S-ar putea să vă placă și
- Data Classification GuideDocument42 paginiData Classification GuideHumaiz AzadÎncă nu există evaluări
- Casting FactorsDocument13 paginiCasting Factorsmayra geraldine bogota anzolaÎncă nu există evaluări
- WPS FormatDocument2 paginiWPS FormatAmit SarkarÎncă nu există evaluări
- Astm e 562 DSSDocument7 paginiAstm e 562 DSSarifin rizal100% (2)
- DIN 17100 TablasDocument2 paginiDIN 17100 Tablasanonimarium100% (3)
- Liquid Line Pressure Drop Calculation: m3/h 3000.00 MM 14.3000 kg/m3 884.50 MM 682.600Document1 paginăLiquid Line Pressure Drop Calculation: m3/h 3000.00 MM 14.3000 kg/m3 884.50 MM 682.600Uok RitchieÎncă nu există evaluări
- Canalta Orifice Fitting Parts & Accessories: Precision Machined Accuracy Reliability PerformanceDocument90 paginiCanalta Orifice Fitting Parts & Accessories: Precision Machined Accuracy Reliability Performanceray mojicaÎncă nu există evaluări
- Magnetic Particle TestingDocument34 paginiMagnetic Particle Testingmnaseemiqbal4200Încă nu există evaluări
- WPS Dissimilar UpdatedDocument3 paginiWPS Dissimilar UpdatedVimin Prakash100% (1)
- Agoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Document3 paginiAgoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Anonymous 7vljJzHÎncă nu există evaluări
- WPSDocument2 paginiWPSJuli Agus50% (2)
- Check Safety Requirements For Clutch Door According To ASMEDocument3 paginiCheck Safety Requirements For Clutch Door According To ASMEtranhonghakd5533Încă nu există evaluări
- WPQ Template (Asme Ix) No LogoDocument4 paginiWPQ Template (Asme Ix) No LogorcpretoriusÎncă nu există evaluări
- Jordanian Business Delegation To Romania List of Atendees 2 Info@Document13 paginiJordanian Business Delegation To Romania List of Atendees 2 Info@Greefield JasonÎncă nu există evaluări
- Stop: 3118/04 1620 Dodge ST Omaha, NE 68197: Spiro G Sakellis 2563 123RD ST FLUSHING, NY 11354-1040Document4 paginiStop: 3118/04 1620 Dodge ST Omaha, NE 68197: Spiro G Sakellis 2563 123RD ST FLUSHING, NY 11354-1040Viktoria DenisenkoÎncă nu există evaluări
- Design Criteria For Gaseous Oxygen Piping Systems 3PI60001: Ngineering TandardDocument43 paginiDesign Criteria For Gaseous Oxygen Piping Systems 3PI60001: Ngineering TandardKom NakÎncă nu există evaluări
- Wps Gmaw SawDocument2 paginiWps Gmaw Sawupedro26Încă nu există evaluări
- Dummy Leg & Trunnion Calculation Sheet: Pipe Dia. MM Pipe Nom. THK (Tnom) MMDocument4 paginiDummy Leg & Trunnion Calculation Sheet: Pipe Dia. MM Pipe Nom. THK (Tnom) MMashish shrivastav50% (2)
- CN 05Document3 paginiCN 05GousePeerzadeÎncă nu există evaluări
- Ds38 02 Flanged ConnectionsDocument52 paginiDs38 02 Flanged ConnectionsElizabeth SpenceÎncă nu există evaluări
- Calculation of Wall Thickness MAWP API 5l x52 (Rev-2)Document21 paginiCalculation of Wall Thickness MAWP API 5l x52 (Rev-2)YusepSúarðiÎncă nu există evaluări
- Alu WpsDocument4 paginiAlu WpsdselvakuuÎncă nu există evaluări
- Biggest Challenges of HR Professionals in COVID-19 PandemicDocument54 paginiBiggest Challenges of HR Professionals in COVID-19 PandemicSarita MoreÎncă nu există evaluări
- Torque Wrench Tightening Torque CalculationDocument2 paginiTorque Wrench Tightening Torque CalculationAlupole_AlbertLim100% (1)
- PQR Asme Template EDITABLEDocument6 paginiPQR Asme Template EDITABLErcpretoriusÎncă nu există evaluări
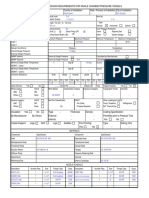
- Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocument3 paginiForm U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsssÎncă nu există evaluări
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocument5 paginiQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Încă nu există evaluări
- Document Frontsheet: Project: 3930 - 9 - Olefin Complex Ethane Cracking PlantDocument49 paginiDocument Frontsheet: Project: 3930 - 9 - Olefin Complex Ethane Cracking Plantsusa2536Încă nu există evaluări
- Ferrite Content MeasurementDocument13 paginiFerrite Content MeasurementElizabeth SpenceÎncă nu există evaluări
- WPS 204 NewDocument6 paginiWPS 204 Newarockiyathass100% (1)
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocument4 paginiWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremÎncă nu există evaluări
- Pressure Vessel Inspection ReportDocument34 paginiPressure Vessel Inspection ReportJinlong SuÎncă nu există evaluări
- GTL WPSDocument6 paginiGTL WPSYoucef ChorfaÎncă nu există evaluări
- WpsDocument6 paginiWpsabhishek198327Încă nu există evaluări
- Wps A53 Gtaw R00Document2 paginiWps A53 Gtaw R00Richard PeriyanayagamÎncă nu există evaluări
- WPS Form - A - ENGDocument1 paginăWPS Form - A - ENGdavidemolÎncă nu există evaluări
- Welding Procedure Specification (WPS) : N.A N.ADocument1 paginăWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiÎncă nu există evaluări
- 4 2500 (F347H)Document2 pagini4 2500 (F347H)siddhesh_guessÎncă nu există evaluări
- QCF312 WPQRDocument2 paginiQCF312 WPQRminhnnÎncă nu există evaluări
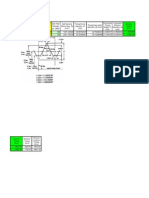
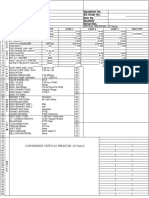
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDocument12 paginiS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarÎncă nu există evaluări
- 2 PN40 (WCB)Document2 pagini2 PN40 (WCB)siddhesh_guessÎncă nu există evaluări
- Ansi B 1500 PDFDocument1 paginăAnsi B 1500 PDFMilena Lemus FonsecaÎncă nu există evaluări
- PFHT & PWHT ASME InterpretationDocument2 paginiPFHT & PWHT ASME InterpretationypatelsÎncă nu există evaluări
- Metal Chemical CompositionDocument1 paginăMetal Chemical CompositionprathmeshÎncă nu există evaluări
- WPS API1104 A516 GR 70Document1 paginăWPS API1104 A516 GR 70Erick HoganÎncă nu există evaluări
- BPVC Viii-1 Udr-2Document2 paginiBPVC Viii-1 Udr-2asniff08Încă nu există evaluări
- PQR For 32 MM PlateDocument1 paginăPQR For 32 MM PlateMuhammed MubeenÎncă nu există evaluări
- Material With Electrode SelectionDocument2 paginiMaterial With Electrode SelectionBabar Manzoor Ghauri0% (1)
- API 650 Tank Nozzle Stand Out - EditableDocument20 paginiAPI 650 Tank Nozzle Stand Out - EditableShaaban NoamanÎncă nu există evaluări
- MRCB Piepeline: Pipe Wall Thickness Checking (T)Document5 paginiMRCB Piepeline: Pipe Wall Thickness Checking (T)amirthraj74Încă nu există evaluări
- Cálculo de Flare Api 560Document9 paginiCálculo de Flare Api 560Lerida SalazarÎncă nu există evaluări
- Sa 420Document10 paginiSa 420Widya widyaÎncă nu există evaluări
- Wps For Aluminium WeldingDocument8 paginiWps For Aluminium WeldingMohammed MusaÎncă nu există evaluări
- Spectacle Blind FlangeDocument3 paginiSpectacle Blind Flangel kishoreÎncă nu există evaluări
- Pressure & Temperature ClassificationDocument1 paginăPressure & Temperature Classificationkeo85100% (1)
- Pipe Schedule PDFDocument1 paginăPipe Schedule PDFSrinivasan SeenuÎncă nu există evaluări
- Garlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 enDocument1 paginăGarlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 ennmosilvaÎncă nu există evaluări
- API Standard 620 - Design and Construction of Large, Welded, Low-Pressure Storage TanksDocument12 paginiAPI Standard 620 - Design and Construction of Large, Welded, Low-Pressure Storage TanksEC BaloncestoÎncă nu există evaluări
- WEP Standard For Reference OnlyDocument37 paginiWEP Standard For Reference OnlyKiran NikateÎncă nu există evaluări
- Pressure Test in Accordance With The Standard Din en 13445: Inspecta GroupDocument14 paginiPressure Test in Accordance With The Standard Din en 13445: Inspecta GroupNanang PhÎncă nu există evaluări
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 paginiIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanÎncă nu există evaluări
- MTC-2 - Service STRCDocument1 paginăMTC-2 - Service STRCHema NandhÎncă nu există evaluări
- PD 5500Document1 paginăPD 5500Nagendra SunkariÎncă nu există evaluări
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDocument1 paginăFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNÎncă nu există evaluări
- Weight CalculatorDocument2 paginiWeight CalculatorenjoygurujiÎncă nu există evaluări
- p22MNVMB MN Gtaw+Smaw (Pipe)Document2 paginip22MNVMB MN Gtaw+Smaw (Pipe)abidaliabid1Încă nu există evaluări
- Fab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSDocument2 paginiFab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSabidaliabid1100% (1)
- Iqwq Ce1091 VPWLD D7 4590 - ADocument120 paginiIqwq Ce1091 VPWLD D7 4590 - Ajacksonbello34Încă nu există evaluări
- How to prepare Welding Procedures for Oil & Gas PipelinesDe la EverandHow to prepare Welding Procedures for Oil & Gas PipelinesEvaluare: 5 din 5 stele5/5 (1)
- Document ReviewDocument2 paginiDocument ReviewElizabeth SpenceÎncă nu există evaluări
- Report Number % Relative Accuracy NACE MR0103 RequirementDocument2 paginiReport Number % Relative Accuracy NACE MR0103 RequirementElizabeth SpenceÎncă nu există evaluări
- Welding of Duplex Stainless SteelDocument7 paginiWelding of Duplex Stainless SteelHibozoÎncă nu există evaluări
- Report Number % Relative Accuracy NACE MR0103 RequirementDocument2 paginiReport Number % Relative Accuracy NACE MR0103 RequirementElizabeth SpenceÎncă nu există evaluări
- Welding of Duplex Stainless SteelDocument7 paginiWelding of Duplex Stainless SteelHibozoÎncă nu există evaluări
- New Revisied General English Class + Test ScheduleDocument5 paginiNew Revisied General English Class + Test ScheduleElizabeth SpenceÎncă nu există evaluări
- Da2 032 PDFDocument10 paginiDa2 032 PDFRaul MamaniÎncă nu există evaluări
- Invitation Messages For Farewell PartyDocument2 paginiInvitation Messages For Farewell PartyElizabeth Spence0% (1)
- Pondicherry AdexpressDocument8 paginiPondicherry AdexpressElizabeth Spence0% (2)
- Chicken ImagesDocument9 paginiChicken ImagesElizabeth SpenceÎncă nu există evaluări
- Invitation Messages For Farewell PartyDocument2 paginiInvitation Messages For Farewell PartyElizabeth Spence0% (1)
- mg2 enDocument6 paginimg2 enJeremy ArceÎncă nu există evaluări
- Rep No: - IIC/PHY/175/13 Attachment A': PhotographsDocument4 paginiRep No: - IIC/PHY/175/13 Attachment A': PhotographsElizabeth SpenceÎncă nu există evaluări
- Cylinder DetialsDocument1 paginăCylinder DetialsElizabeth SpenceÎncă nu există evaluări
- Wild Animals and Birds For KidsDocument2 paginiWild Animals and Birds For KidsElizabeth SpenceÎncă nu există evaluări
- Rep No: - IIC/PHY/103/14 Attachment A': PhotographsDocument1 paginăRep No: - IIC/PHY/103/14 Attachment A': PhotographsElizabeth SpenceÎncă nu există evaluări
- Ferrite in Stainless Steel Weld Metal PDFDocument18 paginiFerrite in Stainless Steel Weld Metal PDFElizabeth SpenceÎncă nu există evaluări
- PrecommisioningDocument2 paginiPrecommisioningElizabeth SpenceÎncă nu există evaluări
- Rep No: - IIC/PHY/102/14 Attachment A': PhotographsDocument1 paginăRep No: - IIC/PHY/102/14 Attachment A': PhotographsElizabeth SpenceÎncă nu există evaluări
- 2271-1 (Delleted) MACRO PhotographsDocument1 pagină2271-1 (Delleted) MACRO PhotographsElizabeth SpenceÎncă nu există evaluări
- Rep No: - IIC/PHY/199/14 Attachment A': PhotographsDocument1 paginăRep No: - IIC/PHY/199/14 Attachment A': PhotographsElizabeth SpenceÎncă nu există evaluări
- Rep No: - IIC/PHY/498/13 Attachment A': PhotographsDocument1 paginăRep No: - IIC/PHY/498/13 Attachment A': PhotographsElizabeth SpenceÎncă nu există evaluări
- Rep No: - IIC/PHY/100/14 Attachment A': PhotographsDocument1 paginăRep No: - IIC/PHY/100/14 Attachment A': PhotographsElizabeth SpenceÎncă nu există evaluări
- Rep No: - IIC/PHY/199/14 Attachment A': PhotographsDocument1 paginăRep No: - IIC/PHY/199/14 Attachment A': PhotographsElizabeth SpenceÎncă nu există evaluări
- Welding Defect Causes and PreventionDocument2 paginiWelding Defect Causes and PreventionElizabeth Spence0% (1)
- Start Up and Entrepreneurship Management - Assignment 4Document3 paginiStart Up and Entrepreneurship Management - Assignment 4StephenA SteveÎncă nu există evaluări
- CIR Vs Benguet Corp.Document1 paginăCIR Vs Benguet Corp.Sui GenerisÎncă nu există evaluări
- F10. Change Cons - Cont. After Building Permit-EnglishDocument1 paginăF10. Change Cons - Cont. After Building Permit-EnglishAnish ChandranÎncă nu există evaluări
- Chu de 3 Nhom 6 Hay PDFDocument10 paginiChu de 3 Nhom 6 Hay PDFNhư NhưÎncă nu există evaluări
- Brochure VSC 0915 PDFDocument16 paginiBrochure VSC 0915 PDFRaza MohsinÎncă nu există evaluări
- Unit 1 Web Appln Security Prinicples PDFDocument140 paginiUnit 1 Web Appln Security Prinicples PDFVenkateswara Gupta PÎncă nu există evaluări
- Change ChangeDocument196 paginiChange ChangeHriday BuyakarÎncă nu există evaluări
- John Loucks: Slides byDocument45 paginiJohn Loucks: Slides byRicky M. CalaraÎncă nu există evaluări
- Outlook AluminumDocument4 paginiOutlook AluminumrivrsideÎncă nu există evaluări
- F5 It Consultancy: F5 Unicom Ip PBXDocument15 paginiF5 It Consultancy: F5 Unicom Ip PBXAbeInfernoÎncă nu există evaluări
- Factors For Financial EngineeringDocument8 paginiFactors For Financial EngineeringMuhaiminul IslamÎncă nu există evaluări
- EconomicsDocument12 paginiEconomicsRithesh KÎncă nu există evaluări
- Significance/Need of Brand Extension: SeekingDocument10 paginiSignificance/Need of Brand Extension: SeekingPrabhamohanraj MohanrajÎncă nu există evaluări
- MERCANTILE 2017 BAR 3rd AMDocument15 paginiMERCANTILE 2017 BAR 3rd AMBok MalaÎncă nu există evaluări
- Chapter 9 International Product and Brand MarketingDocument1 paginăChapter 9 International Product and Brand MarketingKhánh Nguyễn ĐìnhÎncă nu există evaluări
- Marshfield Associates LetterDocument5 paginiMarshfield Associates LetterAbcd AbcdÎncă nu există evaluări
- BEDocument14 paginiBENguyễn Phương UyênÎncă nu există evaluări
- M&B 8 Jan 2024Document7 paginiM&B 8 Jan 2024cheesecakeclairÎncă nu există evaluări
- Kat CM 44302023Document1 paginăKat CM 44302023dycpmgsupryjÎncă nu există evaluări
- Nagesh Nagaraju - L&TDocument2 paginiNagesh Nagaraju - L&Tseex adviceÎncă nu există evaluări
- Ee Assignment Lu 6Document6 paginiEe Assignment Lu 6NethiyaaRajendranÎncă nu există evaluări
- MSCI-2116 Principles of AccountingDocument6 paginiMSCI-2116 Principles of AccountingSahar ShahzadiÎncă nu există evaluări
- 10 Review 1 - ARGDocument2 pagini10 Review 1 - ARGVenoMyyy 28Încă nu există evaluări
- As13 Question and AnswersDocument6 paginiAs13 Question and AnswersanshÎncă nu există evaluări
- Zanroo - Company ProfileDocument27 paginiZanroo - Company ProfileNur Amirah Dayana Binti Muhammad SyukriÎncă nu există evaluări
- e-StatementBRImo 716901009766537 Oct2023 20231019 110239Document1 paginăe-StatementBRImo 716901009766537 Oct2023 20231019 110239yenimaisya9Încă nu există evaluări