S-ar putea să vă placă și
- L'usinage À Grande VitesseDocument19 paginiL'usinage À Grande VitessePiko -Încă nu există evaluări
- IntroductionDocument21 paginiIntroductionSkander Haj HamzaÎncă nu există evaluări
- A - Ugv 3Document88 paginiA - Ugv 3swaroop231Încă nu există evaluări
- Brochure Usinage Grande VitesseDocument12 paginiBrochure Usinage Grande VitesseJacine BK100% (1)
- Usinage À Grande Vitesse-ConvertiDocument22 paginiUsinage À Grande Vitesse-ConvertiZack MahmoudiÎncă nu există evaluări
- Tournage PDFDocument45 paginiTournage PDFChokri AtefÎncă nu există evaluări
- Rectification RodageDocument5 paginiRectification Rodagesouheil khalifaÎncă nu există evaluări
- L'Usinage Par ElectroerosionDocument12 paginiL'Usinage Par Electroerosionmaino67% (6)
- 8 FraisageDocument14 pagini8 FraisageKhaled Ben AyedÎncă nu există evaluări
- 2-Differents Types de Machines-OutilsDocument23 pagini2-Differents Types de Machines-OutilsAnonymous RQW12imE100% (3)
- Volume 3Document404 paginiVolume 3Adouni ZakÎncă nu există evaluări
- CNC Chapitre 1 PDFDocument16 paginiCNC Chapitre 1 PDFmejri merinÎncă nu există evaluări
- PliageDocument13 paginiPliageIlias Emsa100% (1)
- 2usinage Grande VitesseDocument9 pagini2usinage Grande VitesseLarbi Elbakkali50% (2)
- Brochage TaillageDocument15 paginiBrochage TaillageIsaila Daniel100% (1)
- Analyse de La Fabrication D'un - EL BACHARI Hoummad - 484Document50 paginiAnalyse de La Fabrication D'un - EL BACHARI Hoummad - 484essaid100% (1)
- Cours Cfao MachineDocument11 paginiCours Cfao MachineYouness SahraouiÎncă nu există evaluări
- Modélisation de La Coupe en Usinage À Grande VitesseDocument34 paginiModélisation de La Coupe en Usinage À Grande VitesseMohamed El Hadi RedjaimiaÎncă nu există evaluări
- Rapport CNCDocument10 paginiRapport CNChajarisoÎncă nu există evaluări
- Compte-Rendu CNCDocument24 paginiCompte-Rendu CNCMohamed Berzouk0% (1)
- ElectroerosionDocument20 paginiElectroerosionJalal Raougui100% (2)
- Avantages Et InconvenientsDocument2 paginiAvantages Et InconvenientsChaoune Med100% (1)
- Train EpicycloidalDocument12 paginiTrain EpicycloidalNaima LaaroussiÎncă nu există evaluări
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMDocument70 paginiM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie1-FM-TSMFMBrahim Kh50% (2)
- Etude Et Conception D'un BotenierDocument101 paginiEtude Et Conception D'un BotenierMissaoui LtayefÎncă nu există evaluări
- Les Procédés de Fabrication MécaniqueDocument26 paginiLes Procédés de Fabrication MécaniqueAbdellah SaadaouiÎncă nu există evaluări
- MoulageDocument11 paginiMoulageMohamed Cheikh100% (2)
- 9206 Taillage Engrenages Sans Generation EnspsDocument7 pagini9206 Taillage Engrenages Sans Generation EnspsCharaf Leo0% (1)
- M03 Fabrication de Pièces D'usinage Simple en TournageDocument73 paginiM03 Fabrication de Pièces D'usinage Simple en TournageJawad Eddaiki83% (6)
- Réducteure de VitesseDocument35 paginiRéducteure de VitesseKhemili SayfÎncă nu există evaluări
- Harrouche Fateh PDFDocument148 paginiHarrouche Fateh PDFderghalÎncă nu există evaluări
- Contribution A L'amelioration - BENCHAKROUNE Nisrine - 3110Document41 paginiContribution A L'amelioration - BENCHAKROUNE Nisrine - 3110hajar ben moussaÎncă nu există evaluări
- UGV ModelisationDocument96 paginiUGV ModelisationBouallegue MounirÎncă nu există evaluări
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 paginiCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Fabrication Par UsinageDocument47 paginiFabrication Par Usinageluis100% (1)
- Poly Gamme D'usinageDocument31 paginiPoly Gamme D'usinageazzeddinr100% (3)
- EstampageDocument16 paginiEstampageMohammed ElkouhenÎncă nu există evaluări
- Paliers Lisses, Coussinets, RotulesDocument11 paginiPaliers Lisses, Coussinets, RotulesBabacar Kane100% (1)
- Usinage Complexe-FM-TFMDocument189 paginiUsinage Complexe-FM-TFMRadhouen NcibiÎncă nu există evaluări
- Analyse de FabricationDocument29 paginiAnalyse de FabricationAbdallah Sbaghdi100% (2)
- EmboutissageDocument14 paginiEmboutissageNadia Dridi100% (1)
- Usinage Sur Machines OutilsDocument82 paginiUsinage Sur Machines OutilsHamdi IbrahimÎncă nu există evaluări
- Introduction A La PlasturgieDocument41 paginiIntroduction A La PlasturgieAyoub Chebbi100% (5)
- Etude de L'usure Des Engrenages Par Analyse Vibratoire (PDFDrive)Document124 paginiEtude de L'usure Des Engrenages Par Analyse Vibratoire (PDFDrive)Yanis KemounÎncă nu există evaluări
- 28-Guidage en RotationDocument29 pagini28-Guidage en Rotationyassine22100% (2)
- CoursDocument181 paginiCoursMohamed Sahil100% (3)
- Optimisation de Cout de Revien - STITOU Houcine - 317 PDFDocument63 paginiOptimisation de Cout de Revien - STITOU Houcine - 317 PDFHoussem GhammamÎncă nu există evaluări
- Cours Fabrication MecaniqueDocument91 paginiCours Fabrication MecaniqueChahih Damoi100% (1)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- Tour CNCDocument1 paginăTour CNCislamovicÎncă nu există evaluări
- Ugv PDFDocument30 paginiUgv PDFKarim ZineÎncă nu există evaluări
- IntroDocument8 paginiIntroChaoune MedÎncă nu există evaluări
- 2 PFM UsinageDocument21 pagini2 PFM UsinageRe DaÎncă nu există evaluări
- Forgeage PDFDocument45 paginiForgeage PDFhafid50% (4)
- TECHNOLOGIE GENERAL Fascule TleDocument75 paginiTECHNOLOGIE GENERAL Fascule Tledionguesaliou873Încă nu există evaluări
- Cours de Fabrication Mécanique 2 Emme GMDocument13 paginiCours de Fabrication Mécanique 2 Emme GMJoseph TombeÎncă nu există evaluări
- Paramères de CoupeDocument5 paginiParamères de CoupeChaoune MedÎncă nu există evaluări
- Durée de Vie de L'outilDocument15 paginiDurée de Vie de L'outilNorbert NamsirÎncă nu există evaluări
- Filtre À HuileDocument13 paginiFiltre À Huilemaraghni_hassine7592Încă nu există evaluări
- Brochure Solutions de PalpageDocument40 paginiBrochure Solutions de PalpageBoutef El HachemiÎncă nu există evaluări
- Sujet FraisageDocument26 paginiSujet FraisageBoutef El HachemiÎncă nu există evaluări
- Fp10-Plan de Formation PDFDocument3 paginiFp10-Plan de Formation PDFBoutef El HachemiÎncă nu există evaluări
- Matrice - Et PoinçonDocument0 paginiMatrice - Et PoinçonBoutef El HachemiÎncă nu există evaluări
- Matrice - Et PoinçonDocument0 paginiMatrice - Et PoinçonBoutef El HachemiÎncă nu există evaluări
- Mdf-Manual FR Low ResDocument45 paginiMdf-Manual FR Low ResBoutef El HachemiÎncă nu există evaluări
- Easysign MasterDocument4 paginiEasysign MasterBoutef El HachemiÎncă nu există evaluări
- 5axes CNCDocument120 pagini5axes CNCBoutef El HachemiÎncă nu există evaluări
- Zund G3Document6 paginiZund G3Boutef El HachemiÎncă nu există evaluări
- Manuel Op 840d 828d Operate FRDocument50 paginiManuel Op 840d 828d Operate FRKadar Arpad0% (1)
- Book CNC A 2Document27 paginiBook CNC A 2Boutef El Hachemi100% (1)
- TD5 CorDocument12 paginiTD5 CorBoutef El HachemiÎncă nu există evaluări
- Commande Numerique CoursDocument206 paginiCommande Numerique Coursmassilia1320017020100% (5)
- PGT 0609 FR FR-FRDocument207 paginiPGT 0609 FR FR-FRBoutef El HachemiÎncă nu există evaluări
- 2610f Production A Commande Numerique FraisageDocument16 pagini2610f Production A Commande Numerique FraisageBoutef El Hachemi0% (1)
- 5axes CNCDocument120 pagini5axes CNCBoutef El HachemiÎncă nu există evaluări
- Programmation Des MocnDocument211 paginiProgrammation Des MocnBirame Mbodj100% (22)
- Sinumerik ManDocument612 paginiSinumerik ManBoutef El HachemiÎncă nu există evaluări
- Rapport - Stage Conduite de TravauxDocument31 paginiRapport - Stage Conduite de TravauxIlyas KamiÎncă nu există evaluări
- Cours Et Initiation en DimensionnementDocument20 paginiCours Et Initiation en Dimensionnementshilulu598Încă nu există evaluări
- Dossier Technique Photovoltaique BT STEGDocument21 paginiDossier Technique Photovoltaique BT STEGhoucineÎncă nu există evaluări
- Exposer CMCDocument13 paginiExposer CMCJennifer SenouvorÎncă nu există evaluări
- Conduite Des Chaudieres Industrielles Au Gaz Naturel Perfectionner Sa PratiqueDocument2 paginiConduite Des Chaudieres Industrielles Au Gaz Naturel Perfectionner Sa PratiqueMoustapha AbdouÎncă nu există evaluări
- Guide RE2020 Jan2023Document80 paginiGuide RE2020 Jan2023Bogdan MihaiÎncă nu există evaluări
- Evaluation BFM Rapport Final 11072016 PDFDocument125 paginiEvaluation BFM Rapport Final 11072016 PDFjoel arnaud sambouÎncă nu există evaluări
- Fiche Synoptique-Barrage GAMGOUMDocument2 paginiFiche Synoptique-Barrage GAMGOUMhajlaouiÎncă nu există evaluări
- 09 - Chapitre - 2 - Controle de La CorrosionDocument11 pagini09 - Chapitre - 2 - Controle de La CorrosionYamina BEGHRIÎncă nu există evaluări
- XCS ABC W915275050111 A14 - WebDocument4 paginiXCS ABC W915275050111 A14 - WebIhcene BoudaliÎncă nu există evaluări
- L'entreprise Et Son Environnement LoucifDocument19 paginiL'entreprise Et Son Environnement LoucifAMIROUCHE LoucifÎncă nu există evaluări
- 14 Guide Technique PDFDocument24 pagini14 Guide Technique PDFDahim OualiÎncă nu există evaluări
- Définition de TransformateurDocument2 paginiDéfinition de Transformateurzakri azeddineÎncă nu există evaluări
- Le Beton Bitumineux A Froid Cle224eafDocument44 paginiLe Beton Bitumineux A Froid Cle224eafMANERER100% (1)
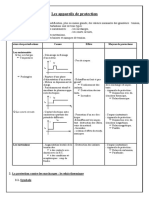
- Appareils de Protection PDFDocument34 paginiAppareils de Protection PDFHadil Sellami100% (2)
- Modélisation Machine CC ParDocument23 paginiModélisation Machine CC ParomarÎncă nu există evaluări
- Programme SaganeDocument18 paginiProgramme Saganedonglejack83Încă nu există evaluări
- 2-Gammes de Maintenance PreventiveDocument162 pagini2-Gammes de Maintenance PreventiveAnaibar TarikÎncă nu există evaluări
- CCTP Tce GobckDocument153 paginiCCTP Tce GobckFrançoisToulouse100% (1)
- Espace 4 - Octobre 2010Document11 paginiEspace 4 - Octobre 2010pascal75012Încă nu există evaluări
- Zaaoui m1 Construction Mecanique Technique de SoudageDocument2 paginiZaaoui m1 Construction Mecanique Technique de SoudageAdnane Es-saiydyÎncă nu există evaluări
- Transport Chapitre 02Document10 paginiTransport Chapitre 02TRAOREÎncă nu există evaluări
- RapportDocument25 paginiRapportMolka Ayechi100% (1)
- 896 PDFDocument6 pagini896 PDFlounes2007Încă nu există evaluări
- Corrige s2 2014Document7 paginiCorrige s2 2014GueyeÎncă nu există evaluări
- Communique de Presse - Keolis Adapte Son Comite Executif A Ses Enjeux StrategiquesDocument3 paginiCommunique de Presse - Keolis Adapte Son Comite Executif A Ses Enjeux StrategiquesBob MoraneÎncă nu există evaluări
- Centrale SolaireDocument14 paginiCentrale SolaireHassan B'ouÎncă nu există evaluări
- TDocument122 paginiTMohamadsfÎncă nu există evaluări
- LIEGEDocument3 paginiLIEGEAyoub VbÎncă nu există evaluări
- Essais Sur L'acier 2021dDocument67 paginiEssais Sur L'acier 2021dFisso Ben BenÎncă nu există evaluări