S-ar putea să vă placă și
- InTech-Aluminium Alloy Foams Production and Properties PDFDocument27 paginiInTech-Aluminium Alloy Foams Production and Properties PDFoussmaÎncă nu există evaluări
- Metal Foams - Manufacture and Physics of FoamingDocument17 paginiMetal Foams - Manufacture and Physics of FoamingDaniela Silva MolinaÎncă nu există evaluări
- Casting Parts With Metallic Foam: To Cite This VersionDocument13 paginiCasting Parts With Metallic Foam: To Cite This VersionThomas HerrlichÎncă nu există evaluări
- Metal Foams: Production and Stability MechanismsDocument43 paginiMetal Foams: Production and Stability MechanismsLuis CarranzaÎncă nu există evaluări
- Materials: Commercial Applications of Metal Foams: Their Properties and ProductionDocument29 paginiMaterials: Commercial Applications of Metal Foams: Their Properties and ProductionAngieRojasÎncă nu există evaluări
- Aluminum Foaming For Lighter StructureDocument5 paginiAluminum Foaming For Lighter StructureInternational Journal of computational Engineering research (IJCER)Încă nu există evaluări
- Materials 09 00085 PDFDocument27 paginiMaterials 09 00085 PDFAngieRojasÎncă nu există evaluări
- Mousse AlluminumDocument21 paginiMousse Alluminumimad derbalaÎncă nu există evaluări
- Banhart 1998Document12 paginiBanhart 1998Jose SotoÎncă nu există evaluări
- 2.aluminium Metal Foam Production Methods, Properties andDocument7 pagini2.aluminium Metal Foam Production Methods, Properties andShinchan NoharaÎncă nu există evaluări
- Thulasikanth 2021Document4 paginiThulasikanth 2021Armanda PutraÎncă nu există evaluări
- Foaming of pure aluminium using TiH2 powderDocument6 paginiFoaming of pure aluminium using TiH2 powderDhavalÎncă nu există evaluări
- Steel Foam Material Processing, Properties, and Potential Structural ApplicationsDocument7 paginiSteel Foam Material Processing, Properties, and Potential Structural ApplicationsbluecreteÎncă nu există evaluări
- A Review On Manufacturing and Application of Open-Cell Metal FoamDocument5 paginiA Review On Manufacturing and Application of Open-Cell Metal FoamLAKSHMIKANTH.B MEC-AP/MCÎncă nu există evaluări
- Journal For SPFDocument10 paginiJournal For SPFAlagu EswaranÎncă nu există evaluări
- ME6352 Manufacturing Technolgy: Unit I Casting 8Document54 paginiME6352 Manufacturing Technolgy: Unit I Casting 8Aravind PhoenixÎncă nu există evaluări
- Energy Absorption of Cast Metal and Composite Foams Tested in Extremely Low and High-TemperaturesDocument12 paginiEnergy Absorption of Cast Metal and Composite Foams Tested in Extremely Low and High-TemperaturesRoland EndrészÎncă nu există evaluări
- Metal Foam ThesisDocument7 paginiMetal Foam Thesistmexyhikd100% (2)
- Metals 107908 PDFDocument20 paginiMetals 107908 PDFiban tecnaliaÎncă nu există evaluări
- Abhishek Gupta Research PaperDocument9 paginiAbhishek Gupta Research PaperalwaysbestcricketÎncă nu există evaluări
- Shiomi 2010Document6 paginiShiomi 2010Armanda PutraÎncă nu există evaluări
- Casting Notes MechanicalDocument21 paginiCasting Notes MechanicalKharbal AkashÎncă nu există evaluări
- A New Shell Casting Process Based On Expendable Pattern With Vacuum and Low-Pressure Casting For Aluminum and Magnesium AlloysDocument11 paginiA New Shell Casting Process Based On Expendable Pattern With Vacuum and Low-Pressure Casting For Aluminum and Magnesium AlloysHani BanatÎncă nu există evaluări
- Powder Metallurgy WikDocument11 paginiPowder Metallurgy WiksiswoutÎncă nu există evaluări
- NADCA Standars For High Integrity PDFDocument236 paginiNADCA Standars For High Integrity PDFluisA1923100% (1)
- Aluminum Powder Metallurgy Technology ReviewDocument21 paginiAluminum Powder Metallurgy Technology Reviewal3meed33Încă nu există evaluări
- Metal Foams E28093 Properties Production and ApplicationsDocument2 paginiMetal Foams E28093 Properties Production and ApplicationsNarasimharaghavanPuliyurKrishnaswamyÎncă nu există evaluări
- Manufacturing Technology AnswersDocument32 paginiManufacturing Technology AnswersDaRkSouLÎncă nu există evaluări
- Aluminum ThesisDocument8 paginiAluminum Thesisalyssaschultecolumbia100% (2)
- A Review On Prodution of Aluminium Metal Foams PDFDocument13 paginiA Review On Prodution of Aluminium Metal Foams PDFSaliq ShahÎncă nu există evaluări
- An Overview of Aluminum Foam Production MethodsDocument8 paginiAn Overview of Aluminum Foam Production Methodsgouhua yuanÎncă nu există evaluări
- Assessment of Mechanical Properties of Sintered and Hot Extruded Aluminium and Aluminium Based Titania CompositesDocument9 paginiAssessment of Mechanical Properties of Sintered and Hot Extruded Aluminium and Aluminium Based Titania CompositesAJER JOURNALÎncă nu există evaluări
- Aluminum Metal Foam Popular Manufacturing TechniquesDocument1 paginăAluminum Metal Foam Popular Manufacturing TechniquesBrajendra SinghÎncă nu există evaluări
- Finite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingDocument18 paginiFinite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingNigus TeklehaymanotÎncă nu există evaluări
- Microstructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold RollingDocument12 paginiMicrostructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold Rollingjesus herazoÎncă nu există evaluări
- Рідкофазний методDocument7 paginiРідкофазний методsergiu.zheliaskovÎncă nu există evaluări
- Investment Casting - Future TrendsDocument25 paginiInvestment Casting - Future Trendsshiva9113Încă nu există evaluări
- Review of Special Forming Processes for Lightweight ComponentsDocument20 paginiReview of Special Forming Processes for Lightweight ComponentsNugrahaÎncă nu există evaluări
- Process Simulation of Aluminium Sheet Metal Deep Drawing at Elevated TemperaturesDocument8 paginiProcess Simulation of Aluminium Sheet Metal Deep Drawing at Elevated TemperaturesRashed alganmÎncă nu există evaluări
- Basics of Manufacturing-1 PDFDocument135 paginiBasics of Manufacturing-1 PDFPradeep NairÎncă nu există evaluări
- New Copper Casting Machine Streamlines Ferroalloy ProductionDocument8 paginiNew Copper Casting Machine Streamlines Ferroalloy ProductionJuan Bautista HernándezÎncă nu există evaluări
- Meterolla SteelsDocument76 paginiMeterolla SteelsKrishna AjithÎncă nu există evaluări
- Mechanical Properties of Low-Alloy-Steels With Bainitic Microstructures and Varying Carbon ContentDocument10 paginiMechanical Properties of Low-Alloy-Steels With Bainitic Microstructures and Varying Carbon ContentPuteri NurhayaniÎncă nu există evaluări
- Review Report of Blast Resistant Properties of Composite Structures in Naval Vessels.Document125 paginiReview Report of Blast Resistant Properties of Composite Structures in Naval Vessels.Ali HassanÎncă nu există evaluări
- Metal CastingDocument12 paginiMetal CastingChinmay Das100% (4)
- VSSUT Casting and Welding NotesDocument199 paginiVSSUT Casting and Welding NoteshsemargÎncă nu există evaluări
- Production Methods of Aluminium Foam A Brief ReviewDocument4 paginiProduction Methods of Aluminium Foam A Brief ReviewJuan SarmientoÎncă nu există evaluări
- YL p1676Document19 paginiYL p1676leelavathi2000Încă nu există evaluări
- Análisis de Fallos de Fundición de Aleaciones de Aluminio en Cuatro RuedasDocument8 paginiAnálisis de Fallos de Fundición de Aleaciones de Aluminio en Cuatro Ruedasjohnny oreÎncă nu există evaluări
- Production TechnologyDocument60 paginiProduction Technology2mohan7100% (2)
- Formación de Lodos en El Proceso Hall Héroult - Un Problema ExistenteDocument5 paginiFormación de Lodos en El Proceso Hall Héroult - Un Problema ExistentePaula BrazueloÎncă nu există evaluări
- Surface Technology White PapersDocument12 paginiSurface Technology White PapersHong Keat OhÎncă nu există evaluări
- Research Papers On Powder MetallurgyDocument5 paginiResearch Papers On Powder Metallurgylqinlccnd100% (1)
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument18 paginiWorld's Largest Science, Technology & Medicine Open Access Book PublisherkarthikkandaÎncă nu există evaluări
- Powder MetallurgyDocument10 paginiPowder MetallurgynoelmbondeÎncă nu există evaluări
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDe la EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysÎncă nu există evaluări
- Performance Management in Government: International Models and IndiaDocument20 paginiPerformance Management in Government: International Models and IndiaGarvit GoelÎncă nu există evaluări
- Calculation of Vapour Pressure From EOS: Method EmployedDocument2 paginiCalculation of Vapour Pressure From EOS: Method EmployedGarvit GoelÎncă nu există evaluări
- Technical Document 1: Real Estate FinanceDocument3 paginiTechnical Document 1: Real Estate FinanceGarvit GoelÎncă nu există evaluări
- Iitd Rdv14 AppleDocument20 paginiIitd Rdv14 AppleGarvit GoelÎncă nu există evaluări
- CHL231 Fluid Mechanics For Chemical Engineers Formula SheetDocument4 paginiCHL231 Fluid Mechanics For Chemical Engineers Formula SheetGarvit GoelÎncă nu există evaluări
- CHL231 Fluid Mechanics For Chemical Engineers Formula SheetDocument4 paginiCHL231 Fluid Mechanics For Chemical Engineers Formula SheetGarvit GoelÎncă nu există evaluări
- CHL231 Fluid Mechanics For Chemical Engineers Formula SheetDocument4 paginiCHL231 Fluid Mechanics For Chemical Engineers Formula SheetGarvit GoelÎncă nu există evaluări
- 2009CH10058 - Exp 8Document18 pagini2009CH10058 - Exp 8Garvit GoelÎncă nu există evaluări
- X Steam For MatlabDocument5 paginiX Steam For Matlabshane5ul100% (1)
- Report PDFDocument15 paginiReport PDFGarvit GoelÎncă nu există evaluări
- CHL251 HEAT AND MASS TRANSFER - cdsfIIT Delhi - Major - Engineering - Not-Known - 159 PDFDocument1 paginăCHL251 HEAT AND MASS TRANSFER - cdsfIIT Delhi - Major - Engineering - Not-Known - 159 PDFGarvit GoelÎncă nu există evaluări
- 1st - Yr - New - Courses - Summary - 16 July - 0630PM PDFDocument2 pagini1st - Yr - New - Courses - Summary - 16 July - 0630PM PDFGarvit GoelÎncă nu există evaluări
- Dai Gil Lee (2004) Design and Manufacture of An Automotive Hybrid Aluminum-Composite Drive ShaftDocument13 paginiDai Gil Lee (2004) Design and Manufacture of An Automotive Hybrid Aluminum-Composite Drive Shaftmc_ensÎncă nu există evaluări
- Jumbo structural hollow sections technical data and specificationsDocument8 paginiJumbo structural hollow sections technical data and specificationsalextentwentyÎncă nu există evaluări
- Concrete Works SpecsDocument57 paginiConcrete Works SpecsNasir AlsalehÎncă nu există evaluări
- 41 CR 4Document2 pagini41 CR 4Jhon ChitÎncă nu există evaluări
- NADCA Standards 2015Document272 paginiNADCA Standards 2015mr.nguyenkÎncă nu există evaluări
- Acid Dewpoint MonitorDocument8 paginiAcid Dewpoint Monitormpalani2@hotmail.com100% (2)
- Stainless SteelsDocument16 paginiStainless SteelsMohdAizie MudaÎncă nu există evaluări
- 01182018161906bauxite 2016 (AdvanceRelease)Document15 pagini01182018161906bauxite 2016 (AdvanceRelease)Prasun ChaturvediÎncă nu există evaluări
- MSDS-RIPSTAR 156-Part 1Document6 paginiMSDS-RIPSTAR 156-Part 1Ankita Baban GavadeÎncă nu există evaluări
- Task 4 - Governor Arm PDFDocument2 paginiTask 4 - Governor Arm PDFRicky Prabowo0% (1)
- Infoprd-Geomet 500-gb PDFDocument2 paginiInfoprd-Geomet 500-gb PDFSannohashi MFGÎncă nu există evaluări
- Effect of Corrosion MaterialsDocument42 paginiEffect of Corrosion Materialskdalavadi3905Încă nu există evaluări
- QC Check ListDocument1 paginăQC Check ListshwayeÎncă nu există evaluări
- Pole Base Foundation Pole Base SpecificationsDocument10 paginiPole Base Foundation Pole Base SpecificationsMuhammad IrfanÎncă nu există evaluări
- Applications of Coordination CompoundsDocument6 paginiApplications of Coordination CompoundsFizsÎncă nu există evaluări
- Writing and Naming Ionic and Covalent Compounds (39Document3 paginiWriting and Naming Ionic and Covalent Compounds (39Chennille Ann Bleu GundayaoÎncă nu există evaluări
- Aircraft Specification (BAC, BMS)Document15 paginiAircraft Specification (BAC, BMS)Orlando Pérez100% (1)
- Checkpoint Revision 1 Answers: John Wiley & Sons Australia, LTD 1Document2 paginiCheckpoint Revision 1 Answers: John Wiley & Sons Australia, LTD 1Miao MiaoÎncă nu există evaluări
- Thermo-Lag 3000-P PDS PDFDocument7 paginiThermo-Lag 3000-P PDS PDFskÎncă nu există evaluări
- Pavement Design & Traffic Census WorkshopDocument38 paginiPavement Design & Traffic Census WorkshopJK HallÎncă nu există evaluări
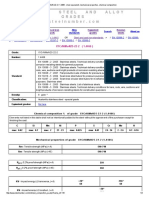
- European Steel and Alloy Grades: X1Crnimon25-22-2 (1.4466)Document3 paginiEuropean Steel and Alloy Grades: X1Crnimon25-22-2 (1.4466)farshid KarpasandÎncă nu există evaluări
- Exercise No: AIM Appartus: Chemicals: EquipmentDocument2 paginiExercise No: AIM Appartus: Chemicals: EquipmentjayantÎncă nu există evaluări
- Shell Donax TC SeriesDocument2 paginiShell Donax TC SeriesDarmawan PutrantoÎncă nu există evaluări
- TQ 20 Residential-Timber-Fences FinalDocument4 paginiTQ 20 Residential-Timber-Fences FinalMatt AndrewsÎncă nu există evaluări
- Pneumatic StructuresDocument9 paginiPneumatic StructuresMaitreyi YellapragadaÎncă nu există evaluări
- Annexure-A Technical Specifications For Heat Shrinkable Cable Terminations and Joints For 6.6kV, XLPE CablesDocument4 paginiAnnexure-A Technical Specifications For Heat Shrinkable Cable Terminations and Joints For 6.6kV, XLPE CablesHossam AlzubairyÎncă nu există evaluări
- Ijser: Handmade Paper From Banana StemDocument6 paginiIjser: Handmade Paper From Banana StemHari SarmaÎncă nu există evaluări
- Pressure Molding & Vacuum Forming Processes ExplainedDocument22 paginiPressure Molding & Vacuum Forming Processes ExplainedRik PtlÎncă nu există evaluări
- Mechanical Properties of MaterialsDocument4 paginiMechanical Properties of MaterialsBoykeÎncă nu există evaluări
- Comparing Effect of Adding LDPE, PP, PMMA On The Mechanical Properties of Polystyrene (PS)Document12 paginiComparing Effect of Adding LDPE, PP, PMMA On The Mechanical Properties of Polystyrene (PS)Jawad K. OleiwiÎncă nu există evaluări
- CALSIA Become An AgentDocument2 paginiCALSIA Become An AgentFrank MtetwaÎncă nu există evaluări