S-ar putea să vă placă și
- Interim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators (HRSGS) - TR-110051Document286 paginiInterim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators (HRSGS) - TR-110051Mario100% (1)
- Coalfacts Online 2013Document79 paginiCoalfacts Online 2013Kyle Langsley100% (1)
- Siemens M55Document2 paginiSiemens M55Walid GhoneimÎncă nu există evaluări
- Corrosion FatigueDocument0 paginiCorrosion FatigueBangkit Rachmat HilcaÎncă nu există evaluări
- Purification KATALCO Mar 07Document16 paginiPurification KATALCO Mar 07SimEnzÎncă nu există evaluări
- Safe - ErectioSafe Erection of Structural Steel For Buildingsns - Web PDFDocument36 paginiSafe - ErectioSafe Erection of Structural Steel For Buildingsns - Web PDFFarid RezaeianÎncă nu există evaluări
- Safe - ErectioSafe Erection of Structural Steel For Buildingsns - Web PDFDocument36 paginiSafe - ErectioSafe Erection of Structural Steel For Buildingsns - Web PDFFarid RezaeianÎncă nu există evaluări
- Fly Ash Building BricksDocument12 paginiFly Ash Building BricksBabor HossainÎncă nu există evaluări
- MVVNL Transformer Test ReportDocument24 paginiMVVNL Transformer Test ReportRakesh Kumar100% (2)
- Motivation Letter PostdocDocument2 paginiMotivation Letter PostdocSivaShankar100% (3)
- Journal of Power Engineering and Power Equipment Ppchem-02-2008-5-Errata PDFDocument6 paginiJournal of Power Engineering and Power Equipment Ppchem-02-2008-5-Errata PDFmasgrahaÎncă nu există evaluări
- PPChem 2015 17 06 342-353 NewDocument12 paginiPPChem 2015 17 06 342-353 NewyogaÎncă nu există evaluări
- Polyamines in High Pressure SteamDocument12 paginiPolyamines in High Pressure SteamWaleed Emara100% (1)
- Water-Chemistry, Outage-Maintenance Best Practices Highlight Steam Plant WorkshopDocument8 paginiWater-Chemistry, Outage-Maintenance Best Practices Highlight Steam Plant Workshopnktiah1207Încă nu există evaluări
- 08 ACC Chemistry and Amines PDFDocument17 pagini08 ACC Chemistry and Amines PDFLaszlo HiltÎncă nu există evaluări
- LoSalt Polyamine CustomerDocument21 paginiLoSalt Polyamine CustomerDavid Cruz ZamoraÎncă nu există evaluări
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 paginiThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit JuangpanichÎncă nu există evaluări
- Cation Conductivity Monitoring: A Reality CheckDocument7 paginiCation Conductivity Monitoring: A Reality CheckPhạm Nhật MinhÎncă nu există evaluări
- Combined Cycle Water Chemistry - POWERDocument9 paginiCombined Cycle Water Chemistry - POWERShameer MajeedÎncă nu există evaluări
- BDooley ACC Corrosion FAC1Document19 paginiBDooley ACC Corrosion FAC1DSGÎncă nu există evaluări
- PPChem RepeatsDocument11 paginiPPChem RepeatsAnonymous lHiaDxlpkxÎncă nu există evaluări
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocument18 paginiPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Încă nu există evaluări
- Cycle Chemistry CommissioningDocument11 paginiCycle Chemistry CommissioningKrishnan Mani100% (1)
- TR 108460Document242 paginiTR 108460mtaha85100% (1)
- Failures in Boiler TubesDocument15 paginiFailures in Boiler Tubesniraj_hwb100% (2)
- Boiler CleaningDocument11 paginiBoiler CleaningRavi ShankarÎncă nu există evaluări
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocument6 paginiFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10Încă nu există evaluări
- Waterwall - Fireside CorrosionDocument8 paginiWaterwall - Fireside CorrosionwahonodÎncă nu există evaluări
- Alleviation of Copper Problems in Fossil PlantsDocument10 paginiAlleviation of Copper Problems in Fossil PlantsYassine LemsyehÎncă nu există evaluări
- HRSG Supplier's Chemistry IonDocument11 paginiHRSG Supplier's Chemistry IonJoe Schroeder100% (1)
- Feedwater TreatmentDocument5 paginiFeedwater TreatmentthanhhuyenÎncă nu există evaluări
- Lesson 3 Component Design, Operation, Materials, Operation Mode and Plant CycleDocument6 paginiLesson 3 Component Design, Operation, Materials, Operation Mode and Plant CyclethanhhuyenÎncă nu există evaluări
- Corrosion FatigueDocument1 paginăCorrosion Fatiguevarun chenaÎncă nu există evaluări
- Initial Treatment With Heat LoadDocument15 paginiInitial Treatment With Heat LoadSunny OoiÎncă nu există evaluări
- Troubleshooting ST Path Damage MechanismsDocument40 paginiTroubleshooting ST Path Damage Mechanismsjerezg25100% (1)
- PPChem 2017 19-02-92-102 Authors Copy PublicDocument11 paginiPPChem 2017 19-02-92-102 Authors Copy PublicJan RusaasÎncă nu există evaluări
- Boiler Water ConditioningDocument3 paginiBoiler Water ConditioningShahin AfrozÎncă nu există evaluări
- Introduction To Epri'S Cycle Chemistry Program, and To The Phosphate Continuum and Caustic TreatmentDocument59 paginiIntroduction To Epri'S Cycle Chemistry Program, and To The Phosphate Continuum and Caustic TreatmentDian PiresÎncă nu există evaluări
- Superheater Corrosion in USC Power PlantDocument136 paginiSuperheater Corrosion in USC Power PlantDanie-Els100% (1)
- PH Calculation by Differential Conductivity Measurement in Mixtures of Alkalization Agents Marco LendiDocument12 paginiPH Calculation by Differential Conductivity Measurement in Mixtures of Alkalization Agents Marco LendiRamachandran MÎncă nu există evaluări
- Condensate Polishing GuidelinesDocument294 paginiCondensate Polishing GuidelinesGreg EverettÎncă nu există evaluări
- Caustic GougingDocument5 paginiCaustic GougingChristian Paul Salazar SanchezÎncă nu există evaluări
- Flow-Accelerated Corrosion in Steam Generating Plants: Barry Dooley and Derek ListerDocument51 paginiFlow-Accelerated Corrosion in Steam Generating Plants: Barry Dooley and Derek Listerzerocool86Încă nu există evaluări
- KURITA - Boiler Preservation Methods (Part4) PDFDocument8 paginiKURITA - Boiler Preservation Methods (Part4) PDFIyan MulyanaÎncă nu există evaluări
- B. BFW Chemistry & ControlDocument61 paginiB. BFW Chemistry & ControlRajendran SrnÎncă nu există evaluări
- Heat Recovery Steam Generators (HRSG) and Treatment ChemistriesDocument50 paginiHeat Recovery Steam Generators (HRSG) and Treatment ChemistriesMarioÎncă nu există evaluări
- Reducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologyDocument46 paginiReducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologymnasiroleslamiÎncă nu există evaluări
- VGB R-167 e ContentDocument6 paginiVGB R-167 e ContentFayaz ShaikÎncă nu există evaluări
- Engineering 360 - Engineer's Guide To Boiler Tube InspectionsDocument3 paginiEngineering 360 - Engineer's Guide To Boiler Tube InspectionsIsmal AdrianÎncă nu există evaluări
- ThesisDHMoed PDFDocument131 paginiThesisDHMoed PDFAnurag BajpaiÎncă nu există evaluări
- A. Banweg - Boiler and Feed Water TreatmentDocument19 paginiA. Banweg - Boiler and Feed Water TreatmentBeey Yolanda Fauza0% (1)
- Cathotic ProtectionDocument5 paginiCathotic Protectionkrishna_swaroop99Încă nu există evaluări
- Paper 6 Chem Cleaning Edta BhelDocument39 paginiPaper 6 Chem Cleaning Edta BhelVIBHAV100% (2)
- Hydrogen DamageDocument6 paginiHydrogen DamageDemian PereiraÎncă nu există evaluări
- Carbohydrazide Vs Hydrazine: A Comparative Study: September 2019Document17 paginiCarbohydrazide Vs Hydrazine: A Comparative Study: September 2019MohamedÎncă nu există evaluări
- Components of Coal-Fired Steam Power PlantDocument5 paginiComponents of Coal-Fired Steam Power PlantDanBenedictAcuzarÎncă nu există evaluări
- VGB PowerTech Magazine Article PDFDocument7 paginiVGB PowerTech Magazine Article PDFWaleed EmaraÎncă nu există evaluări
- Best Practices in Boiler Water TreatmentDocument5 paginiBest Practices in Boiler Water Treatmenthiyt4amÎncă nu există evaluări
- Lesson 1 What Plant Cycle Chemistry and Why Is It Important PDFDocument6 paginiLesson 1 What Plant Cycle Chemistry and Why Is It Important PDFthanhhuyenÎncă nu există evaluări
- Steady State and Dynamic Performance of STATCOMDocument6 paginiSteady State and Dynamic Performance of STATCOMpongpum100% (1)
- (ACC EPRI STANDARD) 1007688 - 2005 Air Cooled Condenser Design, Specification and Operation Guidelines - NOTESDocument176 pagini(ACC EPRI STANDARD) 1007688 - 2005 Air Cooled Condenser Design, Specification and Operation Guidelines - NOTESHidayati KelanaÎncă nu există evaluări
- HRSG Lay-Up PracticesDocument4 paginiHRSG Lay-Up PracticesSundar MoorthyÎncă nu există evaluări
- Consider New Steam System Corr Prot Refineries HydProcMar2014Document9 paginiConsider New Steam System Corr Prot Refineries HydProcMar2014Anonymous nw5AXJqjdÎncă nu există evaluări
- Ammonia'S Future: by Andy Pearson, PH.D., Ceng, Member AshraeDocument6 paginiAmmonia'S Future: by Andy Pearson, PH.D., Ceng, Member AshraeHarinder GoelÎncă nu există evaluări
- Organic Plant Cycle Treatment - A Power Plant Chemistry InterviewDocument3 paginiOrganic Plant Cycle Treatment - A Power Plant Chemistry InterviewIrina AlexandraÎncă nu există evaluări
- Ammonia PlantDocument16 paginiAmmonia Plantganeshan67% (6)
- 1 - Boiler Tube FailuresDocument54 pagini1 - Boiler Tube FailuresMohamad EshraÎncă nu există evaluări
- A598H84Cp ( JyjhallanDocument1 paginăA598H84Cp ( JyjhallanrikumohanÎncă nu există evaluări
- Adibadic TempratureDocument41 paginiAdibadic TempratureSai ChelluriÎncă nu există evaluări
- Angle Type Blowdown ValveDocument7 paginiAngle Type Blowdown ValverikumohanÎncă nu există evaluări
- IMPORTANT QUESTION IN ELECTRICAL ENGG FOR ASSISTANT ENGINEER EXAMS OF UPRVUNL, UPPCL, MPPKVVNL, HPPSC, IES, GATE and Other State Psus.Document223 paginiIMPORTANT QUESTION IN ELECTRICAL ENGG FOR ASSISTANT ENGINEER EXAMS OF UPRVUNL, UPPCL, MPPKVVNL, HPPSC, IES, GATE and Other State Psus.Rishi Kant Sharma100% (1)
- GCEM40series Probe Mounting Arrangement (18.4.12) PDFDocument1 paginăGCEM40series Probe Mounting Arrangement (18.4.12) PDFrikumohanÎncă nu există evaluări
- Junction Box Drawings PDFDocument14 paginiJunction Box Drawings PDFrikumohanÎncă nu există evaluări
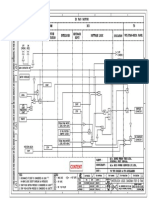
- 25-06-2009 09:02:31 This Drawing Is Printed From Engineering Digital Archive System (EDAS) - Therefore Signatures Are Not Essentially RequiredDocument1 pagină25-06-2009 09:02:31 This Drawing Is Printed From Engineering Digital Archive System (EDAS) - Therefore Signatures Are Not Essentially RequiredrikumohanÎncă nu există evaluări
- So Handout EngDocument11 paginiSo Handout EngAbhishek SoniÎncă nu există evaluări
- Interlock DrawingsDocument31 paginiInterlock DrawingsrikumohanÎncă nu există evaluări
- 25-06-2009 09:02:31 This Drawing Is Printed From Engineering Digital Archive System (EDAS) - Therefore Signatures Are Not Essentially RequiredDocument1 pagină25-06-2009 09:02:31 This Drawing Is Printed From Engineering Digital Archive System (EDAS) - Therefore Signatures Are Not Essentially RequiredrikumohanÎncă nu există evaluări
- Structural Detail of Floor at +19200 Level - R1 - Sheet 1 of 10 PDFDocument1 paginăStructural Detail of Floor at +19200 Level - R1 - Sheet 1 of 10 PDFrikumohanÎncă nu există evaluări
- 9b. Brochrue VerticalDocument6 pagini9b. Brochrue VerticalrikumohanÎncă nu există evaluări
- 08-07-2009 10:09:18 This Drawing Is Printed From Engineering Digital Archive System (EDAS) - Therefore Signatures Are Not Essentially RequiredDocument1 pagină08-07-2009 10:09:18 This Drawing Is Printed From Engineering Digital Archive System (EDAS) - Therefore Signatures Are Not Essentially RequiredrikumohanÎncă nu există evaluări
- Npti ProspectusDocument20 paginiNpti ProspectuspremsgÎncă nu există evaluări
- Swgtas For Rohit Ferro Tech PDFDocument1 paginăSwgtas For Rohit Ferro Tech PDFrikumohanÎncă nu există evaluări
- Water Balance and Water Conservation in Thermal Power StationsDocument6 paginiWater Balance and Water Conservation in Thermal Power StationsSoumya MohantyÎncă nu există evaluări
- Structural Detail of Floor at +13000 Level - Sheet 1 of 6Document1 paginăStructural Detail of Floor at +13000 Level - Sheet 1 of 6rikumohanÎncă nu există evaluări
- Boiler Installation and Maintenance Manual: Oil and Gas Fired Cast Iron Boiler Logano G115 USDocument56 paginiBoiler Installation and Maintenance Manual: Oil and Gas Fired Cast Iron Boiler Logano G115 USrikumohanÎncă nu există evaluări
- Ansi and RPM Flanges Specifications: Sheet 8767Document4 paginiAnsi and RPM Flanges Specifications: Sheet 8767rikumohanÎncă nu există evaluări
- Aquacare - Boiler Water TreatmentDocument14 paginiAquacare - Boiler Water TreatmentjewettwaterÎncă nu există evaluări
- RFTL Atm Flash Tank Found Detail-ModelDocument1 paginăRFTL Atm Flash Tank Found Detail-ModelrikumohanÎncă nu există evaluări
- Superimposed in E-500 Contour Map Siri Model PDFDocument1 paginăSuperimposed in E-500 Contour Map Siri Model PDFrikumohanÎncă nu există evaluări
- FBC Boiler Technology For OnDocument68 paginiFBC Boiler Technology For Onarjmandquest100% (1)
- Hurts BoilerDocument46 paginiHurts BoilerAlan JacquetÎncă nu există evaluări
- Databook PreviousDocument87 paginiDatabook PreviousGiovaniTorcadaÎncă nu există evaluări
- Bearing-Study Material Mechanical Engg-1Document14 paginiBearing-Study Material Mechanical Engg-1anishiitdÎncă nu există evaluări
- Ahmad NadeemDocument54 paginiAhmad NadeemgibsÎncă nu există evaluări
- Green ATMSDocument6 paginiGreen ATMShitman agent 47Încă nu există evaluări
- Buscar TurboDocument37 paginiBuscar TurboSarah Saida Villanueva GuevaraÎncă nu există evaluări
- ME 395 2015 Solutions #4Document2 paginiME 395 2015 Solutions #4me395Încă nu există evaluări
- Victron Energy Off-Grid Back-Up Islandsystems Eng PDFDocument64 paginiVictron Energy Off-Grid Back-Up Islandsystems Eng PDFMikela LjermontovaÎncă nu există evaluări
- Bosch EDC15P PDFDocument6 paginiBosch EDC15P PDFOstojic MiodragÎncă nu există evaluări
- Evaluation of Photovoltaic Systems For Reactive Power Compensation in Low Voltage Power SystemsDocument6 paginiEvaluation of Photovoltaic Systems For Reactive Power Compensation in Low Voltage Power SystemsElkin Polo ArizaÎncă nu există evaluări
- (Ebook - Housing) Indoor Electrical Safety CheckDocument0 pagini(Ebook - Housing) Indoor Electrical Safety CheckAgapie Ruxana DorinaÎncă nu există evaluări
- Convertidor D8LDocument5 paginiConvertidor D8Lguido100% (1)
- Lumen Method CalculationsDocument7 paginiLumen Method Calculationsparul vyasÎncă nu există evaluări
- Three Channels Multipower Driver SystemDocument26 paginiThree Channels Multipower Driver SystemRicardo UrioÎncă nu există evaluări
- CARBOFLEX® Nitrogen-Endogas.Document2 paginiCARBOFLEX® Nitrogen-Endogas.Roberto_PrrÎncă nu există evaluări
- L3-Uncontrolled RectifiersDocument28 paginiL3-Uncontrolled RectifiersJameelAhmedÎncă nu există evaluări
- Cement Slurries For Geothermal Wells CementingDocument8 paginiCement Slurries For Geothermal Wells CementingSameul NormanÎncă nu există evaluări
- Technical Specification COP 3038 - 9851 2657 01 - tcm835-1543193Document2 paginiTechnical Specification COP 3038 - 9851 2657 01 - tcm835-1543193Pato CarmonaÎncă nu există evaluări
- A Voltage-Controlled DSTATCOM For Power-Quality Improvement PDFDocument9 paginiA Voltage-Controlled DSTATCOM For Power-Quality Improvement PDFChristian EmenikeÎncă nu există evaluări
- Complex Engineering Problem: According To The Washington Accord Complex Engineering Problems Are Problems ThatDocument1 paginăComplex Engineering Problem: According To The Washington Accord Complex Engineering Problems Are Problems ThatAhmad AnsariÎncă nu există evaluări
- Pumps ExcelDocument24 paginiPumps ExcelAce Glen GarciaÎncă nu există evaluări
- Dubai Green Building RegulationsDocument21 paginiDubai Green Building RegulationsjagvishaÎncă nu există evaluări
- Product Support AllgemeinDocument157 paginiProduct Support Allgemein81q1iy100% (1)
- 5 Smart SkinDocument6 pagini5 Smart SkinnamememeÎncă nu există evaluări
- Plain Plug GaugesDocument34 paginiPlain Plug GaugesdomiÎncă nu există evaluări
- BVGA - Bermuda Offshore Wind LCOE AsessmentDocument38 paginiBVGA - Bermuda Offshore Wind LCOE AsessmentAnonymous UpWci5Încă nu există evaluări
- PV ID Magazine August 2007 Issue PDFDocument36 paginiPV ID Magazine August 2007 Issue PDFSimon CondorÎncă nu există evaluări
- Electrical Installations Design Course (Singapore)Document2 paginiElectrical Installations Design Course (Singapore)bismarckÎncă nu există evaluări
- All Flowsheet - LDC - (Chandra) Buat DosenDocument1 paginăAll Flowsheet - LDC - (Chandra) Buat DosenSakha AbdussalamÎncă nu există evaluări