S-ar putea să vă placă și
- Brittle Fracture in Steel StructuresDe la EverandBrittle Fracture in Steel StructuresG.M. BoydÎncă nu există evaluări
- Fractography: The Way Things Fracture: S.K. BhaumikDocument46 paginiFractography: The Way Things Fracture: S.K. BhaumikAlfiansyah DarmawanÎncă nu există evaluări
- Materials For Rolling Bearing TechnologyDocument29 paginiMaterials For Rolling Bearing TechnologyWayuÎncă nu există evaluări
- A. Palmgren RevisitedDocument12 paginiA. Palmgren RevisitedahmedbeaetÎncă nu există evaluări
- Fractography SteelDocument42 paginiFractography SteelRebeccaNandaÎncă nu există evaluări
- Stainless Steels and Their PropertiesDocument45 paginiStainless Steels and Their PropertiesSH1961Încă nu există evaluări
- Grade 316 316LDocument9 paginiGrade 316 316LvsajuÎncă nu există evaluări
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 paginiEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessÎncă nu există evaluări
- Heat Treatment of Commercial Steels For Engineering ApplicationsDocument34 paginiHeat Treatment of Commercial Steels For Engineering ApplicationsmeÎncă nu există evaluări
- Porosity in Castings AFS Transactions 2005Document28 paginiPorosity in Castings AFS Transactions 2005jlplazaolaÎncă nu există evaluări
- Austenitic Stainless SteelsDocument23 paginiAustenitic Stainless SteelsAndrea VieyraÎncă nu există evaluări
- Corrosion of Stainless SteelDocument19 paginiCorrosion of Stainless SteelWaqas AhmedÎncă nu există evaluări
- Fastener FailuresDocument3 paginiFastener FailuresWylliam Diel WagnerÎncă nu există evaluări
- Yield Point PDFDocument12 paginiYield Point PDFengineer bilal100% (1)
- Plasma Nitriding of Steels PDFDocument192 paginiPlasma Nitriding of Steels PDFRenè KubíkÎncă nu există evaluări
- Stainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Document291 paginiStainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Ariel NemcoÎncă nu există evaluări
- Abrasive Wear Behavior of Boronized AISI 8620 Steel 2008 PDFDocument7 paginiAbrasive Wear Behavior of Boronized AISI 8620 Steel 2008 PDFSteffen AichholzÎncă nu există evaluări
- A Review For Cutting Forces and Stresses in Circular SawsDocument5 paginiA Review For Cutting Forces and Stresses in Circular SawsPaolo RossiÎncă nu există evaluări
- Prediction of Aluminum Nitride Embrittlement in Heavy Section Steel CastingsDocument7 paginiPrediction of Aluminum Nitride Embrittlement in Heavy Section Steel Castingsranesh100% (1)
- Case Study of Bolt FailureDocument13 paginiCase Study of Bolt FailureJB MadeleineÎncă nu există evaluări
- Analysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEDocument7 paginiAnalysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEpoojaÎncă nu există evaluări
- Stainless Steel CorrosionDocument10 paginiStainless Steel Corrosionsmab2162094Încă nu există evaluări
- Fracture Toughness Models For Ferritic SteelsDocument16 paginiFracture Toughness Models For Ferritic SteelsTrường ĐàoÎncă nu există evaluări
- Corri DurDocument2 paginiCorri DurStuartÎncă nu există evaluări
- An Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelDocument18 paginiAn Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelRodrigo MarinÎncă nu există evaluări
- Failure Analysis of AISI 410 Stainless-Steel Piston Rod in Spillway Floodgate (2019)Document12 paginiFailure Analysis of AISI 410 Stainless-Steel Piston Rod in Spillway Floodgate (2019)Dzaky ArizsaÎncă nu există evaluări
- Manjoine M. J., Voorhees H. R.-Compilation of Stress-Relaxation Data For Engineering Alloys PDFDocument608 paginiManjoine M. J., Voorhees H. R.-Compilation of Stress-Relaxation Data For Engineering Alloys PDFIbrahim GünalÎncă nu există evaluări
- Other Causes of Fastener FailuresDocument3 paginiOther Causes of Fastener Failuresmp87_ingÎncă nu există evaluări
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 paginiEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsÎncă nu există evaluări
- PREN Number Effect On AlloyDocument6 paginiPREN Number Effect On AlloyVed JoshiÎncă nu există evaluări
- A New Role For Microalloyed SteelsDocument11 paginiA New Role For Microalloyed SteelsMuhammed SulfeekÎncă nu există evaluări
- Aluminum Alloy WeldabilityDocument208 paginiAluminum Alloy WeldabilityThirumaranÎncă nu există evaluări
- Steel CleanlinessDocument22 paginiSteel CleanlinessfondershellÎncă nu există evaluări
- ART Threaded Fastener Design and AnalysisDocument40 paginiART Threaded Fastener Design and AnalysisAarón Escorza MistránÎncă nu există evaluări
- Hardness of Tempered Martensite in Carbon and Low-Alloy SteelsDocument11 paginiHardness of Tempered Martensite in Carbon and Low-Alloy Steelsjose antonio100% (1)
- Austenitic Stainless SteelsDocument20 paginiAustenitic Stainless Steelsvivekr84100% (1)
- Lesson 3 - Ductile and Brittle Fracture PDFDocument80 paginiLesson 3 - Ductile and Brittle Fracture PDFJavier Ayala HuamanÎncă nu există evaluări
- Assessment of Creep Damage in Fe-Ni-Cr Alloys: Frans SorshDocument67 paginiAssessment of Creep Damage in Fe-Ni-Cr Alloys: Frans SorshAicepyrre MetGod MortelÎncă nu există evaluări
- The Effect of Electroless Ni-P Coatings On The Fatigue Life of Al 7075-T6 Fastener Holes With Symmetrical Slits PDFDocument9 paginiThe Effect of Electroless Ni-P Coatings On The Fatigue Life of Al 7075-T6 Fastener Holes With Symmetrical Slits PDFSunil KumbarÎncă nu există evaluări
- HeatResistantAlloys RolledAlloysDocument150 paginiHeatResistantAlloys RolledAlloysAon Hemmatad100% (1)
- Bitumastic 300 MDocument2 paginiBitumastic 300 MANIBALLOPEZVEGA100% (1)
- 17-4 PHDocument4 pagini17-4 PHfahimshah1301Încă nu există evaluări
- Grain Refinement of Permanent Mold Cast Copper Base AlloysDocument124 paginiGrain Refinement of Permanent Mold Cast Copper Base Alloyschris nelson100% (1)
- Martensite and The Control of Retained AusteniteDocument6 paginiMartensite and The Control of Retained AusteniteMarcoTulioFonsecaÎncă nu există evaluări
- Understanding DecarburizationDocument6 paginiUnderstanding Decarburizationoquintero990% (1)
- Stainless SteelsDocument10 paginiStainless SteelsAbderrazek ziedÎncă nu există evaluări
- History of Stainless SteelDocument65 paginiHistory of Stainless SteelMayank100% (1)
- Review of Creep Resistant SteelsDocument4 paginiReview of Creep Resistant SteelsAleš NagodeÎncă nu există evaluări
- Membrane BendingDocument12 paginiMembrane BendingAnonymous tGFxtqNÎncă nu există evaluări
- Arcelor High Yield IfDocument4 paginiArcelor High Yield IfJayDadrassÎncă nu există evaluări
- Oto 99022Document157 paginiOto 99022jobinhoeljovenÎncă nu există evaluări
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDe la EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceÎncă nu există evaluări
- Controlled Atmospheres for Heat Treatment: The Pergamon Materials Engineering Practice SeriesDe la EverandControlled Atmospheres for Heat Treatment: The Pergamon Materials Engineering Practice SeriesÎncă nu există evaluări
- Embrittlement of Engineering AlloysDe la EverandEmbrittlement of Engineering AlloysC.L. BriantÎncă nu există evaluări
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaDe la EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinÎncă nu există evaluări
- Asphalt Paving OperationDocument7 paginiAsphalt Paving OperationfahreezÎncă nu există evaluări
- 5S Implementation GuideDocument24 pagini5S Implementation Guidemdavange100% (1)
- English Speech Scripts Learning English Is InterestingDocument2 paginiEnglish Speech Scripts Learning English Is InterestingSuprianto FnuÎncă nu există evaluări
- Purlin and Roof DesignDocument4 paginiPurlin and Roof DesignAnilkumar Cm100% (2)
- Kamglide Catalog PDFDocument12 paginiKamglide Catalog PDFfahreezÎncă nu există evaluări
- Verb Patterns: (John) (Smiled) - (Nothing) (Has Happened) - (The Baby) (Was Sleeping)Document15 paginiVerb Patterns: (John) (Smiled) - (Nothing) (Has Happened) - (The Baby) (Was Sleeping)fahreezÎncă nu există evaluări
- Grease Requirement For Gear CouplingDocument1 paginăGrease Requirement For Gear CouplingfahreezÎncă nu există evaluări
- JUMO Temperature Analog TransmitterDocument2 paginiJUMO Temperature Analog TransmitterfahreezÎncă nu există evaluări
- Hydrualics Flushing ProcedureDocument2 paginiHydrualics Flushing ProcedurewilliamsaminÎncă nu există evaluări
- A Review On Grease Lubrication in Rolling BearingsDocument11 paginiA Review On Grease Lubrication in Rolling BearingsfahreezÎncă nu există evaluări
- Glucose PumpDocument1 paginăGlucose PumpfahreezÎncă nu există evaluări
- Act 341 (Fire Service Act) PDFDocument47 paginiAct 341 (Fire Service Act) PDFhideakizawaÎncă nu există evaluări
- Beginning Vibration Analysis PDFDocument96 paginiBeginning Vibration Analysis PDFromadhinhoÎncă nu există evaluări
- Grease Construction and FunctionDocument7 paginiGrease Construction and FunctionProphx BliziceÎncă nu există evaluări
- Component ElectronicDocument1 paginăComponent ElectronicfahreezÎncă nu există evaluări
- CSWIP Welding Inspection Notes and QuestionsDocument132 paginiCSWIP Welding Inspection Notes and QuestionsfahreezÎncă nu există evaluări
- Ebook AwanproDocument8 paginiEbook AwanprofahreezÎncă nu există evaluări
- Resepi Raidah - DagingDocument12 paginiResepi Raidah - DagingfahreezÎncă nu există evaluări
- Anti-Seize Spray TdsDocument2 paginiAnti-Seize Spray TdsfahreezÎncă nu există evaluări
- Eye Bolts Excel Oogbout Grade 80 ALDocument1 paginăEye Bolts Excel Oogbout Grade 80 ALfahreezÎncă nu există evaluări
- Kalrez BrochureDocument12 paginiKalrez BrochurefahreezÎncă nu există evaluări
- Viton Selection GuideDocument16 paginiViton Selection GuidefahreezÎncă nu există evaluări
- Cash Flow PisangDocument1 paginăCash Flow PisangfahreezÎncă nu există evaluări
- Ml2236 FDADocument1 paginăMl2236 FDAfahreezÎncă nu există evaluări
- VossPac - Ceramic SS FabricsDocument1 paginăVossPac - Ceramic SS FabricsfahreezÎncă nu există evaluări
- Anti Seize Compound - TDSDocument2 paginiAnti Seize Compound - TDSfahreezÎncă nu există evaluări
- VossPac - Silica Fabric2Document1 paginăVossPac - Silica Fabric2fahreezÎncă nu există evaluări
- Anti Seize 797 - TdsDocument2 paginiAnti Seize 797 - TdsfahreezÎncă nu există evaluări
- Sapphire Hi-Pressure 2 TdsDocument2 paginiSapphire Hi-Pressure 2 TdsfahreezÎncă nu există evaluări
- Foodlube GREASE 2, 1 & 00: Food Grade Multi-Purpose EP Bearing Grease With PTFEDocument2 paginiFoodlube GREASE 2, 1 & 00: Food Grade Multi-Purpose EP Bearing Grease With PTFEfahreezÎncă nu există evaluări
- Dowex Monosphere 650C (H)Document2 paginiDowex Monosphere 650C (H)agnarindra01_8550147Încă nu există evaluări
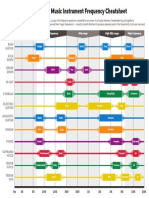
- Music Frequency Cheat SheetDocument1 paginăMusic Frequency Cheat SheetLeonel Molina AlvaradoÎncă nu există evaluări
- Wings of Prey ManualDocument20 paginiWings of Prey ManualRaphael DoukkaliÎncă nu există evaluări
- Digital Optical PyrometerDocument1 paginăDigital Optical Pyrometerlehdruk7100Încă nu există evaluări
- ND3361 Lesson 11 Ipatch 360 Hardware Jul 13 PDFDocument40 paginiND3361 Lesson 11 Ipatch 360 Hardware Jul 13 PDFJosel ArevaloÎncă nu există evaluări
- Philips Slimline Compact 20w/2000lm 2ft LED Batten (Cool Day Light)Document4 paginiPhilips Slimline Compact 20w/2000lm 2ft LED Batten (Cool Day Light)Shrutie PatilÎncă nu există evaluări
- FuzzyDocument75 paginiFuzzyvatsalshah24Încă nu există evaluări
- Atom Laboratory CalibratorDocument90 paginiAtom Laboratory CalibratorDhoy GaviolaÎncă nu există evaluări
- Course Objective and Outcome FormDocument2 paginiCourse Objective and Outcome FormSajedur Rahman MishukÎncă nu există evaluări
- Rohit Bebarta CVDocument1 paginăRohit Bebarta CVRohit BebartaÎncă nu există evaluări
- Assignment Payment 1Document5 paginiAssignment Payment 1Mohamad SafwanÎncă nu există evaluări
- Ground ImprovementDocument17 paginiGround Improvementpatelahmad77Încă nu există evaluări
- East West Pipe Rack For Piping Project J-80: Sendan International Company LTDDocument25 paginiEast West Pipe Rack For Piping Project J-80: Sendan International Company LTDFarrukh Javed100% (1)
- Sizing Columns in HysysDocument4 paginiSizing Columns in HysysemebusamuelÎncă nu există evaluări
- 13 - NM Electrical Stimulation in NeurorehabilitationDocument29 pagini13 - NM Electrical Stimulation in NeurorehabilitationvladÎncă nu există evaluări
- Case/Duct System (Automobile)Document7 paginiCase/Duct System (Automobile)Tran xuan ThuyÎncă nu există evaluări
- Understanding The Harmony Information in The Preset DisplayDocument2 paginiUnderstanding The Harmony Information in The Preset DisplaymileroÎncă nu există evaluări
- Fast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CDocument1 paginăFast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CY. Leonel MolinaÎncă nu există evaluări
- Sintech Pumps For Sugar Processing PlantDocument18 paginiSintech Pumps For Sugar Processing Plantsahildhingra100% (2)
- Moi PDFDocument3 paginiMoi PDFSACHINÎncă nu există evaluări
- Effect of Aging in Bituminous MixesDocument15 paginiEffect of Aging in Bituminous MixesyadavameÎncă nu există evaluări
- Phy 109 PDFDocument1 paginăPhy 109 PDFsohamÎncă nu există evaluări
- Washer Dryer: Owner'S ManualDocument29 paginiWasher Dryer: Owner'S ManualThai FuizaiÎncă nu există evaluări
- Build OptionsDocument6 paginiBuild OptionsFranciscoÎncă nu există evaluări
- Astm A722 PDFDocument5 paginiAstm A722 PDFNguyễn ThạnhÎncă nu există evaluări
- C1107Document4 paginiC1107Pankaj PaulÎncă nu există evaluări
- S.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsDocument8 paginiS.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsKarthikeyan SnÎncă nu există evaluări
- Manual V100-V30-70 ENGDocument38 paginiManual V100-V30-70 ENGAzeddine LAÎncă nu există evaluări
- Brochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Document20 paginiBrochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Fernando Cesar PérezÎncă nu există evaluări
- Oracle IdeasDocument45 paginiOracle Ideashamdy2001Încă nu există evaluări