S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- UntitledDocument107 paginiUntitledniko_seppanenÎncă nu există evaluări
- Harmonic Oscillations of Spiral Springs - Springs Linked in Parallel and SeriesDocument5 paginiHarmonic Oscillations of Spiral Springs - Springs Linked in Parallel and SeriesJose GalvanÎncă nu există evaluări
- Die Casting Process & Design Gate & ParametersDocument113 paginiDie Casting Process & Design Gate & ParametersEr Tarun Patel100% (1)
- Catalogo EpirocDocument7 paginiCatalogo EpirocAngel García0% (1)
- ABB I RWEDocument1 paginăABB I RWEPredrag VucinicÎncă nu există evaluări
- TCRT5000 PDFDocument9 paginiTCRT5000 PDFmazhar940Încă nu există evaluări
- Is 1786Document5 paginiIs 1786Jeevan ShendreÎncă nu există evaluări
- BEP Pages 5 16Document12 paginiBEP Pages 5 16Amy LauÎncă nu există evaluări
- Repair Kit Hitachi PlasmaDocument4 paginiRepair Kit Hitachi Plasmacolman123456789100% (1)
- AC ResumeDocument2 paginiAC Resumesampaguita_r7166Încă nu există evaluări
- ASTM Data and ControlDocument141 paginiASTM Data and ControlYohanes Ronny100% (1)
- Q45U Ultrasonic Sensors With Analog Outputs (Short Range) : DatasheetDocument8 paginiQ45U Ultrasonic Sensors With Analog Outputs (Short Range) : DatasheetMohammad IsmailÎncă nu există evaluări
- CV Mayank Shekhar Dwivedi IITBDocument4 paginiCV Mayank Shekhar Dwivedi IITBGoutam GiriÎncă nu există evaluări
- Pt. Hans Jaya Utama: Lsagi FactoryDocument46 paginiPt. Hans Jaya Utama: Lsagi FactoryMatthew SiagianÎncă nu există evaluări
- PDS HEMPATEX ENAMEL 56360 en-GB PDFDocument2 paginiPDS HEMPATEX ENAMEL 56360 en-GB PDFMohamed ChelfatÎncă nu există evaluări
- Check ListDocument6 paginiCheck ListosersÎncă nu există evaluări
- 92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021Document20 pagini92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021trickyggÎncă nu există evaluări
- Digi Centre Operational TechnologyDocument6 paginiDigi Centre Operational Technologymtrego94410% (2)
- Ghorbani - AlfalfaDocument7 paginiGhorbani - AlfalfaarizalÎncă nu există evaluări
- Noise and VibrationDocument14 paginiNoise and VibrationABHISHEK V GOWDAÎncă nu există evaluări
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 paginiMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaÎncă nu există evaluări
- PSD Installation Manual Moore IndustriesDocument16 paginiPSD Installation Manual Moore IndustriesnohjadÎncă nu există evaluări
- RA 7920 Section 33Document1 paginăRA 7920 Section 33Renz Emil ReyesÎncă nu există evaluări
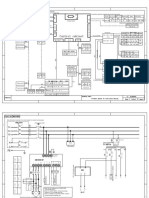
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Document23 paginiWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
- MMPB 730 RerollDocument4 paginiMMPB 730 RerollLuis Padilla SandovalÎncă nu există evaluări
- Sumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Document32 paginiSumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Rohit Raj0% (1)
- PCMX Data Eng 01Document13 paginiPCMX Data Eng 01spamÎncă nu există evaluări
- A Business Intelligence Framework For The FutureDocument10 paginiA Business Intelligence Framework For The Futuremcalbala100% (1)
- Potsdam Village Police Dept. Blotter April 12, 2018Document2 paginiPotsdam Village Police Dept. Blotter April 12, 2018NewzjunkyÎncă nu există evaluări
- Dji Phantom 4 RTK Book F-2Document18 paginiDji Phantom 4 RTK Book F-2Liu Purnomo100% (1)