S-ar putea să vă placă și
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDe la EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášÎncă nu există evaluări
- Studies On Influence of WC On Scratch and Hot CorrDocument11 paginiStudies On Influence of WC On Scratch and Hot CorrMUHAMMED FAISALÎncă nu există evaluări
- Refrensi 32 ElsevierDocument41 paginiRefrensi 32 Elseviergangdukuh251Încă nu există evaluări
- W 4 Technology Conclave IIDocument10 paginiW 4 Technology Conclave IINarasimha DvlÎncă nu există evaluări
- Rao2013 Article FrictionSurfacingOnNonferrousSDocument8 paginiRao2013 Article FrictionSurfacingOnNonferrousSCyril Joseph DanielÎncă nu există evaluări
- Hybrid Silica Sol-Gel Coatings On Austempered Ductile Iron (ADI)Document4 paginiHybrid Silica Sol-Gel Coatings On Austempered Ductile Iron (ADI)Hatem RagabÎncă nu există evaluări
- Microstructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsDocument6 paginiMicrostructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsastronotusÎncă nu există evaluări
- Enhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellDocument11 paginiEnhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellMarko VindišÎncă nu există evaluări
- Effect of PC Electrodeposition On The Structure and Tribological BehaviorDocument10 paginiEffect of PC Electrodeposition On The Structure and Tribological BehaviorMohammad Nasfikur Rahman KhanÎncă nu există evaluări
- S1877705813017074 - 1 s2.0 S1877705813017074 MainDocument10 paginiS1877705813017074 - 1 s2.0 S1877705813017074 MainSantos AXÎncă nu există evaluări
- Characterization of WCCo Coatings On Metal SubstratesDocument3 paginiCharacterization of WCCo Coatings On Metal SubstratesSayra MedellínÎncă nu există evaluări
- Effect of WCDocument13 paginiEffect of WCJorge Armando Veloza NuñezÎncă nu există evaluări
- Electrochemical Characteristics of Hvof Spray Coated Layer With WC 27nicr and WC 10Co4Cr For Al BronzeDocument7 paginiElectrochemical Characteristics of Hvof Spray Coated Layer With WC 27nicr and WC 10Co4Cr For Al BronzeastronotusÎncă nu există evaluări
- Investigation of Abrasive Wear Resistance of Ferrous-Based Coatings With Scratch TesterDocument4 paginiInvestigation of Abrasive Wear Resistance of Ferrous-Based Coatings With Scratch Testeravencl100% (2)
- Journal Pre-Proof: Journal of Materials Research and TechnologyDocument18 paginiJournal Pre-Proof: Journal of Materials Research and TechnologyMahnooshÎncă nu există evaluări
- The Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsDocument7 paginiThe Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsBONFRINGÎncă nu există evaluări
- Materials Today: Proceedings: Paramjit Singh, Deepak Kumar Goyal, Amit BansalDocument6 paginiMaterials Today: Proceedings: Paramjit Singh, Deepak Kumar Goyal, Amit BansaldcjontyÎncă nu există evaluări
- Abioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingDocument11 paginiAbioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingÉlida AlvesÎncă nu există evaluări
- Synergistic Corrosion Mitigation Appraisal of Coal Tar Epoxy Duplex Coating System by Spectroscopic and Microscopic TechniquesDocument9 paginiSynergistic Corrosion Mitigation Appraisal of Coal Tar Epoxy Duplex Coating System by Spectroscopic and Microscopic TechniquesLê Tuấn HùngÎncă nu există evaluări
- Cavitation Erosion Behaviour of Niobium:, A.N. Allenstein, C.L.M. Allenstein, A.J.A. BuschinelliDocument9 paginiCavitation Erosion Behaviour of Niobium:, A.N. Allenstein, C.L.M. Allenstein, A.J.A. BuschinelliLarry SmithÎncă nu există evaluări
- NACE Paper No. MECCOCT18-12290: Friction Stir Diffusion Cladding of 5052 Aluminum Alloy On Cold-Rolled Carbon SteelDocument13 paginiNACE Paper No. MECCOCT18-12290: Friction Stir Diffusion Cladding of 5052 Aluminum Alloy On Cold-Rolled Carbon SteelOwais MalikÎncă nu există evaluări
- Retained Austenite and PittingDocument6 paginiRetained Austenite and PittingSuhaib AshrafÎncă nu există evaluări
- Effect of Multi-Pass SMAW Welding On The Surface HDocument7 paginiEffect of Multi-Pass SMAW Welding On The Surface HYousab CreatorÎncă nu există evaluări
- Laser Cladding Remanufacturing of Aircraft Landing Gear Based On 30CrMnSiNi2A SteelDocument13 paginiLaser Cladding Remanufacturing of Aircraft Landing Gear Based On 30CrMnSiNi2A Steelzixin chenÎncă nu există evaluări
- Evaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion TechniqueDocument6 paginiEvaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion Techniquedaniel leonÎncă nu există evaluări
- Tribology International: John J. Coronado, Holman F. Caicedo, Adolfo L. Go MezDocument5 paginiTribology International: John J. Coronado, Holman F. Caicedo, Adolfo L. Go MezjuanÎncă nu există evaluări
- Microwave CladdingDocument34 paginiMicrowave Claddingparamjeet singhÎncă nu există evaluări
- A Comparative Research On Corrosion Behavior of A Standard, Crack-Free and Duplex Hard Chromium CoatingsDocument6 paginiA Comparative Research On Corrosion Behavior of A Standard, Crack-Free and Duplex Hard Chromium CoatingsKarthi SundarÎncă nu există evaluări
- CoatingsDocument17 paginiCoatingsYan ManurungÎncă nu există evaluări
- Aeletters 2022 7 3 5Document7 paginiAeletters 2022 7 3 5miskoscribd2Încă nu există evaluări
- McCune, Khan and Asmatulu - v.15, No.2 (2022)Document11 paginiMcCune, Khan and Asmatulu - v.15, No.2 (2022)Glorius CarmenÎncă nu există evaluări
- Fracture Toughness of AA2024 Aluminum Fly Ash Metal Matrix CompositesDocument17 paginiFracture Toughness of AA2024 Aluminum Fly Ash Metal Matrix CompositesMani KandanÎncă nu există evaluări
- Alaneme2012Document5 paginiAlaneme2012Syed Basith MÎncă nu există evaluări
- Zinc-Rich Primers-Test Performance and Electrochemical PropertiesDocument6 paginiZinc-Rich Primers-Test Performance and Electrochemical PropertiesSyaiful Arif WicaksonoÎncă nu există evaluări
- Enhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingDocument9 paginiEnhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingSharan KumarÎncă nu există evaluări
- Corrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFDocument6 paginiCorrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFmohamed aliÎncă nu există evaluări
- Fulltext - Example IIDocument11 paginiFulltext - Example IIManolo GipielaÎncă nu există evaluări
- Materials ScienceDocument5 paginiMaterials SciencepewinataliyaÎncă nu există evaluări
- Experimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationDocument12 paginiExperimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationGani PateelÎncă nu există evaluări
- Microstructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessDocument12 paginiMicrostructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessRami GhorbelÎncă nu există evaluări
- Paper-ICBMH 2019 - PenagosJJ PDFDocument12 paginiPaper-ICBMH 2019 - PenagosJJ PDFPedro GuilhermeÎncă nu există evaluări
- Study of The Metallurgical Bond Between 316 Steel Substrates and Nicraly Coating Sprayed by Hvof and Irradiated With A Low Power Co LaserDocument7 paginiStudy of The Metallurgical Bond Between 316 Steel Substrates and Nicraly Coating Sprayed by Hvof and Irradiated With A Low Power Co LaserManoel Henrique AlvesÎncă nu există evaluări
- Oliveira 2015Document10 paginiOliveira 2015HassenKhlifiÎncă nu există evaluări
- 6.materials Today ProceedingsDocument11 pagini6.materials Today ProceedingsKannan ChidambaramÎncă nu există evaluări
- Statistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEDocument8 paginiStatistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEZamzam DiamelÎncă nu există evaluări
- My PaperDocument39 paginiMy PaperAbhik BoseÎncă nu există evaluări
- Droplet Erosion Performance of Composite Materials Electroplated With A HardDocument8 paginiDroplet Erosion Performance of Composite Materials Electroplated With A Hardxu KÎncă nu există evaluări
- Accepted ManuscriptDocument33 paginiAccepted ManuscripttobamasÎncă nu există evaluări
- The Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedDocument10 paginiThe Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedBurag HamparyanÎncă nu există evaluări
- Comparison of Properties of Hardfaced Layers Made by A Metal-Core-Covered Tubular Electrode With A Special Chemical CompositionDocument26 paginiComparison of Properties of Hardfaced Layers Made by A Metal-Core-Covered Tubular Electrode With A Special Chemical CompositionBurag HamparyanÎncă nu există evaluări
- Ghasali2016 PDFDocument17 paginiGhasali2016 PDFNih kÎncă nu există evaluări
- 2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiDocument11 pagini2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiCesar Fernando BenavidesÎncă nu există evaluări
- AbstractsDocument146 paginiAbstractsAnibal RodriguezÎncă nu există evaluări
- Reduction of Mouldboard Plough Share Wear by A Combination Technique of HardfacingDocument5 paginiReduction of Mouldboard Plough Share Wear by A Combination Technique of HardfacingJuan Ambrosio MartinezÎncă nu există evaluări
- 1 s2.0 S1110016822007931 MainDocument14 pagini1 s2.0 S1110016822007931 MainSANKET KUMARÎncă nu există evaluări
- April - June 08Document23 paginiApril - June 08DineshÎncă nu există evaluări
- Microstructure and Corrosion Behaviour of Aluminum Fly Ash CompositesDocument10 paginiMicrostructure and Corrosion Behaviour of Aluminum Fly Ash CompositesbalajigandhirajanÎncă nu există evaluări
- Otc 21973 MS P PDFDocument7 paginiOtc 21973 MS P PDFLucilene MaduroÎncă nu există evaluări
- MWCNTDocument5 paginiMWCNTChukkaÎncă nu există evaluări
- Nitronic 50 SteelDocument11 paginiNitronic 50 SteelSVCTÎncă nu există evaluări
- Ecological and Technical Aspects of The Waste Oils Influence On EnvironmentDocument7 paginiEcological and Technical Aspects of The Waste Oils Influence On EnvironmentavenclÎncă nu există evaluări
- Friction and Wear Properties of Copper-Based Composites Reinforced With Micro - and Nano-Sized Al2O3 ParticlesDocument8 paginiFriction and Wear Properties of Copper-Based Composites Reinforced With Micro - and Nano-Sized Al2O3 ParticlesavenclÎncă nu există evaluări
- The Influence of Strontium Addition On The Tribological Properties of Zn25Al3Si Alloy in Boundary Lubricated ConditionDocument8 paginiThe Influence of Strontium Addition On The Tribological Properties of Zn25Al3Si Alloy in Boundary Lubricated ConditionavenclÎncă nu există evaluări
- Mechanical and Wear Behaviour of Titania Plasma-Sprayed CoatingsDocument7 paginiMechanical and Wear Behaviour of Titania Plasma-Sprayed CoatingsavenclÎncă nu există evaluări
- Joining of Composite Materials Based On Al-Si Alloys by Using The GMAW ProcessDocument1 paginăJoining of Composite Materials Based On Al-Si Alloys by Using The GMAW ProcessavenclÎncă nu există evaluări
- Friction and Wear Processes - Thermodynamic ApproachDocument7 paginiFriction and Wear Processes - Thermodynamic ApproachavenclÎncă nu există evaluări
- Abrasive Wear of Chemical Nickel Coatings With Boron Nitride Nano-ParticlesDocument7 paginiAbrasive Wear of Chemical Nickel Coatings With Boron Nitride Nano-ParticlesavenclÎncă nu există evaluări
- Influence of Additives and Selective Transfer On Wear Reduction in The Lubricated ContactDocument10 paginiInfluence of Additives and Selective Transfer On Wear Reduction in The Lubricated ContactavenclÎncă nu există evaluări
- A Review of The Tribological Properties of PTFE Composites Filled With Glass, Graphite, Carbon or Bronze ReinforcementDocument6 paginiA Review of The Tribological Properties of PTFE Composites Filled With Glass, Graphite, Carbon or Bronze ReinforcementavenclÎncă nu există evaluări
- Performance Investigation of Chain Saw Lubricants Based On New Sunflower Oil (NSO)Document9 paginiPerformance Investigation of Chain Saw Lubricants Based On New Sunflower Oil (NSO)avenclÎncă nu există evaluări
- Influence of "Valena" Metal-Plating Additive On The Friction Properties of Ball BearingsDocument7 paginiInfluence of "Valena" Metal-Plating Additive On The Friction Properties of Ball BearingsavenclÎncă nu există evaluări
- The Influence of Corrosion On The Microstructure of Thermally Treated ZA27/SiCp CompositesDocument7 paginiThe Influence of Corrosion On The Microstructure of Thermally Treated ZA27/SiCp CompositesavenclÎncă nu există evaluări
- The Influence of Strontium Addition On The Tribological Properties of Zn25Al1Si Alloy in Boundary Lubricated ConditionDocument6 paginiThe Influence of Strontium Addition On The Tribological Properties of Zn25Al1Si Alloy in Boundary Lubricated ConditionavenclÎncă nu există evaluări
- Multi Spindle GearboxDocument4 paginiMulti Spindle GearboxAkash Kumar DevÎncă nu există evaluări
- Tribological Properties of Thixoforming Al-Alloy A356 and Influence of Heat TreatmentDocument8 paginiTribological Properties of Thixoforming Al-Alloy A356 and Influence of Heat TreatmentavenclÎncă nu există evaluări
- Characterization and Comparison of The Carbides Morphologies in The Near Surface Region of The Single - and Double Layer Iron-Based Hardfaced CoatingsDocument6 paginiCharacterization and Comparison of The Carbides Morphologies in The Near Surface Region of The Single - and Double Layer Iron-Based Hardfaced CoatingsavenclÎncă nu există evaluări
- Green Tribology and Quality of LifeDocument7 paginiGreen Tribology and Quality of LifeavenclÎncă nu există evaluări
- MMCs Based On Hypoeutectic Al-Si Alloy: Tribological Properties in Dry Sliding ConditionsDocument7 paginiMMCs Based On Hypoeutectic Al-Si Alloy: Tribological Properties in Dry Sliding ConditionsavenclÎncă nu există evaluări
- Microstructure and Mechanical Properties of The Mo-NiCrBSi Coating Deposited by Atmospheric Plasma SprayingDocument6 paginiMicrostructure and Mechanical Properties of The Mo-NiCrBSi Coating Deposited by Atmospheric Plasma SprayingavenclÎncă nu există evaluări
- Testing of The Mechanical Properties For 15mo3 SteelDocument2 paginiTesting of The Mechanical Properties For 15mo3 SteelavenclÎncă nu există evaluări
- Optimization of The Deposition Parameters of Thick Atmospheric Plasma Spray CoatingsDocument8 paginiOptimization of The Deposition Parameters of Thick Atmospheric Plasma Spray CoatingsavenclÎncă nu există evaluări
- Ferrous-Based Coatings For Engine Cylinder Bores Made of Aluminium Alloys: Tribological PropertiesDocument9 paginiFerrous-Based Coatings For Engine Cylinder Bores Made of Aluminium Alloys: Tribological PropertiesavenclÎncă nu există evaluări
- Tribological Properties of A356 Al-Si Alloy Base Composite Reinforced With Al2O3 Particles (MMC)Document4 paginiTribological Properties of A356 Al-Si Alloy Base Composite Reinforced With Al2O3 Particles (MMC)avenclÎncă nu există evaluări
- Corrosion Behaviour of The As-Cast and Heat-Treated ZA27 AlloyDocument7 paginiCorrosion Behaviour of The As-Cast and Heat-Treated ZA27 AlloyavenclÎncă nu există evaluări
- Cylindrical Gears Modeling Using CATIA SoftwareDocument5 paginiCylindrical Gears Modeling Using CATIA Softwareavencl100% (2)
- Tribological Properties of Al-Si Alloy A356 Reinforced With Al2O3 ParticlesDocument5 paginiTribological Properties of Al-Si Alloy A356 Reinforced With Al2O3 ParticlesavenclÎncă nu există evaluări
- Influence of The Solid Lubricant Particles Reinforcement On Composites Tribological PropertiesDocument6 paginiInfluence of The Solid Lubricant Particles Reinforcement On Composites Tribological PropertiesavenclÎncă nu există evaluări
- Tribological Properties of Thixocasted and Heat Treated Hypoeutectic Al-Si Alloy A356Document9 paginiTribological Properties of Thixocasted and Heat Treated Hypoeutectic Al-Si Alloy A356avenclÎncă nu există evaluări
- The Structure and Mechanical Properties of An Aluminium A356 Alloy Base Composite With Al2O3 Particle AdditionsDocument5 paginiThe Structure and Mechanical Properties of An Aluminium A356 Alloy Base Composite With Al2O3 Particle Additionsavencl100% (1)
- Ptu Datesheet 2013Document4 paginiPtu Datesheet 2013Mugume JosephÎncă nu există evaluări
- FU2185011009 Description PICO With Bayonet Connector ENDocument10 paginiFU2185011009 Description PICO With Bayonet Connector ENDonny Wierya pratamaÎncă nu există evaluări
- GeomembranesinDams (INACOLD)Document38 paginiGeomembranesinDams (INACOLD)Robbi Shobri Rakhman100% (1)
- SANS Institute: Unix Security ChecklistDocument9 paginiSANS Institute: Unix Security ChecklistRufino UribeÎncă nu există evaluări
- Lecture Notes For Week Ten Mechanics of Chain DrivesDocument11 paginiLecture Notes For Week Ten Mechanics of Chain DrivesJohn KimaniÎncă nu există evaluări
- Cat 772 Catálogo de Peças PDFDocument937 paginiCat 772 Catálogo de Peças PDFTom Souza100% (1)
- Aircraft Refuelling HoseDocument4 paginiAircraft Refuelling HoseBimo IndroÎncă nu există evaluări
- LG ART COOL AC Manual - Owner - Eng - Lmo240c - 20120307165905Document28 paginiLG ART COOL AC Manual - Owner - Eng - Lmo240c - 20120307165905ACERGYÎncă nu există evaluări
- Parts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachineDocument39 paginiParts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachinePericoÎncă nu există evaluări
- ATX Specification - Revision 1.1, February 1996Document15 paginiATX Specification - Revision 1.1, February 1996ivanagui2Încă nu există evaluări
- KomdisDocument4 paginiKomdisGading cacaÎncă nu există evaluări
- MS301L11 Navigational Methods and Route Planning LADocument3 paginiMS301L11 Navigational Methods and Route Planning LASam HollidayÎncă nu există evaluări
- Gl300a 20180718Document2 paginiGl300a 20180718Essam AhmedÎncă nu există evaluări
- 1SDA071192R1 E4 2n 4000 Ekip Dip Lsi 3p F HRDocument3 pagini1SDA071192R1 E4 2n 4000 Ekip Dip Lsi 3p F HRjunior_jazzzÎncă nu există evaluări
- Mini Project 1Document16 paginiMini Project 1SadikAhmedÎncă nu există evaluări
- Science 6 Week 2Document3 paginiScience 6 Week 2Ma. Jennifer MapanooÎncă nu există evaluări
- Junction Box PDFDocument2 paginiJunction Box PDFMohan ShanmugamÎncă nu există evaluări
- Mekaniko On The Go: An Online Mechanic Mobile Application: A System Analysis and Design ProjectDocument8 paginiMekaniko On The Go: An Online Mechanic Mobile Application: A System Analysis and Design ProjectMarco MagdaelÎncă nu există evaluări
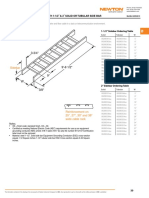
- Newton B CableRackDocument48 paginiNewton B CableRackjuliocastÎncă nu există evaluări
- Abrasive Cleaning SystemDocument4 paginiAbrasive Cleaning SystemSulfikar SalimÎncă nu există evaluări
- 117position Monitor PDFDocument2 pagini117position Monitor PDFJacob KalloorÎncă nu există evaluări
- Equipment Damage Curves TransformersDocument8 paginiEquipment Damage Curves TransformersrobertoseniorÎncă nu există evaluări
- WPT PresentationDocument23 paginiWPT PresentationSyed Safiur RahmanÎncă nu există evaluări
- Via Fill PlugDocument7 paginiVia Fill PluganeeshdÎncă nu există evaluări
- Std-Insp-0002 (Incoming Material Inspection Procedure)Document3 paginiStd-Insp-0002 (Incoming Material Inspection Procedure)airbroomÎncă nu există evaluări
- FonaDocument36 paginiFonaiyadÎncă nu există evaluări
- Cloud Whitebook Cloud White BookDocument60 paginiCloud Whitebook Cloud White BookeevengÎncă nu există evaluări
- 0764 Kali LinuxDocument322 pagini0764 Kali LinuxAnonymous wlDp7UrBam0% (2)
- En 19Document3 paginiEn 19Sanjay GoreÎncă nu există evaluări
- 64K (8Kx8) Parallel EEPROM With Page Write and Software Data Protection AT28C64BDocument18 pagini64K (8Kx8) Parallel EEPROM With Page Write and Software Data Protection AT28C64BChu Thi ThuanÎncă nu există evaluări
- House Rules: How to Decorate for Every Home, Style, and BudgetDe la EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetÎncă nu există evaluări
- Clean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeDe la EverandClean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeEvaluare: 5 din 5 stele5/5 (2)
- The Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsDe la EverandThe Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsEvaluare: 4.5 din 5 stele4.5/5 (31)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDe la Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiEvaluare: 5 din 5 stele5/5 (2)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldDe la EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldEvaluare: 3.5 din 5 stele3.5/5 (5)
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeDe la EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeEvaluare: 4.5 din 5 stele4.5/5 (3226)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingDe la EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingEvaluare: 4.5 din 5 stele4.5/5 (845)
- The Martha Manual: How to Do (Almost) EverythingDe la EverandThe Martha Manual: How to Do (Almost) EverythingEvaluare: 4 din 5 stele4/5 (11)
- Success at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.De la EverandSuccess at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Evaluare: 4 din 5 stele4/5 (17)
- Lightly: How to Live a Simple, Serene & Stress-free LifeDe la EverandLightly: How to Live a Simple, Serene & Stress-free LifeEvaluare: 4 din 5 stele4/5 (12)
- Simplified Organization: Learn to Love What Must Be DoneDe la EverandSimplified Organization: Learn to Love What Must Be DoneÎncă nu există evaluări
- Crochet Impkins: Over a million possible combinations! Yes, really!De la EverandCrochet Impkins: Over a million possible combinations! Yes, really!Evaluare: 4.5 din 5 stele4.5/5 (10)
- Root to Leaf: A Southern Chef Cooks Through the SeasonsDe la EverandRoot to Leaf: A Southern Chef Cooks Through the SeasonsEvaluare: 4.5 din 5 stele4.5/5 (3)
- Aristotle and Dante Discover the Secrets of the UniverseDe la EverandAristotle and Dante Discover the Secrets of the UniverseEvaluare: 4.5 din 5 stele4.5/5 (2341)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsDe la EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsEvaluare: 4.5 din 5 stele4.5/5 (2)
- How To Win Friends And Influence PeopleDe la EverandHow To Win Friends And Influence PeopleEvaluare: 4.5 din 5 stele4.5/5 (6513)
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterDe la EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterEvaluare: 4 din 5 stele4/5 (467)
- The Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyDe la EverandThe Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyEvaluare: 4 din 5 stele4/5 (277)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeDe la EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeEvaluare: 5 din 5 stele5/5 (1)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiDe la EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiEvaluare: 4 din 5 stele4/5 (3)
- You Need a Budget: The Proven System for Breaking the Paycheck-to-Paycheck Cycle, Getting Out of Debt, and Living the Life You WantDe la EverandYou Need a Budget: The Proven System for Breaking the Paycheck-to-Paycheck Cycle, Getting Out of Debt, and Living the Life You WantEvaluare: 4.5 din 5 stele4.5/5 (421)
- Celtic Line Drawing - Simplified InstructionsDe la EverandCeltic Line Drawing - Simplified InstructionsEvaluare: 5 din 5 stele5/5 (4)
- Minimalism: Minimalism for Beginners. How to Live Happy While Needing Less in This Modern Material WorldDe la EverandMinimalism: Minimalism for Beginners. How to Live Happy While Needing Less in This Modern Material WorldEvaluare: 4.5 din 5 stele4.5/5 (39)
- Martha Stewart's Organizing: The Manual for Bringing Order to Your Life, Home & RoutinesDe la EverandMartha Stewart's Organizing: The Manual for Bringing Order to Your Life, Home & RoutinesEvaluare: 4 din 5 stele4/5 (11)
- Colorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsDe la EverandColorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsÎncă nu există evaluări