncă nu există evaluări
- Valvulas Cuchilla y PernosDocument15 paginiValvulas Cuchilla y Pernospca97Încă nu există evaluări
- Valvula Bola HeatonDocument32 paginiValvula Bola HeatonYuri PalomarÎncă nu există evaluări
- Procedimiento de Instalación de InstrumentosDocument18 paginiProcedimiento de Instalación de InstrumentosJC DC AcostaÎncă nu există evaluări
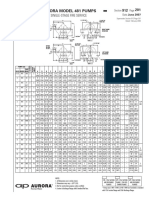
- Bombas Aurora Modelo481 MedidasDocument1 paginăBombas Aurora Modelo481 MedidasAngel PintoÎncă nu există evaluări
- Guía IDEA ConnectionDocument103 paginiGuía IDEA ConnectionfreyespadaaÎncă nu există evaluări
- Catalogo de Bridas Porta Placa PIFUSA Rev. 1.00Document8 paginiCatalogo de Bridas Porta Placa PIFUSA Rev. 1.00cristobal_tl2277Încă nu există evaluări
- Mapelastic AquadefenseDocument8 paginiMapelastic AquadefenseBarbara Ayub FrancisÎncă nu există evaluări