S-ar putea să vă placă și
- Kenworth Parts SpreadsheetDocument123 paginiKenworth Parts Spreadsheetkamaleon dorado50% (4)
- Weller Ungar Parts CatalogDocument108 paginiWeller Ungar Parts Catalogelfrich60% (5)
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsDe la EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsÎncă nu există evaluări
- Pipe Size For Cooling Water SystemDocument5 paginiPipe Size For Cooling Water Systemnagu108Încă nu există evaluări
- Thermal Power Station BoilersDocument176 paginiThermal Power Station BoilersmenÎncă nu există evaluări
- 3521 Industrial Safety Belts and Harnesses - Specification PDFDocument17 pagini3521 Industrial Safety Belts and Harnesses - Specification PDFMohammad AbdullahÎncă nu există evaluări
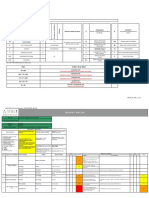
- RISK ASSESSMENT AND JOB SAFETY ANALYSIS FOR REPLACING DA FACILITY WITH LPG CYLINDER STORAGE AT RANIPET PLANTDocument8 paginiRISK ASSESSMENT AND JOB SAFETY ANALYSIS FOR REPLACING DA FACILITY WITH LPG CYLINDER STORAGE AT RANIPET PLANTAsan IbrahimÎncă nu există evaluări
- Carbon steel impact test materialsDocument4 paginiCarbon steel impact test materialsnike_y2kÎncă nu există evaluări
- Boiler Tube Selection CriteriaDocument67 paginiBoiler Tube Selection Criteriapatidar11100% (6)
- PR-1073 - Gas Freeing, Purging and Leak Testing of Process Equipment (Excluding Tanks)Document35 paginiPR-1073 - Gas Freeing, Purging and Leak Testing of Process Equipment (Excluding Tanks)romedic36100% (1)
- AGIP STD - Valves Specification SheetDocument1 paginăAGIP STD - Valves Specification Sheethalim_kaÎncă nu există evaluări
- Materials Data for Cyclic Loading: Low-Alloy SteelsDe la EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsEvaluare: 5 din 5 stele5/5 (2)
- Mechanical Design SpreadsheetDocument1 paginăMechanical Design SpreadsheetHoney TiwariÎncă nu există evaluări
- SICES Heat ExchangersDocument10 paginiSICES Heat ExchangersKarthik AnandanÎncă nu există evaluări
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDe la EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsÎncă nu există evaluări
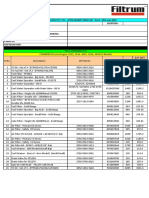
- Location:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDocument23 paginiLocation:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDadasaheb More100% (2)
- PFDDocument1 paginăPFDDenny FirmansyahÎncă nu există evaluări
- Boiler TestingDocument343 paginiBoiler TestingAnonymous nRFsvC0% (1)
- Boiler Design and CalculationDocument1 paginăBoiler Design and Calculationresham.gahla63% (8)
- Coal Fired Boiler Water Cycle OverviewDocument16 paginiCoal Fired Boiler Water Cycle OverviewFahrul FauziÎncă nu există evaluări
- Device List Fuel Gas SystemDocument7 paginiDevice List Fuel Gas SystemOto RushÎncă nu există evaluări
- Fleet Guard NewDocument16 paginiFleet Guard NewAmit JainÎncă nu există evaluări
- Open Book Examination: NeboshDocument9 paginiOpen Book Examination: NeboshAsan IbrahimÎncă nu există evaluări
- Open Book Examination: NeboshDocument9 paginiOpen Book Examination: NeboshAsan IbrahimÎncă nu există evaluări
- Highlight of IBRDocument15 paginiHighlight of IBRAnonymous XBq5J84Încă nu există evaluări
- Layout and Components of a Supercritical BoilerDocument41 paginiLayout and Components of a Supercritical BoilerLakshmi NarayanÎncă nu există evaluări
- Parts 328 - WWW - Powerplant.partsDocument31 paginiParts 328 - WWW - Powerplant.partsQuinhan LtdÎncă nu există evaluări
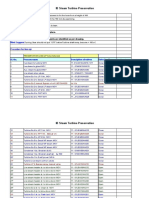
- IB Steam Turbine PreservationDocument6 paginiIB Steam Turbine PreservationUdhayakumar VenkataramanÎncă nu există evaluări
- Heat Recovery Steam GeneratorDocument4 paginiHeat Recovery Steam Generatorrr1819100% (1)
- Tablas de Parametros Agua CalderaDocument4 paginiTablas de Parametros Agua CalderaLeandro BecerraÎncă nu există evaluări
- Thermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualDe la EverandThermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualÎncă nu există evaluări
- VGB-Standard Feed Water, Boiler Water and Steam Quality For Power Plants / Industrial PlantsDocument11 paginiVGB-Standard Feed Water, Boiler Water and Steam Quality For Power Plants / Industrial PlantsZdravko Ivancic10% (10)
- Anderson Separator: Fuel Gas Skid General Arrangment - 250 PsigDocument2 paginiAnderson Separator: Fuel Gas Skid General Arrangment - 250 PsigJhonny Rincones100% (1)
- Proposal For - TPI For Oxygen Generator - BVQS - Ver02 (EN)Document11 paginiProposal For - TPI For Oxygen Generator - BVQS - Ver02 (EN)Asan IbrahimÎncă nu există evaluări
- Boiler Pipe Information List - Avantgarde Shipping & Tuff Offshore - FPSO CYRUSDocument2 paginiBoiler Pipe Information List - Avantgarde Shipping & Tuff Offshore - FPSO CYRUSzarni77Încă nu există evaluări
- PT 62 10 PDFDocument2 paginiPT 62 10 PDFtechkasambaÎncă nu există evaluări
- InvDocument4 paginiInvJobJobÎncă nu există evaluări
- MPK Hitachi B & W 674 1 KRI MLT - 561 A. Filter BBDocument24 paginiMPK Hitachi B & W 674 1 KRI MLT - 561 A. Filter BBDavid NguyenÎncă nu există evaluări
- EListDocument2 paginiEListRUDHRA DHANASEKARÎncă nu există evaluări
- Pipe Specification Doniambo: Max MaxDocument3 paginiPipe Specification Doniambo: Max MaxHMMSPÎncă nu există evaluări
- Index 1Document100 paginiIndex 1honghieutr100% (1)
- Cevi UniDocument6 paginiCevi UniGoran PatekÎncă nu există evaluări
- Spec. Grade UNS P G KSI D1.1 Group Nominal Composition Product FormDocument10 paginiSpec. Grade UNS P G KSI D1.1 Group Nominal Composition Product Formmaleksey5Încă nu există evaluări
- DOCUMENT Sample Vessel CalculationsDocument10 paginiDOCUMENT Sample Vessel CalculationsCristian Camilo Zapata PardoÎncă nu există evaluări
- Base de Datos de Materiales para RecipientesDocument1 paginăBase de Datos de Materiales para RecipientespedroluischoqueÎncă nu există evaluări
- InventoryreductionsaleDocument6 paginiInventoryreductionsaleSteve RindÎncă nu există evaluări
- E74099 Talea Giro-Ing - Sup032or Rev.07 GruppoDocument6 paginiE74099 Talea Giro-Ing - Sup032or Rev.07 GruppotimmboÎncă nu există evaluări
- Intercambiador Termico PDFDocument6 paginiIntercambiador Termico PDFCarmelo ValenciaÎncă nu există evaluări
- Model CBR 125-800 HP Boilers: Figure A10-2. Model CBR Hot Water Boiler Dimensions - Sheet 1 of 2Document6 paginiModel CBR 125-800 HP Boilers: Figure A10-2. Model CBR Hot Water Boiler Dimensions - Sheet 1 of 2sebaversaÎncă nu există evaluări
- SPW Immersion Fired - Specification Data Sheet (7000)Document9 paginiSPW Immersion Fired - Specification Data Sheet (7000)daemonohÎncă nu există evaluări
- AGIP STD - Valves Specification SheetDocument1 paginăAGIP STD - Valves Specification Sheethalim_kaÎncă nu există evaluări
- Токарный инструмент IscarDocument250 paginiТокарный инструмент IscarstctoolÎncă nu există evaluări
- Vitomax 200HSDocument14 paginiVitomax 200HSDamir ĆavarÎncă nu există evaluări
- Warehouse Item Master DataDocument15 paginiWarehouse Item Master DataManto HermantoÎncă nu există evaluări
- 4x600 MW IPP AOH Work OrderDocument10 pagini4x600 MW IPP AOH Work OrderElectrical TeamÎncă nu există evaluări
- September 2021 - November 2022Document312 paginiSeptember 2021 - November 2022Edy PurnawanÎncă nu există evaluări
- Information - Regarding - Import - Substitution and de Proprietarisation NewDocument5 paginiInformation - Regarding - Import - Substitution and de Proprietarisation Newsameguy sameguyÎncă nu există evaluări
- Material EquivalentDocument88 paginiMaterial EquivalentGabriel Milicu67% (3)
- FontargenDocument282 paginiFontargenMIHAIÎncă nu există evaluări
- Alloy Guide 2011Document12 paginiAlloy Guide 2011bbmoksh100% (1)
- Saunier Duval Themafast F30Document18 paginiSaunier Duval Themafast F30Eduardo RazerÎncă nu există evaluări
- Domestic Boiler Parts GuideDocument12 paginiDomestic Boiler Parts GuideCanaril SaloioÎncă nu există evaluări
- MLP II CAC Systemair Price 2013 MLPDocument109 paginiMLP II CAC Systemair Price 2013 MLPCharly ColumbÎncă nu există evaluări
- Copia de Aleaciones de AluminiosDocument12 paginiCopia de Aleaciones de AluminiosAlvaro Carreño Rojas100% (1)
- Hydraulics - Summary: Including Cutting Weight & Tool JointDocument17 paginiHydraulics - Summary: Including Cutting Weight & Tool Jointmsu6383Încă nu există evaluări
- Standard Piping SpecificationsDocument64 paginiStandard Piping SpecificationsSalzÎncă nu există evaluări
- JN1152 New Material Price Invoice Feb 2015R1Document26 paginiJN1152 New Material Price Invoice Feb 2015R1Irma MeutiaÎncă nu există evaluări
- HPU LP Accumulators and Process EquipmentDocument4 paginiHPU LP Accumulators and Process EquipmentHuifen ChngÎncă nu există evaluări
- Dear Sir,: Remal Al-Rafedain (Rar) For General Contracting LTDDocument2 paginiDear Sir,: Remal Al-Rafedain (Rar) For General Contracting LTDRa'ad HaniÎncă nu există evaluări
- Ca 50 50Document2 paginiCa 50 50Adrian MartinÎncă nu există evaluări
- Samsung Ast24a5re Ast18a Sc24ta Sc18zaDocument54 paginiSamsung Ast24a5re Ast18a Sc24ta Sc18zaMarco Lo100% (1)
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDe la EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryÎncă nu există evaluări
- Accident Explanation 24.08.2021Document2 paginiAccident Explanation 24.08.2021Asan IbrahimÎncă nu există evaluări
- Safety Training FormatsDocument11 paginiSafety Training FormatsAsan IbrahimÎncă nu există evaluări
- VR4059 2017 1st HalfDocument12 paginiVR4059 2017 1st HalfAsan IbrahimÎncă nu există evaluări
- VR4059 2020 1st Half & 2nd HalfDocument10 paginiVR4059 2020 1st Half & 2nd HalfAsan IbrahimÎncă nu există evaluări
- Oxygen Generator Check ListDocument1 paginăOxygen Generator Check ListAsan IbrahimÎncă nu există evaluări
- VR4059 2020 1st Half & 2nd HalfDocument10 paginiVR4059 2020 1st Half & 2nd HalfAsan IbrahimÎncă nu există evaluări
- IAP Report - 17.08.2021Document1 paginăIAP Report - 17.08.2021Asan IbrahimÎncă nu există evaluări
- PPEs Budget Aug 2021 11Document29 paginiPPEs Budget Aug 2021 11Asan IbrahimÎncă nu există evaluări
- VR4059 2017 1st HalfDocument12 paginiVR4059 2017 1st HalfAsan IbrahimÎncă nu există evaluări
- Pressure VesselDocument12 paginiPressure VesselAsan IbrahimÎncă nu există evaluări
- VR4059 2017 1st HalfDocument12 paginiVR4059 2017 1st HalfAsan IbrahimÎncă nu există evaluări
- Guidelines 07032016Document17 paginiGuidelines 07032016Manjunath MadiwalarÎncă nu există evaluări
- SCUD Procedure CONST004 Purging With Gas Air or Inert GasDocument4 paginiSCUD Procedure CONST004 Purging With Gas Air or Inert GasAsan IbrahimÎncă nu există evaluări
- UpdateddraftT4S LPG23032018Document147 paginiUpdateddraftT4S LPG23032018Asan IbrahimÎncă nu există evaluări
- Environmental, Occupational Health and Safety Management SystemDocument4 paginiEnvironmental, Occupational Health and Safety Management SystemAsan IbrahimÎncă nu există evaluări
- Environmental, Occupational Health and Safety Management SystemDocument4 paginiEnvironmental, Occupational Health and Safety Management SystemAsan IbrahimÎncă nu există evaluări
- The Oxyacetylene Process: Safe Practice and Accident AvoidanceDocument6 paginiThe Oxyacetylene Process: Safe Practice and Accident AvoidanceAsan IbrahimÎncă nu există evaluări
- Construction VentilationDocument50 paginiConstruction VentilationAsan IbrahimÎncă nu există evaluări
- Compresed GasDocument3 paginiCompresed GasAsan IbrahimÎncă nu există evaluări
- SIPCOT Environment PolicyDocument9 paginiSIPCOT Environment PolicyAsan IbrahimÎncă nu există evaluări
- PWD Boiler Servicerules 0Document6 paginiPWD Boiler Servicerules 0Asan IbrahimÎncă nu există evaluări
- 2190 First-Aid Fire ExtinguishersDocument20 pagini2190 First-Aid Fire ExtinguishersAsan IbrahimÎncă nu există evaluări
- WeldingDocument4 paginiWeldingAsan IbrahimÎncă nu există evaluări
- Mines Rule 1955Document79 paginiMines Rule 1955atanu_moharana100% (1)
- How a Steam Engine Works: The Boiler, Steam and Pressure GaugeDocument3 paginiHow a Steam Engine Works: The Boiler, Steam and Pressure GaugeSara Lloyd-KnibbsÎncă nu există evaluări
- JNM Packaged Boilers Process Efficiency Energy ConservationDocument4 paginiJNM Packaged Boilers Process Efficiency Energy ConservationsuhailfarhaanÎncă nu există evaluări
- Cornish BoilerDocument3 paginiCornish BoilerDeepak KV ReddyÎncă nu există evaluări
- Boiler MCC 7aDocument3 paginiBoiler MCC 7aMisbahul AnwarÎncă nu există evaluări
- Reference List of Power PlantDocument15 paginiReference List of Power PlantBudi PrihartonoÎncă nu există evaluări
- Water Tube Boiler: Babcock and WilcoxDocument8 paginiWater Tube Boiler: Babcock and WilcoxJosue Carubio Ricalde Jr.Încă nu există evaluări
- Maintenance Outage #2 UpdateDocument1 paginăMaintenance Outage #2 UpdateKabul AbdullahÎncă nu există evaluări
- Types of Water-Tube BoilersDocument1 paginăTypes of Water-Tube BoilersSteven WilliamsÎncă nu există evaluări
- Job training schedule for Eastor Rainhard Dogma TambunanDocument1 paginăJob training schedule for Eastor Rainhard Dogma TambunanEastor Rainhard Dogma TambunanÎncă nu există evaluări
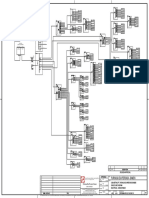
- Pepbwn 001 Elc SLD 001.0 - Singel Line Diargram (New Expanse)Document1 paginăPepbwn 001 Elc SLD 001.0 - Singel Line Diargram (New Expanse)Rian ArfanÎncă nu există evaluări
- Arzator TD PDFDocument4 paginiArzator TD PDFadrianradulescuÎncă nu există evaluări
- P-V Diagram Into T-S DiagramDocument5 paginiP-V Diagram Into T-S DiagramsxcastroÎncă nu există evaluări
- Understanding Boiler CirculationDocument10 paginiUnderstanding Boiler CirculationAbbas AmirifardÎncă nu există evaluări
- Steam Surface Condenser Question & AnswersDocument3 paginiSteam Surface Condenser Question & Answersmax job13Încă nu există evaluări
- Thermal power plant componentsDocument1 paginăThermal power plant componentsEngr Saud Shah BalochÎncă nu există evaluări
- 07 - Steam Generator FamiliarizationDocument6 pagini07 - Steam Generator FamiliarizationJoren HuernoÎncă nu există evaluări
- 062 - R - 301 - 302 - 303 ManuelDocument303 pagini062 - R - 301 - 302 - 303 Manuelshinki31000Încă nu există evaluări
- Cornish BoilerDocument2 paginiCornish Boileranmolkasera100% (1)
- Regenerative Rankine CycleDocument14 paginiRegenerative Rankine CycleSamson GabrielÎncă nu există evaluări
- Central electricity authority thermal unit outage reportDocument4 paginiCentral electricity authority thermal unit outage reportData CentrumÎncă nu există evaluări
- Flow Sheet Sorbitol Dari Tepung Tapioka FIXDocument1 paginăFlow Sheet Sorbitol Dari Tepung Tapioka FIXfidelisboymanurungÎncă nu există evaluări