S-ar putea să vă placă și
- BQ Kernel Crushing Plant Cap.200 Ton Kernel Per DayDocument4 paginiBQ Kernel Crushing Plant Cap.200 Ton Kernel Per DayHeryy TanujayaÎncă nu există evaluări
- Baling Machine-Myway 10TDocument1 paginăBaling Machine-Myway 10TPt eyd Technic indonesiaÎncă nu există evaluări
- Ball MillDocument10 paginiBall MillLuthfanÎncă nu există evaluări
- FFB Crop ForecastDocument6 paginiFFB Crop ForecastAmeen ZennÎncă nu există evaluări
- Wood Pelleting Process BuehlerDocument14 paginiWood Pelleting Process BuehlerNguyen_Nhut_Qu_9713100% (1)
- Hammer Crusher DesignDocument45 paginiHammer Crusher DesignmubashirÎncă nu există evaluări
- Tandem Cold Rolling MillsDocument15 paginiTandem Cold Rolling Millszvonkomihajlovic4891Încă nu există evaluări
- Data Sheet For Rotary Valve VRT-301 Rev.1Document1 paginăData Sheet For Rotary Valve VRT-301 Rev.1Long Ellery Pham0% (1)
- LSM Product Flyer 2021Document4 paginiLSM Product Flyer 2021JohnsonÎncă nu există evaluări
- PMT YO EFB Press - 1Document20 paginiPMT YO EFB Press - 1eko cienkÎncă nu există evaluări
- Belt Conveyor CalculationDocument1 paginăBelt Conveyor Calculationpawargd100% (1)
- Belt and Bucket Elevator - LBEB - Data Sheet - ENDocument2 paginiBelt and Bucket Elevator - LBEB - Data Sheet - ENsalih khattabÎncă nu există evaluări
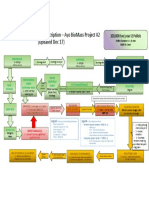
- Process Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Document1 paginăProcess Flow & Equipment Description - Ayo Biomass Project #2 (Updated Dec 17)Nguyên Võ TriệuÎncă nu există evaluări
- Capacity Engineering Questions: Production ProcessesDocument2 paginiCapacity Engineering Questions: Production Processestrucnguyenvan2012Încă nu există evaluări
- The Drum Dryer - Product PolicyDocument26 paginiThe Drum Dryer - Product Policyxaviers55Încă nu există evaluări
- Critical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and ProcedureDocument2 paginiCritical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and Proceduretrucnguyenvan2012Încă nu există evaluări
- The Rhodax® Process For Dry Mix Preparation in Anodes PlantsDocument37 paginiThe Rhodax® Process For Dry Mix Preparation in Anodes PlantsGupta AnacoolzÎncă nu există evaluări
- Detailed List - 20 - 30 TPD Rice MillDocument2 paginiDetailed List - 20 - 30 TPD Rice MillAbdulmalik AbubakarÎncă nu există evaluări
- Combined PDFDocument22 paginiCombined PDFThafer MajeedÎncă nu există evaluări
- Hydro-Cyclone Separation Unit: Cost EstimationsDocument20 paginiHydro-Cyclone Separation Unit: Cost EstimationsMuhammad Hussain BilalÎncă nu există evaluări
- 2.4 Solid Fuel Handling SystemDocument29 pagini2.4 Solid Fuel Handling SystemNind's Chef100% (1)
- Poeb118 PDFDocument56 paginiPoeb118 PDFDeny Handoko100% (1)
- ATOX Raw Mill. Weekly ReportDocument7 paginiATOX Raw Mill. Weekly ReportDilnesa EjiguÎncă nu există evaluări
- Vibrating MillDocument6 paginiVibrating MillJorge Alexander Rocha Alvarez100% (1)
- 99 01 Selecting and Installing Conveyor Belt ScalesDocument6 pagini99 01 Selecting and Installing Conveyor Belt ScalesrasgeetsinghÎncă nu există evaluări
- Processes 01bulk RecievingLoadoutDocument1 paginăProcesses 01bulk RecievingLoadouttrucnguyenvan2012Încă nu există evaluări
- Pacific Booker - Morrison HPGR Polycom Test ReportDocument20 paginiPacific Booker - Morrison HPGR Polycom Test ReportMeghshyam Karkera100% (1)
- Critical Task Product Integrity Manual For Mixing. Mixing CertificationDocument2 paginiCritical Task Product Integrity Manual For Mixing. Mixing Certificationtrucnguyenvan2012Încă nu există evaluări
- Service Manual: Mini Component Sound SystemDocument57 paginiService Manual: Mini Component Sound SystemJonatan FloresÎncă nu există evaluări
- Leaflet Diverter Valve WZKDocument2 paginiLeaflet Diverter Valve WZKLorenzo Antonio Vera GonzalezÎncă nu există evaluări
- Processes 09warehousingDocument1 paginăProcesses 09warehousingtrucnguyenvan2012Încă nu există evaluări
- Elevator Calculations Bechtel PDFDocument2 paginiElevator Calculations Bechtel PDFMarlonÎncă nu există evaluări
- CCR Logsheet BbciDocument1 paginăCCR Logsheet BbciherwinÎncă nu există evaluări
- Crusher SizingDocument2 paginiCrusher SizingAhosan Habib RakibÎncă nu există evaluări
- TDTG Bucket ElevatorDocument20 paginiTDTG Bucket ElevatorVictor Julio Torres Daza0% (1)
- PCPS User Manual V5Document11 paginiPCPS User Manual V5Carlos Moraga MancillaÎncă nu există evaluări
- Conditioner Drive Belt/ChainDocument4 paginiConditioner Drive Belt/ChainHalili Charlie JayÎncă nu există evaluări
- Screen OneDocument2 paginiScreen OneMtyghm Tymmt100% (1)
- Conveyor Speed Calculation: ResultsDocument2 paginiConveyor Speed Calculation: ResultsyusefriÎncă nu există evaluări
- Dryer Output CalculationDocument1 paginăDryer Output CalculationSatish DaveÎncă nu există evaluări
- Perhitungan Rotary DrumDocument4 paginiPerhitungan Rotary DrumAnisa Mutia UlfaÎncă nu există evaluări
- Machinary For Crushing & GrindingDocument75 paginiMachinary For Crushing & GrindingAsad Imran MunawwarÎncă nu există evaluări
- Shree Project FinalDocument20 paginiShree Project FinalMostafa KordyÎncă nu există evaluări
- Area Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Document7 paginiArea Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Zohaib AhmedÎncă nu există evaluări
- Chapter 1Document56 paginiChapter 1Surbhi JainÎncă nu există evaluări
- Mantenimiento de PlanSifterDocument46 paginiMantenimiento de PlanSifterJesus MalpicaÎncă nu există evaluări
- U Shape Straw Packing MachineDocument2 paginiU Shape Straw Packing Machinekhaled aymanÎncă nu există evaluări
- Operating Plasma Gasification PlantsDocument7 paginiOperating Plasma Gasification PlantsRaviÎncă nu există evaluări
- Allgaier Apt Tro Dryingtechnologiesformineralrawmaterials enDocument12 paginiAllgaier Apt Tro Dryingtechnologiesformineralrawmaterials enesteÎncă nu există evaluări
- GB PelletizingDocument20 paginiGB PelletizingsetavietnamÎncă nu există evaluări
- Konsep Washing Plant 250 TPHDocument16 paginiKonsep Washing Plant 250 TPHaswar_mhÎncă nu există evaluări
- Allis Saga Brochure-EN-V4.0Document26 paginiAllis Saga Brochure-EN-V4.0Benjamin Murphy100% (1)
- 3000kg Soap Production LineDocument18 pagini3000kg Soap Production Line846213Încă nu există evaluări
- CPM Counter-Flow CoolerDocument2 paginiCPM Counter-Flow Coolersljiva11Încă nu există evaluări
- 1 Q Order Digester & Press Parts CBDocument4 pagini1 Q Order Digester & Press Parts CBrendraÎncă nu există evaluări
- Annex 2 Equipment Specification Alt50Document279 paginiAnnex 2 Equipment Specification Alt50MKPashaPashaÎncă nu există evaluări
- Ballsim DirectDocument58 paginiBallsim DirectDiego GaliciaÎncă nu există evaluări
- Ijet18 10 03 096Document5 paginiIjet18 10 03 096miltoncobaÎncă nu există evaluări
- Ballsim ReverseDocument62 paginiBallsim ReverseDiego GaliciaÎncă nu există evaluări
- Ballsim OpenDocument50 paginiBallsim Opensnarf273Încă nu există evaluări
- Learningmathcadchapter1 PDFDocument22 paginiLearningmathcadchapter1 PDFBalaji NatarajanÎncă nu există evaluări
- Child DevDocument34 paginiChild DevBalaji NatarajanÎncă nu există evaluări
- Level MeasurementDocument84 paginiLevel MeasurementBalaji NatarajanÎncă nu există evaluări
- Tubular Air HeaterDocument50 paginiTubular Air HeaterBalaji NatarajanÎncă nu există evaluări
- The Truth About Information Governance and The Cloud: IBM AnalyticsDocument17 paginiThe Truth About Information Governance and The Cloud: IBM AnalyticsBalaji NatarajanÎncă nu există evaluări
- TBL Dcs Ge PointsDocument31 paginiTBL Dcs Ge PointsBalaji NatarajanÎncă nu există evaluări
- Car Cai IndustriesDocument1 paginăCar Cai IndustriesBalaji NatarajanÎncă nu există evaluări
- IMBA ProgramDocument4 paginiIMBA ProgramBalaji NatarajanÎncă nu există evaluări
- Test CCWDocument24 paginiTest CCWBalaji NatarajanÎncă nu există evaluări
- Access - Catalog.805b.Color - DP&Casing Tools-51Document1 paginăAccess - Catalog.805b.Color - DP&Casing Tools-51RICHARDÎncă nu există evaluări
- Slapdriver Interference Screwdriver SystemDocument8 paginiSlapdriver Interference Screwdriver SystemFreddy Churata SuriÎncă nu există evaluări
- Rock Engineering Rock Engineering Practice & Design Practice & DesignDocument46 paginiRock Engineering Rock Engineering Practice & Design Practice & DesignLuis MirandaÎncă nu există evaluări
- Forging PresentationDocument17 paginiForging PresentationRakesh PuriÎncă nu există evaluări
- HydrantDocument18 paginiHydrantNhat CaoÎncă nu există evaluări
- PHD Thesis - Anthony Lo - 9 Dec 2014Document264 paginiPHD Thesis - Anthony Lo - 9 Dec 2014Hiei ArshavinÎncă nu există evaluări
- Syllabus Mechanical Qaqc Course Sdlinc 9600162099Document3 paginiSyllabus Mechanical Qaqc Course Sdlinc 9600162099Sridurgha Lakshmi Inc SDLINC NDT QA QC INSTITUTE100% (3)
- En EQP17 ALIVA-263-285 GB 0607Document3 paginiEn EQP17 ALIVA-263-285 GB 0607Gonçalo Duarte AntunesÎncă nu există evaluări
- Depth of Water: A. Soil and Water Conservation EngineeringDocument36 paginiDepth of Water: A. Soil and Water Conservation EngineeringJayvee Laureta100% (1)
- CP2 2000 Installation, Operation and Maintenance of Electric Passenger and Goads LiftsDocument52 paginiCP2 2000 Installation, Operation and Maintenance of Electric Passenger and Goads Liftskhant kyaw khaingÎncă nu există evaluări
- MAN-Service Experience 2002 PDFDocument14 paginiMAN-Service Experience 2002 PDFVuHongNhatÎncă nu există evaluări
- Piper Lance II - Turbo Lance II-Maintenance - smv1986Document568 paginiPiper Lance II - Turbo Lance II-Maintenance - smv1986willkobiÎncă nu există evaluări
- PDFDocument44 paginiPDFRebecca Hartman75% (4)
- Inertia and MassDocument4 paginiInertia and MassTanÎncă nu există evaluări
- Lovejoy Tipo CJDocument22 paginiLovejoy Tipo CJyerandasÎncă nu există evaluări
- √ nρs) fc': Uncracked sectionDocument5 pagini√ nρs) fc': Uncracked sectionSPDQC EngineeringÎncă nu există evaluări
- BEL - 6D Through Conduit GateDocument2 paginiBEL - 6D Through Conduit Gateasoka.pwÎncă nu există evaluări
- MIDAS ChecklistDocument27 paginiMIDAS ChecklistBhagirath JoshiÎncă nu există evaluări
- SwissDocument8 paginiSwissRajaram RamanÎncă nu există evaluări
- Cummins D1703 Engine Parts Catalog PDFDocument72 paginiCummins D1703 Engine Parts Catalog PDFxxxxxxxxxxxxxxxxxxx100% (2)
- Circuit A Pression Prioritaire Proportionnelle Compensee 3PCDocument22 paginiCircuit A Pression Prioritaire Proportionnelle Compensee 3PCEbrahem Ahmed Hafez100% (3)
- Department of Mechanical Engineering (MEE)Document4 paginiDepartment of Mechanical Engineering (MEE)sagarsononiÎncă nu există evaluări
- TK-RC95 - Rev1 - 1211 SpecsDocument2 paginiTK-RC95 - Rev1 - 1211 SpecsJames LoewenÎncă nu există evaluări
- Data Base BaruDocument102 paginiData Base BaruAfif PrstyoÎncă nu există evaluări
- Deformacao AxialDocument31 paginiDeformacao AxialANTONIOÎncă nu există evaluări
- Riwayat Pemeliharaan Alat Wirtgen 2Document2 paginiRiwayat Pemeliharaan Alat Wirtgen 2Aulia Rizeky JanuaryÎncă nu există evaluări
- Installation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpsDocument28 paginiInstallation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpspinplataÎncă nu există evaluări
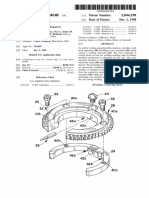
- United States Patent (19) : Benway Et Al. (45) Date of PatentDocument9 paginiUnited States Patent (19) : Benway Et Al. (45) Date of PatentAngel GutierrezÎncă nu există evaluări
- Deformation ProcessDocument25 paginiDeformation Processutpal singhaÎncă nu există evaluări
- SWD Pipe Size Calculation For South CampusDocument4 paginiSWD Pipe Size Calculation For South Campussalmaan mastanÎncă nu există evaluări