S-ar putea să vă placă și
- Technology Working For You.: Approved PrecisionDocument11 paginiTechnology Working For You.: Approved PrecisionDavid Alejandro TellezÎncă nu există evaluări
- From Rotation To Swiveling: Injection MoldingDocument4 paginiFrom Rotation To Swiveling: Injection Moldingweb312_twÎncă nu există evaluări
- Lim 6061Document3 paginiLim 606163ragtopÎncă nu există evaluări
- High Strength Silicone Rubber MoldingDocument4 paginiHigh Strength Silicone Rubber Moldingsumit1022Încă nu există evaluări
- Trackmotion Overhead TMO 201 - 001Document4 paginiTrackmotion Overhead TMO 201 - 001John AzimovÎncă nu există evaluări
- Steinel NormalienDocument86 paginiSteinel Normalienarialdo78559949Încă nu există evaluări
- Simrit Seal ProfileDocument5 paginiSimrit Seal Profilesujit5584Încă nu există evaluări
- Catalogo Inyectoras ENGELDocument15 paginiCatalogo Inyectoras ENGELMarcWorldÎncă nu există evaluări
- KraussMaffei MC4 EthernetDocument18 paginiKraussMaffei MC4 Ethernetjohnny79Încă nu există evaluări
- Des Ma India CatalogueDocument18 paginiDes Ma India CatalogueJordan RileyÎncă nu există evaluări
- Pptim 170504095620 PDFDocument31 paginiPptim 170504095620 PDFashoku24007Încă nu există evaluări
- Uddeholm Pocket Book E2Document76 paginiUddeholm Pocket Book E2sunilÎncă nu există evaluări
- Hetron Fabrication Process PDFDocument57 paginiHetron Fabrication Process PDFDyah AyuÎncă nu există evaluări
- Layout and Design: Hot Runner GuideDocument15 paginiLayout and Design: Hot Runner Guidenam0% (1)
- Off-The-Road Tire Construction Radial vs BiasDocument4 paginiOff-The-Road Tire Construction Radial vs BiasamanruleshhhÎncă nu există evaluări
- OMC Roller Catalog PDFDocument77 paginiOMC Roller Catalog PDFMarco ViniciusÎncă nu există evaluări
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocument3 paginiGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- 30 High Speed Extrusion Coating LinesDocument2 pagini30 High Speed Extrusion Coating LinesWs LimÎncă nu există evaluări
- Bearings FinalDocument8 paginiBearings FinalThiyagarajan RajkumarÎncă nu există evaluări
- Mold VentingDocument13 paginiMold Ventingmecaunidos7771Încă nu există evaluări
- Siempelkamp Metalforming Presses-EngDocument9 paginiSiempelkamp Metalforming Presses-EngAbdulsalamÎncă nu există evaluări
- ENGEL e-training: train your team anytime, anywhereDocument7 paginiENGEL e-training: train your team anytime, anywheresaporrito100% (1)
- Dow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFDocument50 paginiDow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFLin NiuÎncă nu există evaluări
- Wire DrawingDocument2 paginiWire DrawingSupachai Sottibumpen100% (1)
- Ultramid - Polyamide (PA) PDFDocument64 paginiUltramid - Polyamide (PA) PDFkfarav100% (1)
- Husky Preform Manufacturing Solutions PDFDocument8 paginiHusky Preform Manufacturing Solutions PDFsayak royÎncă nu există evaluări
- PROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSDocument26 paginiPROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSWesley andrade martins100% (1)
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 paginiMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorÎncă nu există evaluări
- Vibrapac Maintenance ManualDocument211 paginiVibrapac Maintenance ManualMatthew PhillipsÎncă nu există evaluări
- What Is Bearing?Document16 paginiWhat Is Bearing?shekhawat1Încă nu există evaluări
- Mar 2017Document76 paginiMar 2017deshmukhdpraveenÎncă nu există evaluări
- Production of Conveyor BeltsDocument2 paginiProduction of Conveyor Beltssuraia100% (1)
- Ultradur PDFDocument44 paginiUltradur PDFkfaravÎncă nu există evaluări
- Opportunities and Limits of 2k Injection MouldingDocument22 paginiOpportunities and Limits of 2k Injection Mouldingsa_arunkumarÎncă nu există evaluări
- Bearings 200607Document30 paginiBearings 200607Himanshu ChaudharyÎncă nu există evaluări
- How Plastic Bottles Are Made Through Blow Moulding ProcessesDocument3 paginiHow Plastic Bottles Are Made Through Blow Moulding ProcesseslumineurÎncă nu există evaluări
- Cold Runner eDocument7 paginiCold Runner eKodhansÎncă nu există evaluări
- LSR PDFDocument31 paginiLSR PDFkfaravÎncă nu există evaluări
- Industrial Training Presentation NBCDocument31 paginiIndustrial Training Presentation NBCSuraj Singh Mehta100% (2)
- Top 10 Moulding Problems GuideDocument30 paginiTop 10 Moulding Problems GuideMamdouh MasoudÎncă nu există evaluări
- Injection Molding Machine SnopsisDocument6 paginiInjection Molding Machine Snopsisrajinder kutaalÎncă nu există evaluări
- Approach To Troubleshooting: Quality Control IssuesDocument7 paginiApproach To Troubleshooting: Quality Control Issuesjsandeep1Încă nu există evaluări
- Ultradur PBT PDFDocument48 paginiUltradur PBT PDFkfaravÎncă nu există evaluări
- Notes On Ball BearingsDocument10 paginiNotes On Ball BearingsSumit SinhaÎncă nu există evaluări
- 4plas Troubleshooting Guide Id111 PDFDocument12 pagini4plas Troubleshooting Guide Id111 PDFJohn WayneÎncă nu există evaluări
- Injection MoldingDocument14 paginiInjection MoldingShreyansh ShuklaÎncă nu există evaluări
- Extruder SDocument28 paginiExtruder SKamran AliÎncă nu există evaluări
- Battenfeld Multicomponet PDFDocument44 paginiBattenfeld Multicomponet PDFkfaravÎncă nu există evaluări
- Electrical Motors DetailsDocument195 paginiElectrical Motors Details243avinashÎncă nu există evaluări
- LSR Injection Moulding Machine TechnologyDocument8 paginiLSR Injection Moulding Machine TechnologyMed AliÎncă nu există evaluări
- 45 1014 01Document31 pagini45 1014 01Adam C. VeresÎncă nu există evaluări
- Accessories HydraulicsDocument47 paginiAccessories HydraulicsawfahaddadinÎncă nu există evaluări
- Fasce Guida PDFDocument84 paginiFasce Guida PDFCarlos AugustoÎncă nu există evaluări
- Injection Moulding Machine Components & ProcessDocument30 paginiInjection Moulding Machine Components & ProcesslawrenziÎncă nu există evaluări
- Blow MoldingDocument30 paginiBlow MoldingHOANGVUNL1988100% (1)
- Ultra Stack Thermal Gate Hot Runner: Service ManualDocument170 paginiUltra Stack Thermal Gate Hot Runner: Service ManualRodrigo RomeroÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Rieter - G 35 Ring Spinning MachineDocument8 paginiRieter - G 35 Ring Spinning MachineAbo AnasÎncă nu există evaluări
- Brochure FANUC RoboshotDocument32 paginiBrochure FANUC Roboshotkamaleon85Încă nu există evaluări
- PostProcessor Reference Help enDocument270 paginiPostProcessor Reference Help enairshow19Încă nu există evaluări
- Fanuc ARC Mate 100iDocument2 paginiFanuc ARC Mate 100icorneluts50% (2)
- PowerSHAPE 2015 - Delcam Electrode enDocument120 paginiPowerSHAPE 2015 - Delcam Electrode enairshow19100% (1)
- DuctPost User Guide en (Powermilll)Document219 paginiDuctPost User Guide en (Powermilll)airshow19Încă nu există evaluări
- AB-RIO R-J2 Fanuc RobotDocument4 paginiAB-RIO R-J2 Fanuc Robotairshow19Încă nu există evaluări
- Delmia v5 Weld SparkPractical Work - DELMIA V5 R20 Lecture 1Document7 paginiDelmia v5 Weld SparkPractical Work - DELMIA V5 R20 Lecture 1airshow19Încă nu există evaluări
- DELMIA Offers The Most Comprehensive Suite of Digital 3D Manufacturing SolutionsDocument11 paginiDELMIA Offers The Most Comprehensive Suite of Digital 3D Manufacturing Solutionsairshow19Încă nu există evaluări
- Delmia DPM M6 Create Output Files PDFDocument25 paginiDelmia DPM M6 Create Output Files PDFairshow19Încă nu există evaluări
- PW-455R Analog Interface Instruction For RobotsDocument43 paginiPW-455R Analog Interface Instruction For Robotsairshow19Încă nu există evaluări
- System Config Menu Map rj-mp2 RJDocument1 paginăSystem Config Menu Map rj-mp2 RJairshow19Încă nu există evaluări
- IRB 6000 M93 Error ListDocument44 paginiIRB 6000 M93 Error Listairshow19100% (1)
- IMSpost Catiav5Document29 paginiIMSpost Catiav5Tran Thanh TuanÎncă nu există evaluări
- Fanuc Robot f1220 New RobotDocument8 paginiFanuc Robot f1220 New Robotairshow19Încă nu există evaluări
- FanucDocument177 paginiFanucmadalina_geo75% (8)
- IMSpost Catiav5Document29 paginiIMSpost Catiav5Tran Thanh TuanÎncă nu există evaluări
- Lincoln Centromatic Inyectores AceiteDocument4 paginiLincoln Centromatic Inyectores Aceitejuan montufarÎncă nu există evaluări
- Pneumatic Symbol PDFDocument4 paginiPneumatic Symbol PDFCecep Atmega100% (1)
- DEP 31.29.60.30 General Purpose Steam TurbinesDocument17 paginiDEP 31.29.60.30 General Purpose Steam TurbinesKUMARÎncă nu există evaluări
- Technical Data Sheet IG6 Taurus II 12V HP 2ohmDocument2 paginiTechnical Data Sheet IG6 Taurus II 12V HP 2ohmAkshayÎncă nu există evaluări
- Flygt Jetmixers Mixing PDFDocument8 paginiFlygt Jetmixers Mixing PDFJaison JoseÎncă nu există evaluări
- Steam Ejector Pumps and Ejectors Theory PDFDocument5 paginiSteam Ejector Pumps and Ejectors Theory PDFmahaveenÎncă nu există evaluări
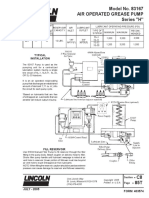
- Model No. 83167 Air Operated Grease Pump Series "H": Typical InstallationDocument4 paginiModel No. 83167 Air Operated Grease Pump Series "H": Typical Installationerik masongÎncă nu există evaluări
- FWG TroubleshootingDocument7 paginiFWG TroubleshootingMariappan Na100% (5)
- AutolubeDocument2 paginiAutolubeFaidh Maulana Aksyar FaidhÎncă nu există evaluări
- General Web PORTACEL DOSIFICATION PDFDocument8 paginiGeneral Web PORTACEL DOSIFICATION PDFVictor VignolaÎncă nu există evaluări
- Line List (Ibr)Document3 paginiLine List (Ibr)vtbkÎncă nu există evaluări
- Optimization of A High-Efficiency Jet Ejector by Using Computational Fluid Dynamic (CFD) SoftwareDocument54 paginiOptimization of A High-Efficiency Jet Ejector by Using Computational Fluid Dynamic (CFD) SoftwareAnonymous UY9QffÎncă nu există evaluări
- This Doc. Is in Used Base On Simulator Class TutorialsDocument9 paginiThis Doc. Is in Used Base On Simulator Class TutorialsFatih KayalarÎncă nu există evaluări
- Technical Data Sheet IG7 Dakota LP 1ohmDocument2 paginiTechnical Data Sheet IG7 Dakota LP 1ohmLack Jr.Încă nu există evaluări
- E39 Ahsop 06Document11 paginiE39 Ahsop 06Sanjit SinghÎncă nu există evaluări
- Injector Specification: Nozzle Holder Assembly No. 28657Document2 paginiInjector Specification: Nozzle Holder Assembly No. 28657Ventas DamÎncă nu există evaluări
- g3620 Sgoas Brochure 2012Document4 paginig3620 Sgoas Brochure 2012Khasin FuadiÎncă nu există evaluări
- Red Meat Waste ManagementDocument5 paginiRed Meat Waste ManagementIsrael TomalaÎncă nu există evaluări
- ThermodynamicsCh3 PDFDocument91 paginiThermodynamicsCh3 PDFOnkar PatelÎncă nu există evaluări
- Dv300 STD MMDocument40 paginiDv300 STD MMjacklyn ade putraÎncă nu există evaluări
- SLB Coil Tubing Services Manual PDFDocument33 paginiSLB Coil Tubing Services Manual PDFDeepak RanaÎncă nu există evaluări
- STGDocument12 paginiSTGLiji Brijesh100% (1)
- Lindsay Technical Books Last Catalog 2012Document75 paginiLindsay Technical Books Last Catalog 2012toktor toktorÎncă nu există evaluări
- A Performance Comparison of Two Small Rocket Nozzles: Nasa Technical Memorandum 107285 AIAA-96-2582Document16 paginiA Performance Comparison of Two Small Rocket Nozzles: Nasa Technical Memorandum 107285 AIAA-96-2582Bill M. SpragueÎncă nu există evaluări
- Turbine Operation PMIDocument43 paginiTurbine Operation PMIrohit_0123100% (1)
- Technological Investigations and Efficiency AnalysDocument12 paginiTechnological Investigations and Efficiency AnalysilaydaozdilÎncă nu există evaluări
- Class A Foam Mixing and Application EquipmentDocument5 paginiClass A Foam Mixing and Application EquipmentSureen NarangÎncă nu există evaluări
- Engineering Specifications for 600,000 MTPY Palm Cooking Oil PlantDocument8 paginiEngineering Specifications for 600,000 MTPY Palm Cooking Oil Plantandrieysyah2525Încă nu există evaluări
- Vacuum Unit Design Effect On Operating VariablesDocument6 paginiVacuum Unit Design Effect On Operating VariablesIrawan SetiadiÎncă nu există evaluări
- DS75-145AC Operation ManualDocument50 paginiDS75-145AC Operation ManualKurnia WanÎncă nu există evaluări