S-ar putea să vă placă și
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionDe la EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionÎncă nu există evaluări
- Neuber FEADocument12 paginiNeuber FEAPrashantha RajuÎncă nu există evaluări
- Applied RVE Reconstruction and Homogenization of Heterogeneous MaterialsDe la EverandApplied RVE Reconstruction and Homogenization of Heterogeneous MaterialsÎncă nu există evaluări
- Sheet - Ansys, SpringbackDocument9 paginiSheet - Ansys, Springbacksupersonny007Încă nu există evaluări
- 124 TMT09 061Document4 pagini124 TMT09 061vovancuong8Încă nu există evaluări
- Asme - Stress Classification Lines Straight Through SingularitiesDocument10 paginiAsme - Stress Classification Lines Straight Through SingularitiesRay FaiersÎncă nu există evaluări
- Comparative Analysis of Experimental and Numerical Evaluation of Strength of A Boom of The Underground LoaderDocument8 paginiComparative Analysis of Experimental and Numerical Evaluation of Strength of A Boom of The Underground LoaderEric CÎncă nu există evaluări
- Effect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessDocument5 paginiEffect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessAdnen LaamouriÎncă nu există evaluări
- Effect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessDocument5 paginiEffect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessAdnen LaamouriÎncă nu există evaluări
- FEA of PipeDocument11 paginiFEA of Pipedimos dimouÎncă nu există evaluări
- ACMSM23 083 CameraReadyDocument6 paginiACMSM23 083 CameraReadypiscesas45Încă nu există evaluări
- Strength of LugDocument8 paginiStrength of LugnareniviÎncă nu există evaluări
- Analysis of The Tightening Process of AnDocument8 paginiAnalysis of The Tightening Process of AnmirosekÎncă nu există evaluări
- Comparison of Different FE Calculation Methods For The Electromagnetic Torque of PM MachinesDocument8 paginiComparison of Different FE Calculation Methods For The Electromagnetic Torque of PM Machinesmlkz_01Încă nu există evaluări
- Determination of Blockage Correction in Open-Jet Wind TunnelDocument6 paginiDetermination of Blockage Correction in Open-Jet Wind Tunnelmoro1381100% (1)
- Theoretical Calculation of Strain Hardening ExponentDocument4 paginiTheoretical Calculation of Strain Hardening ExponentRavi TejaÎncă nu există evaluări
- 2 67 1644220454 Ijmperdfeb202206Document9 pagini2 67 1644220454 Ijmperdfeb202206TJPRC PublicationsÎncă nu există evaluări
- Optimization of Tube Hydroforming Process Using Simulated Annealing AlgorithmDocument8 paginiOptimization of Tube Hydroforming Process Using Simulated Annealing AlgorithmAhmad SaepuddinÎncă nu există evaluări
- ISTAM - Stress Concentration Factor Convergence Study of A Thin PlateDocument7 paginiISTAM - Stress Concentration Factor Convergence Study of A Thin PlateKanak_KalitaÎncă nu există evaluări
- Keywords Ključne Reči: Radetomic@ppt - Co.rsDocument6 paginiKeywords Ključne Reči: Radetomic@ppt - Co.rsmedica101Încă nu există evaluări
- Creeps Analysis of ThermoplasticsDocument7 paginiCreeps Analysis of ThermoplasticsIgor AlarcónÎncă nu există evaluări
- Reliability of Buried Pipelines With Corrosion Defects Under Varying Boundary ConditionsDocument8 paginiReliability of Buried Pipelines With Corrosion Defects Under Varying Boundary ConditionsMuhammad OmarÎncă nu există evaluări
- SEM XI Int Cong s025p01 T Stress Determination Using Digital Image CorrelationDocument7 paginiSEM XI Int Cong s025p01 T Stress Determination Using Digital Image CorrelationElizabeth SantiagoÎncă nu există evaluări
- FEA 2 CopyDocument13 paginiFEA 2 CopyJo JoÎncă nu există evaluări
- Example 11 - Tensile Test: Law Characterization Strain Rate EffectDocument33 paginiExample 11 - Tensile Test: Law Characterization Strain Rate EffectSanthosh LingappaÎncă nu există evaluări
- Technical AssesmentDocument7 paginiTechnical AssesmentbikramjitpodderÎncă nu există evaluări
- Paper Aimtdr SCLDocument6 paginiPaper Aimtdr SCLMohan Kumar Pradhan Associate ProfessorÎncă nu există evaluări
- 49ff PDFDocument4 pagini49ff PDFDele TedÎncă nu există evaluări
- Blank Optimization in Sheet Metal Forming Using An Evolutionary Algorithm-LibreDocument9 paginiBlank Optimization in Sheet Metal Forming Using An Evolutionary Algorithm-Libreicv.xaviÎncă nu există evaluări
- Integrated Design Optimization of Voltage Channel Distribution and Control Voltages For Tracking The Dynamic Shapes of Smart PlatesDocument9 paginiIntegrated Design Optimization of Voltage Channel Distribution and Control Voltages For Tracking The Dynamic Shapes of Smart PlateslinzqÎncă nu există evaluări
- Contact Stress Distribution of Deep Groove Ball Bearing Using AbaqusDocument13 paginiContact Stress Distribution of Deep Groove Ball Bearing Using AbaqusDr-Nouby Mahdy GhazalyÎncă nu există evaluări
- The Optimisation of Shot Peen Forming ProcessesDocument5 paginiThe Optimisation of Shot Peen Forming ProcessesbkhmohamedÎncă nu există evaluări
- Compensation of Friction and Backlash Effects in An Electrical Actuator by MerzoukiDocument10 paginiCompensation of Friction and Backlash Effects in An Electrical Actuator by MerzoukijacobwatsonÎncă nu există evaluări
- A Mixed Finite Element For Interlaminar Stress Computation: Yi-Bing ShiDocument10 paginiA Mixed Finite Element For Interlaminar Stress Computation: Yi-Bing ShiR Vignesh BabuÎncă nu există evaluări
- Wilson 1990Document13 paginiWilson 1990Sebastiao SilvaÎncă nu există evaluări
- AApplication of Artificial Neural Network and Taguchi Method To Preform Design in Metal Forming Considering WorkabilityDocument15 paginiAApplication of Artificial Neural Network and Taguchi Method To Preform Design in Metal Forming Considering WorkabilityHa Linh PhanÎncă nu există evaluări
- Dynamic Load Analysis and Optimization of Connecting Rod of Samand EngineDocument9 paginiDynamic Load Analysis and Optimization of Connecting Rod of Samand EnginecamiloromezÎncă nu există evaluări
- Numerical Simulation in Bulk Forming Process: Journal For Technology of Plasticity, Vol. 32 (2007), Number 1-2Document10 paginiNumerical Simulation in Bulk Forming Process: Journal For Technology of Plasticity, Vol. 32 (2007), Number 1-2Mujo Kukolj IIÎncă nu există evaluări
- Elastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked PipesDocument19 paginiElastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked Pipesjhon ortizÎncă nu există evaluări
- Perugia Stress EvaluationDocument20 paginiPerugia Stress Evaluationdf_campos3353Încă nu există evaluări
- Da DN Test5Document8 paginiDa DN Test5Anjan GhoshÎncă nu există evaluări
- Calibration of M-E PDG Rutting Model For Indian ConditionsDocument13 paginiCalibration of M-E PDG Rutting Model For Indian ConditionsSreeja SadanandanÎncă nu există evaluări
- Sborník Vědeckých Prací Vysoké Školy Báňské - Technické Univerzity OstravaDocument10 paginiSborník Vědeckých Prací Vysoké Školy Báňské - Technické Univerzity OstravaroccaÎncă nu există evaluări
- 1994 - 3D Finite Element Simulation of The Cold Forging of Helical GearsDocument13 pagini1994 - 3D Finite Element Simulation of The Cold Forging of Helical GearsNguyen Hoang DungÎncă nu există evaluări
- Pengaruh Ukuran Dan Jumlah Elemen Singular Terhadap Harga Faktor Intensitas Tegangan Untuk Kasus Retak Pojok Eliptik Dengan Metode Elemen HinggaDocument6 paginiPengaruh Ukuran Dan Jumlah Elemen Singular Terhadap Harga Faktor Intensitas Tegangan Untuk Kasus Retak Pojok Eliptik Dengan Metode Elemen HinggaPandu Wijaya KusumaÎncă nu există evaluări
- An Optimization Analysis On An Automotive Component With Fatigue Constraint Using Hyperworks Software For Environmental SustainabilityDocument5 paginiAn Optimization Analysis On An Automotive Component With Fatigue Constraint Using Hyperworks Software For Environmental SustainabilitySahaya GrinspanÎncă nu există evaluări
- Neuber Method For FatigueDocument12 paginiNeuber Method For FatigueKuan Tek SeangÎncă nu există evaluări
- Experimental and Numerical Studies To The Contact Stresses in AsymmetricDocument6 paginiExperimental and Numerical Studies To The Contact Stresses in AsymmetricHassan AlaaÎncă nu există evaluări
- An Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynaDocument8 paginiAn Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynausamaumerÎncă nu există evaluări
- W1D 1 AWinnicki CACDocument11 paginiW1D 1 AWinnicki CACTesfamichael AbathunÎncă nu există evaluări
- 06 1999fatigue BeijingDocument7 pagini06 1999fatigue BeijingTech MitÎncă nu există evaluări
- Hertz Contact Stress Analysis and Validation Using Finite Element AnalysisDocument8 paginiHertz Contact Stress Analysis and Validation Using Finite Element AnalysisPrabhakar Purushothaman100% (1)
- Finite Element Shot Peening Simulation For Residual Stress. Analysis and Comparison With Experimental ResultsDocument10 paginiFinite Element Shot Peening Simulation For Residual Stress. Analysis and Comparison With Experimental Resultsadhi.rohadhiÎncă nu există evaluări
- Buckled Beam Nonlinear VibrationDocument10 paginiBuckled Beam Nonlinear Vibrationhmsedighi459Încă nu există evaluări
- A Slope Stability Analysis Method Combined PDFDocument7 paginiA Slope Stability Analysis Method Combined PDFAnonymous 3XJRG5SIÎncă nu există evaluări
- Digital Image Correlation For Tensile TestDocument9 paginiDigital Image Correlation For Tensile TestAli AbbarÎncă nu există evaluări
- Dynamic Analysis of A Clamped BeamDocument9 paginiDynamic Analysis of A Clamped BeamFrancisco Lopez SantosÎncă nu există evaluări
- 20 SoicaDocument8 pagini20 SoicaVlad Alexandru FloreaÎncă nu există evaluări
- Fea For A 2D Metal Plate Using Matlab: March 2017Document17 paginiFea For A 2D Metal Plate Using Matlab: March 2017VivekÎncă nu există evaluări
- Bolt Grade Markings and Strength ChartDocument2 paginiBolt Grade Markings and Strength ChartEldori1988Încă nu există evaluări
- Demonstration For Certification (Participants Copy)Document2 paginiDemonstration For Certification (Participants Copy)Eldori1988Încă nu există evaluări
- SuspensiondfDocument3 paginiSuspensiondfAhmad UsamaÎncă nu există evaluări
- Sports Pictionary Poster 1 Vocabulary Worksheet PDFDocument2 paginiSports Pictionary Poster 1 Vocabulary Worksheet PDFSy Hafizah100% (1)
- ConfidenceDocument4 paginiConfidenceEldori1988Încă nu există evaluări
- Fishbone DiagramDocument2 paginiFishbone DiagramEldori1988Încă nu există evaluări
- Assembly in A BoxDocument2 paginiAssembly in A BoxEldori1988Încă nu există evaluări
- SIROLL Furnace Optimization enDocument0 paginiSIROLL Furnace Optimization enEldori1988Încă nu există evaluări
- Magna-Bulb Blind Fastener: Previous ScreenDocument3 paginiMagna-Bulb Blind Fastener: Previous ScreenEldori1988Încă nu există evaluări
- Onsert GB 0250 PDFDocument12 paginiOnsert GB 0250 PDFmazacotesÎncă nu există evaluări
- Rivset Gen2 GB 6705Document6 paginiRivset Gen2 GB 6705Eldori1988Încă nu există evaluări
- Toyota Business Practices and Academe - Industry Linkage - GasparDocument7 paginiToyota Business Practices and Academe - Industry Linkage - GasparEldori1988Încă nu există evaluări
- Huck Hucklok enDocument4 paginiHuck Hucklok enEldori1988Încă nu există evaluări
- HUCK Hucktainer enDocument8 paginiHUCK Hucktainer enEldori1988Încă nu există evaluări
- Böllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Document3 paginiBöllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Eldori1988Încă nu există evaluări
- Bolt Depot - Machinery Eye Bolt DimensionsDocument2 paginiBolt Depot - Machinery Eye Bolt DimensionsEldori1988Încă nu există evaluări
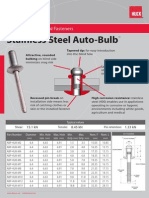
- HUCK Autobulb Stainless Steel enDocument1 paginăHUCK Autobulb Stainless Steel enEldori1988Încă nu există evaluări
- HUCK FloorTight enDocument8 paginiHUCK FloorTight enEldori1988Încă nu există evaluări
- Huck BOM: The Highest Strength Blind Fasteners in The WorldDocument5 paginiHuck BOM: The Highest Strength Blind Fasteners in The WorldEldori1988Încă nu există evaluări
- Lean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocument18 paginiLean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988Încă nu există evaluări
- Bolt Depot - Metric Tap and Drill Size TableDocument1 paginăBolt Depot - Metric Tap and Drill Size TableEldori1988Încă nu există evaluări
- Bolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableDocument2 paginiBolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableEldori1988Încă nu există evaluări
- Lean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteDocument20 paginiLean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteEldori1988Încă nu există evaluări
- 561Document27 pagini561Eldori1988Încă nu există evaluări
- The Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteDocument27 paginiThe Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteEldori1988Încă nu există evaluări
- CPF PresentationDocument13 paginiCPF PresentationEldori1988Încă nu există evaluări
- Lean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocument20 paginiLean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988Încă nu există evaluări
- German Presentation Feb 03Document8 paginiGerman Presentation Feb 03Eldori1988Încă nu există evaluări
- Simulation and Optimization of Metal Forming ProcessesDocument27 paginiSimulation and Optimization of Metal Forming ProcessesTamer HagasÎncă nu există evaluări
- STD Specification For Design and Integration of Fuel Energy Storage F3063Document7 paginiSTD Specification For Design and Integration of Fuel Energy Storage F3063Kobus PretoriusÎncă nu există evaluări
- Geopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalDocument7 paginiGeopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalKATERINEÎncă nu există evaluări
- Resolution: Owner/Operator, DocketedDocument4 paginiResolution: Owner/Operator, DocketedDonna Grace Guyo100% (1)
- 8. Nguyễn Tất Thành- Kon TumDocument17 pagini8. Nguyễn Tất Thành- Kon TumK60 TRẦN MINH QUANGÎncă nu există evaluări
- 30 de Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Co Dap An 2023Document64 pagini30 de Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Co Dap An 2023Trần MaiÎncă nu există evaluări
- Manuscript PDFDocument50 paginiManuscript PDFMartina Mae Benig GinoÎncă nu există evaluări
- Portfolio AdityaDocument26 paginiPortfolio AdityaAditya DisÎncă nu există evaluări
- Name: Mercado, Kath DATE: 01/15 Score: Activity Answer The Following Items On A Separate Sheet of Paper. Show Your Computations. (4 Items X 5 Points)Document2 paginiName: Mercado, Kath DATE: 01/15 Score: Activity Answer The Following Items On A Separate Sheet of Paper. Show Your Computations. (4 Items X 5 Points)Kathleen MercadoÎncă nu există evaluări
- Things You Can Do at Burnham ParkDocument2 paginiThings You Can Do at Burnham ParkBcpo TeuÎncă nu există evaluări
- Grade 10 Module 1 Performing Roughing in Activities For Communication and DistributDocument26 paginiGrade 10 Module 1 Performing Roughing in Activities For Communication and DistributNelshane JohnÎncă nu există evaluări
- CCNP SWITCH 300-115 - Outline of The Official Study GuideDocument31 paginiCCNP SWITCH 300-115 - Outline of The Official Study GuidehammiesinkÎncă nu există evaluări
- CLASS XI (COMPUTER SCIENCE) HALF YEARLY QP Bhopal Region Set-IIDocument4 paginiCLASS XI (COMPUTER SCIENCE) HALF YEARLY QP Bhopal Region Set-IIDeepika AggarwalÎncă nu există evaluări
- Airworthiness Directive: FAA Aviation SafetyDocument2 paginiAirworthiness Directive: FAA Aviation SafetyCarlos VarrentiÎncă nu există evaluări
- Advanced Methods For Complex Network AnalysisDocument2 paginiAdvanced Methods For Complex Network AnalysisCS & ITÎncă nu există evaluări
- SCC5-4000F Single ShaftDocument15 paginiSCC5-4000F Single ShaftudelmarkÎncă nu există evaluări
- Chapter 5 - Amino acids and Proteins: Trần Thị Minh ĐứcDocument59 paginiChapter 5 - Amino acids and Proteins: Trần Thị Minh ĐứcNguyễn SunÎncă nu există evaluări
- Advanced Statistical Approaches To Quality: INSE 6220 - Week 4Document44 paginiAdvanced Statistical Approaches To Quality: INSE 6220 - Week 4picalaÎncă nu există evaluări
- The Art of Street PhotographyDocument13 paginiThe Art of Street PhotographyDP ZarpaÎncă nu există evaluări
- Basic Knowledge About WDM Principle ADocument92 paginiBasic Knowledge About WDM Principle AJosé LópezÎncă nu există evaluări
- Letter of Acceptfor TDocument3 paginiLetter of Acceptfor TCCSÎncă nu există evaluări
- PDF Synopsis PDFDocument9 paginiPDF Synopsis PDFAllan D GrtÎncă nu există evaluări
- Geography NotesDocument2 paginiGeography NotesMinethegroundÎncă nu există evaluări
- Korea Times - Korean-EnglishDocument313 paginiKorea Times - Korean-EnglishgyeryongÎncă nu există evaluări
- 120 Câu Tìm Từ Đồng Nghĩa-Trái Nghĩa-Dap AnDocument9 pagini120 Câu Tìm Từ Đồng Nghĩa-Trái Nghĩa-Dap AnAlex TranÎncă nu există evaluări
- Retail Visibility Project of AircelDocument89 paginiRetail Visibility Project of Aircelabhishekkraj100% (1)
- Chanakya: For The Indian Television Series Based On His Life, SeeDocument11 paginiChanakya: For The Indian Television Series Based On His Life, SeeTrinadh CrazyguyÎncă nu există evaluări
- Elementary Electronics 1968-09-10Document108 paginiElementary Electronics 1968-09-10Jim ToewsÎncă nu există evaluări
- ERP22006Document1 paginăERP22006Ady Surya LesmanaÎncă nu există evaluări
- Online Shopping MallDocument17 paginiOnline Shopping MallMerin LawranceÎncă nu există evaluări
- Catalogo HydronixDocument68 paginiCatalogo HydronixNANCHO77Încă nu există evaluări
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®De la EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Încă nu există evaluări
- Certified Solidworks Professional Advanced Weldments Exam PreparationDe la EverandCertified Solidworks Professional Advanced Weldments Exam PreparationEvaluare: 5 din 5 stele5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsDe la EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsEvaluare: 5 din 5 stele5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDe la EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchEvaluare: 4 din 5 stele4/5 (10)
- Beginning AutoCAD® 2020 Exercise WorkbookDe la EverandBeginning AutoCAD® 2020 Exercise WorkbookEvaluare: 2.5 din 5 stele2.5/5 (3)
- AutoCAD 2023 : Beginners And Intermediate user GuideDe la EverandAutoCAD 2023 : Beginners And Intermediate user GuideÎncă nu există evaluări
- Up and Running with AutoCAD 2020: 2D Drafting and DesignDe la EverandUp and Running with AutoCAD 2020: 2D Drafting and DesignÎncă nu există evaluări
- Design Research Through Practice: From the Lab, Field, and ShowroomDe la EverandDesign Research Through Practice: From the Lab, Field, and ShowroomEvaluare: 3 din 5 stele3/5 (7)