S-ar putea să vă placă și
- Ford Essex V6 EngineDocument8 paginiFord Essex V6 EngineJoakamaster 16Încă nu există evaluări
- Inspection HandbookDocument126 paginiInspection Handbooksteffy18295% (21)
- Piping Interview QuestionsDocument22 paginiPiping Interview Questionsmsaad288% (34)
- Guide To ASME Code VIII Division 1 Pressure VesselsDocument16 paginiGuide To ASME Code VIII Division 1 Pressure VesselsSaâd Eddine Atif0% (1)
- API 650 Course MaterialDocument36 paginiAPI 650 Course MaterialAliDadKhanÎncă nu există evaluări
- Code-compliant vessel design requirementsDocument90 paginiCode-compliant vessel design requirementsعصمت ضيف الله83% (12)
- Inspection Requirements ASME VIII DIV 1 1673549276Document39 paginiInspection Requirements ASME VIII DIV 1 1673549276Mat Pustjens100% (1)
- Weld Joint EfficienciesDocument5 paginiWeld Joint EfficienciesMohd Idris MohiuddinÎncă nu există evaluări
- Asme Sec Viii Div 1 Vs Asme Viii Div 2Document3 paginiAsme Sec Viii Div 1 Vs Asme Viii Div 2Jignesh ShahÎncă nu există evaluări
- Stationary Concrete Pumps en G 16345-0 PDFDocument20 paginiStationary Concrete Pumps en G 16345-0 PDFLUIS ISAAC LEON PAROÎncă nu există evaluări
- Temporary Repair RegisterDocument6 paginiTemporary Repair Registerعصمت ضيف اللهÎncă nu există evaluări
- Summary of ASME Section VIIIDocument3 paginiSummary of ASME Section VIIIAMALENDU PAUL100% (2)
- Asme Sec Viii HighlightsDocument10 paginiAsme Sec Viii HighlightsANILÎncă nu există evaluări
- ASME VIII Div. 1 - 5 External PressureDocument32 paginiASME VIII Div. 1 - 5 External Pressureعصمت ضيف الله100% (2)
- ASME Impact Test RequirementDocument6 paginiASME Impact Test RequirementgaurangÎncă nu există evaluări
- Static Equipment PDFDocument37 paginiStatic Equipment PDFMedinaÎncă nu există evaluări
- ASME Sec VIII Div 1Document120 paginiASME Sec VIII Div 1kanchanabalaji96% (23)
- 230' SpecificationDocument7 pagini230' SpecificationTan Sen WieÎncă nu există evaluări
- API 510 Closed Questions GuideDocument5 paginiAPI 510 Closed Questions GuideEinsteinw2Încă nu există evaluări
- Asset Integrity Daily ReportDocument1 paginăAsset Integrity Daily Reportعصمت ضيف اللهÎncă nu există evaluări
- Joint Efficiencies (Asme Code)Document3 paginiJoint Efficiencies (Asme Code)prabu_kumar1365Încă nu există evaluări
- Pressure Vessel Design Safety in Gas ProcessingDocument7 paginiPressure Vessel Design Safety in Gas ProcessingTeuku Muhammad ArrahmanÎncă nu există evaluări
- Pressure Vessel InterviewDocument4 paginiPressure Vessel Interviewعصمت ضيف اللهÎncă nu există evaluări
- Pressure Vessel InterviewDocument4 paginiPressure Vessel Interviewعصمت ضيف اللهÎncă nu există evaluări
- Asme Viii - QDocument431 paginiAsme Viii - Qmajdi jerbiÎncă nu există evaluări
- Welcome To: Training Program On ASME Sec. VIII Div. 1Document120 paginiWelcome To: Training Program On ASME Sec. VIII Div. 1Wilson Wilfredo Yucra Paco100% (1)
- Section Viii Div 1 Div 2 Div ComparisonDocument2 paginiSection Viii Div 1 Div 2 Div Comparisonapparaokr100% (5)
- Joint Efficiency DeterminationDocument3 paginiJoint Efficiency DeterminationKlusnerKlusnerKlusnerÎncă nu există evaluări
- Calculation - ASME VIII Div.1Document10 paginiCalculation - ASME VIII Div.1bargez100% (1)
- Casti Guidebook Pressure VesselDocument3 paginiCasti Guidebook Pressure VesselQuangTiên0% (1)
- Lg938l - Operation & Maintenance ManualDocument114 paginiLg938l - Operation & Maintenance ManualMuhammad Nadim MakhlufÎncă nu există evaluări
- This Is Very Common in Tank ConstructionDocument11 paginiThis Is Very Common in Tank ConstructionsbmmlaÎncă nu există evaluări
- Category of RadiographyDocument9 paginiCategory of RadiographySAGARÎncă nu există evaluări
- Tanks - Specification For Tank Hydrotest PDFDocument24 paginiTanks - Specification For Tank Hydrotest PDFعصمت ضيف اللهÎncă nu există evaluări
- Practice Questions (Closed) : Asme Section Viii, Div. IDocument30 paginiPractice Questions (Closed) : Asme Section Viii, Div. IShanawas Abdul Razak50% (4)
- FFS SheetDocument28 paginiFFS Sheetعصمت ضيف الله50% (2)
- Slides Project Management Professional (Pmi) Study GuideDocument270 paginiSlides Project Management Professional (Pmi) Study Guideapi-27145250100% (7)
- API Inspectors Toolbox EE - User GuideDocument273 paginiAPI Inspectors Toolbox EE - User Guidekirans60100% (3)
- PMP CH 4 IntegrationDocument102 paginiPMP CH 4 Integrationعصمت ضيف اللهÎncă nu există evaluări
- Reinforcement Stress CalculationsDocument11 paginiReinforcement Stress CalculationsmshÎncă nu există evaluări
- ASME VIII Div. 1 - 6 Pressure TestingDocument26 paginiASME VIII Div. 1 - 6 Pressure Testingعصمت ضيف الله75% (4)
- ASME VIII Div. 1 - 6 Pressure TestingDocument26 paginiASME VIII Div. 1 - 6 Pressure Testingعصمت ضيف الله75% (4)
- 1 API 653 Memories Sept 2012Document20 pagini1 API 653 Memories Sept 2012majid100% (1)
- QAQC Manager, Authorized APIDocument3 paginiQAQC Manager, Authorized APIعصمت ضيف اللهÎncă nu există evaluări
- Asme Viii Div. 1 - 3 StaticheadDocument35 paginiAsme Viii Div. 1 - 3 Staticheadعصمت ضيف الله100% (2)
- Asme Viii Div. 1 - 3 StaticheadDocument35 paginiAsme Viii Div. 1 - 3 Staticheadعصمت ضيف الله100% (2)
- ASME Code News (Questions and Answers)Document4 paginiASME Code News (Questions and Answers)dj22500Încă nu există evaluări
- ASME V Presentation 1Document56 paginiASME V Presentation 1hreer100% (2)
- Welder and Procedure QualificationDocument26 paginiWelder and Procedure Qualification'Izzad AfifÎncă nu există evaluări
- WPS, PQR & WPQTDocument14 paginiWPS, PQR & WPQTSky RÎncă nu există evaluări
- Cswip 2015 Q& ADocument61 paginiCswip 2015 Q& ANaga Jothi50% (2)
- Api 510 QB001Document5 paginiApi 510 QB001apiXams100% (4)
- API 510 Preparatory Course GuideDocument7 paginiAPI 510 Preparatory Course GuideRanaweera AriyamanjulaÎncă nu există evaluări
- ASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyDocument34 paginiASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyMohammed AnshafÎncă nu există evaluări
- Shell RollinggDocument26 paginiShell RollinggwenigmaÎncă nu există evaluări
- Asme Section Viii, Division 1 InterpretationsDocument1.148 paginiAsme Section Viii, Division 1 InterpretationsajitÎncă nu există evaluări
- Pull Test Procedure - Chile Cabildo & Villa Seca 3MW-SkyLineDocument7 paginiPull Test Procedure - Chile Cabildo & Villa Seca 3MW-SkyLinecnuneza4Încă nu există evaluări
- Wa0000.Document207 paginiWa0000.Ahmed Shakir100% (1)
- ASME Section VIII Div-1Document24 paginiASME Section VIII Div-1The Normal Heart100% (1)
- ASME Section I & Section VIIIDocument59 paginiASME Section I & Section VIIIknizam1971Încă nu există evaluări
- Preguntas Practicas ASME B31.3Document25 paginiPreguntas Practicas ASME B31.3Andres BermudezÎncă nu există evaluări
- Assessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015Document31 paginiAssessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015امين100% (1)
- The Shand CCS Feasibility Study Public ReportDocument124 paginiThe Shand CCS Feasibility Study Public ReportSai RuthvikÎncă nu există evaluări
- ASME Pressure Vessel Joint EfficienciesDocument4 paginiASME Pressure Vessel Joint EfficienciesliamcsÎncă nu există evaluări
- Job Procedure - Mounded Storage VesselsDocument2 paginiJob Procedure - Mounded Storage VesselssshastrimechÎncă nu există evaluări
- LAPESADocument16 paginiLAPESAmusewejamesoumaÎncă nu există evaluări
- Governing Thickness For Charpy Impact TestDocument1 paginăGoverning Thickness For Charpy Impact TestAnonymous vnuWrIT7FWÎncă nu există evaluări
- ASME Piping Questions and Answers ExplainedDocument6 paginiASME Piping Questions and Answers ExplainedAshwani Dogra100% (1)
- 510 External C-501 ReportDocument9 pagini510 External C-501 ReportBradley Hodges100% (1)
- ASME VIII Div. 1 - 2 Joint EfficiencyDocument28 paginiASME VIII Div. 1 - 2 Joint EfficiencyYoucef ChorfaÎncă nu există evaluări
- Interpretation: VIII-79-02Document1 paginăInterpretation: VIII-79-02rtrajan_mech5408Încă nu există evaluări
- API-510 PRESSURE VESSEL EXAM PREPDocument8 paginiAPI-510 PRESSURE VESSEL EXAM PREPkinsosoÎncă nu există evaluări
- 510BOK Rev8-10 ApprovedDocument8 pagini510BOK Rev8-10 Approvedsezio81Încă nu există evaluări
- Section VIII vessel construction and testing requirementsDocument1 paginăSection VIII vessel construction and testing requirementsrtrajan_mech5408Încă nu există evaluări
- Module 4Document131 paginiModule 4Ahmed Shaban KotbÎncă nu există evaluări
- Custom Quiz Solutions and ExplanationsDocument16 paginiCustom Quiz Solutions and ExplanationsM SadahÎncă nu există evaluări
- API 510 Prep Training Consultation QuizDocument5 paginiAPI 510 Prep Training Consultation QuizCss SfaxienÎncă nu există evaluări
- Body of Knowledge Api 510 Pressure VesseDocument8 paginiBody of Knowledge Api 510 Pressure VesseIsaac AfricanaÎncă nu există evaluări
- Is 13349Document20 paginiIs 13349raji357100% (1)
- ASSET INTEGRITY SECTION DAILY REPORTDocument1 paginăASSET INTEGRITY SECTION DAILY REPORTعصمت ضيف اللهÎncă nu există evaluări
- Mandatory Minimum NondestructiveDocument1 paginăMandatory Minimum Nondestructiveعصمت ضيف اللهÎncă nu există evaluări
- C.V. Summary of QA/QC Manager with 17+ Years ExperienceDocument8 paginiC.V. Summary of QA/QC Manager with 17+ Years Experienceعصمت ضيف اللهÎncă nu există evaluări
- Pmbok 5thDocument5 paginiPmbok 5thfloayzav5684Încă nu există evaluări
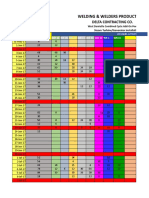
- Welder MatrixDocument12 paginiWelder Matrixعصمت ضيف اللهÎncă nu există evaluări
- PMP FormulasDocument3 paginiPMP FormulasMohyuddin A MaroofÎncă nu există evaluări
- Answer of Cswip-2015Document2 paginiAnswer of Cswip-2015عصمت ضيف اللهÎncă nu există evaluări
- Pmbok 5thDocument5 paginiPmbok 5thfloayzav5684Încă nu există evaluări
- Welding & Welders ActivitiesDocument4 paginiWelding & Welders Activitiesعصمت ضيف اللهÎncă nu există evaluări
- PMP CH 6-1 (Time Management)Document109 paginiPMP CH 6-1 (Time Management)عصمت ضيف اللهÎncă nu există evaluări
- PMP CH 5-2Document76 paginiPMP CH 5-2عصمت ضيف اللهÎncă nu există evaluări
- PMP FormulasDocument3 paginiPMP FormulasMohyuddin A MaroofÎncă nu există evaluări
- 01 Introductiontoframework 101018053825 Phpapp01Document52 pagini01 Introductiontoframework 101018053825 Phpapp01Uma KandukuriÎncă nu există evaluări
- 01 Introductiontoframework 101018053825 Phpapp01Document52 pagini01 Introductiontoframework 101018053825 Phpapp01Uma KandukuriÎncă nu există evaluări
- Mobiltech (Textile Used in Transportation, Automotive & Aerospace)Document12 paginiMobiltech (Textile Used in Transportation, Automotive & Aerospace)cario galleryÎncă nu există evaluări
- Cs 180 Notes UCLADocument3 paginiCs 180 Notes UCLAnattaq12345Încă nu există evaluări
- Instructions pour pied SeniorDocument52 paginiInstructions pour pied SeniorPriyanka PatilÎncă nu există evaluări
- Portable Low-Frequency Acoustic Seismic System HMS-620Document2 paginiPortable Low-Frequency Acoustic Seismic System HMS-620AntoÎncă nu există evaluări
- 49 CFR Ch. I (10-1-11 Edition) 173.318Document5 pagini49 CFR Ch. I (10-1-11 Edition) 173.318MauricioÎncă nu există evaluări
- GaN technology powers bright LEDsDocument13 paginiGaN technology powers bright LEDsluciowwÎncă nu există evaluări
- Experiment 3: Temperature Measurement MethodDocument12 paginiExperiment 3: Temperature Measurement Methodmohamad munzirÎncă nu există evaluări
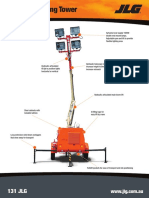
- JLG Lighting Tower 6308AN Series II 20150907Document2 paginiJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09Încă nu există evaluări
- Bbraun Infusomat Service MaualDocument4 paginiBbraun Infusomat Service Maualalfie frankie diezÎncă nu există evaluări
- Please Note That This Form Details Exploration and Production Api Titles Available For OrderDocument8 paginiPlease Note That This Form Details Exploration and Production Api Titles Available For Orderhaotran68Încă nu există evaluări
- Struts by Kamalakar DanduDocument237 paginiStruts by Kamalakar DanduKamalakar DanduÎncă nu există evaluări
- Velp ZX3 Vortex PDFDocument5 paginiVelp ZX3 Vortex PDFarodassanchez0% (1)
- Developing Recycled PET Fiber for Concrete ReinforcementDocument8 paginiDeveloping Recycled PET Fiber for Concrete ReinforcementJunaid Ahmad100% (1)
- Saint Gobain - CertainTeed Roofing ShinglesDocument14 paginiSaint Gobain - CertainTeed Roofing ShinglesJagriti KashyapÎncă nu există evaluări
- Support Orca3D HelpDocument281 paginiSupport Orca3D Helplavrik100% (1)
- QADocument170 paginiQASudama KhatriÎncă nu există evaluări
- Revision of Bs 8002, 8004, AND 8081Document34 paginiRevision of Bs 8002, 8004, AND 8081Rupesh Kaushik100% (1)
- 050, 051Document28 pagini050, 051kefaja67% (3)
- LV12 - Drive Shafts - Issue 1Document19 paginiLV12 - Drive Shafts - Issue 1Đức HòangÎncă nu există evaluări
- Murray Loop Test To Locate Ground Fault PDFDocument2 paginiMurray Loop Test To Locate Ground Fault PDFmohdÎncă nu există evaluări
- Fajs FSXDocument8 paginiFajs FSXJunhy Bandeira CassandraÎncă nu există evaluări
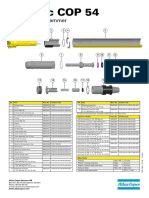
- 9853 1239 01 - COP 54 Service Poster - LOWDocument1 pagină9853 1239 01 - COP 54 Service Poster - LOWValourdos LukasÎncă nu există evaluări
- AASHTO T283-22 Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced DamageDocument11 paginiAASHTO T283-22 Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced DamageErnesto Oscar VidelaÎncă nu există evaluări
- Pen Holder SHSDocument16 paginiPen Holder SHSabhijeetbose1Încă nu există evaluări
- Power and Simplicity: Pace ScientificDocument16 paginiPower and Simplicity: Pace ScientificAnonymous mNQq7ojÎncă nu există evaluări