S-ar putea să vă placă și
- The Procurement Qualification and Calibration of Lab InstrumentsDocument7 paginiThe Procurement Qualification and Calibration of Lab InstrumentsMowaten MasryÎncă nu există evaluări
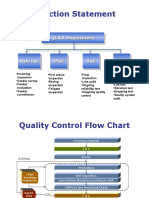
- Function Statement: QC&A DepartmentDocument3 paginiFunction Statement: QC&A DepartmentMohamed100% (1)
- A Review Analytical Method Development and ValidationDocument5 paginiA Review Analytical Method Development and ValidationCalidad CODITEV SACÎncă nu există evaluări
- Choose An Item. Choose An ItemDocument14 paginiChoose An Item. Choose An ItemSpectro SinghÎncă nu există evaluări
- SADCAS TR 18 - Criteria For Validation and Quality Assurance in Microbiological Testing (Issue 1)Document36 paginiSADCAS TR 18 - Criteria For Validation and Quality Assurance in Microbiological Testing (Issue 1)Augustine Gabriel YapÎncă nu există evaluări
- Lod-Loq-Signal To Noise Ratio Etc. Important ArticleDocument5 paginiLod-Loq-Signal To Noise Ratio Etc. Important Articleanon_687115068Încă nu există evaluări
- Maintaining Lab Operations Icpoes and Icpms Support Topics April222020Document73 paginiMaintaining Lab Operations Icpoes and Icpms Support Topics April222020maulidia dwiÎncă nu există evaluări
- Adjuvant AnalgesicDocument14 paginiAdjuvant AnalgesicPradnya ParamitaÎncă nu există evaluări
- Lab Scientist Job DescriptionDocument3 paginiLab Scientist Job DescriptionRajeev PareekÎncă nu există evaluări
- BMT Instrumentation & LaboratoriesDocument183 paginiBMT Instrumentation & LaboratoriesYogesh AnapÎncă nu există evaluări
- Quality Manual. Quality Manual. Institute For Standardization and Control of Pharmaceuticals. SOP No. QM-01 - 02Document34 paginiQuality Manual. Quality Manual. Institute For Standardization and Control of Pharmaceuticals. SOP No. QM-01 - 02Kenneth JapsonÎncă nu există evaluări
- Cilm Quality ManualDocument35 paginiCilm Quality ManualRevathy Gunaseelan100% (1)
- 2005 L A B Guidance Document Rev 2 PDFDocument47 pagini2005 L A B Guidance Document Rev 2 PDFTony SinambelaÎncă nu există evaluări
- Wang - Microbiological Best Laboratory PracticesDocument47 paginiWang - Microbiological Best Laboratory PracticesGuna BabuÎncă nu există evaluări
- Quality Management Systems A Complete Guide - 2021 EditionDe la EverandQuality Management Systems A Complete Guide - 2021 EditionÎncă nu există evaluări
- Sample Introdruction For Icp Ms and Icp Oes PDFDocument4 paginiSample Introdruction For Icp Ms and Icp Oes PDFThejeswarÎncă nu există evaluări
- Laboraoty Accreditation & Implementation of Qms As Per Is/Iso/Iec 17025Document30 paginiLaboraoty Accreditation & Implementation of Qms As Per Is/Iso/Iec 17025nirmal_gcetÎncă nu există evaluări
- Standard Operating Procedure: TitleDocument9 paginiStandard Operating Procedure: TitleayodejidetaÎncă nu există evaluări
- Quality ControlDocument78 paginiQuality ControlAhmad Yusrizal FaizinÎncă nu există evaluări
- E - QCD - 01 - Inspection & Test PlanDocument1 paginăE - QCD - 01 - Inspection & Test Planbalakumar rajaramÎncă nu există evaluări
- Quality Manual ISO 9001: Company ABCDocument29 paginiQuality Manual ISO 9001: Company ABCHasz Vilicus Operis100% (1)
- Media FillDocument30 paginiMedia FillgopusankarÎncă nu există evaluări
- OOT NWDocument2 paginiOOT NWSagar ChavanÎncă nu există evaluări
- Cundell Tony UpdatedDocument65 paginiCundell Tony UpdatedBlank Backtobasic100% (1)
- Recovery Factor Determination in Cleaning ValidationDocument1 paginăRecovery Factor Determination in Cleaning ValidationPrince MoniÎncă nu există evaluări
- 中美两国药典药品分析方法和方法验证Document72 pagini中美两国药典药品分析方法和方法验证JasonÎncă nu există evaluări
- PAB-Guidelines For Laboratory Personnel and Approved Signatories PDFDocument4 paginiPAB-Guidelines For Laboratory Personnel and Approved Signatories PDFBernardoÎncă nu există evaluări
- Validation Master Plan A Complete Guide - 2020 EditionDe la EverandValidation Master Plan A Complete Guide - 2020 EditionÎncă nu există evaluări
- 16.0 Re-Validation / RequalificationDocument3 pagini16.0 Re-Validation / RequalificationBhavik YadavÎncă nu există evaluări
- Process Cleaning Validation Master Plan V2-2Document10 paginiProcess Cleaning Validation Master Plan V2-2Alsiddig AhmedÎncă nu există evaluări
- Pharmaceutical Industries at A Glance: Bandung, September 2016 Ni Nyoman Wiwik SutrisniDocument17 paginiPharmaceutical Industries at A Glance: Bandung, September 2016 Ni Nyoman Wiwik SutrisniBunbun BunÎncă nu există evaluări
- Glassware WashingDocument3 paginiGlassware WashingRudhy23Încă nu există evaluări
- Approaching Microbiological Method Validation-1Document19 paginiApproaching Microbiological Method Validation-1Apar DholakiaÎncă nu există evaluări
- Amlodipine and Celecoxib Tablets PDFDocument38 paginiAmlodipine and Celecoxib Tablets PDFNarongchai PongpanÎncă nu există evaluări
- 01 LC Vibratory Sifter 01Document2 pagini01 LC Vibratory Sifter 01Ravi YadavÎncă nu există evaluări
- A Practical Guide To AnalyticalMV MUDocument12 paginiA Practical Guide To AnalyticalMV MUThippaya Junvee Fortune100% (1)
- Quality ManualDocument73 paginiQuality Manualmechtek 20Încă nu există evaluări
- Traditional Herbal Medicinal Products Revision 3 - enDocument32 paginiTraditional Herbal Medicinal Products Revision 3 - enryad bmzaÎncă nu există evaluări
- 17 Questions PDFDocument19 pagini17 Questions PDFmuzammil21_adÎncă nu există evaluări
- RiskISO 17025Document8 paginiRiskISO 17025paeg6512Încă nu există evaluări
- Maintenance of Pure Culture in LabDocument6 paginiMaintenance of Pure Culture in LabAshraf KhanÎncă nu există evaluări
- Operating Procedure of Fume Hood Model No.: EDU1200ABP, ChinaDocument4 paginiOperating Procedure of Fume Hood Model No.: EDU1200ABP, ChinaBejoy KarimÎncă nu există evaluări
- Passbox SopDocument2 paginiPassbox SopJai MurugeshÎncă nu există evaluări
- OOSDocument14 paginiOOSqfbfabyholaÎncă nu există evaluări
- Biocontamination Control for Pharmaceuticals and HealthcareDe la EverandBiocontamination Control for Pharmaceuticals and HealthcareEvaluare: 5 din 5 stele5/5 (1)
- Risk Based Environmental Monitoring (Em) and em Data Management and TrendingDocument65 paginiRisk Based Environmental Monitoring (Em) and em Data Management and TrendingIsabelle PlourdeÎncă nu există evaluări
- 01 Cleaning Validation of Vibratory Sifter CLV 01Document2 pagini01 Cleaning Validation of Vibratory Sifter CLV 01Ravi YadavÎncă nu există evaluări
- Out of SpecificationDocument13 paginiOut of SpecificationBhupendra Tomar0% (1)
- Methods For The Determination of Limit of Detection andDocument5 paginiMethods For The Determination of Limit of Detection andFabio BottariÎncă nu există evaluări
- Antonio Regadio Regulatory Affairs (RMP) PAPPI 15th BiCon 11 Mar 2016Document52 paginiAntonio Regadio Regulatory Affairs (RMP) PAPPI 15th BiCon 11 Mar 2016Kim Cyrelle Samson Umbalin100% (2)
- 4 Egac SystemDocument55 pagini4 Egac SystemWaleed El-azabÎncă nu există evaluări
- Auditing Guide: Active Pharmaceutical Ingredients Committee (APIC)Document26 paginiAuditing Guide: Active Pharmaceutical Ingredients Committee (APIC)Ngoc Sang HuynhÎncă nu există evaluări
- Alconox Detergent Cleaning ValidationDocument12 paginiAlconox Detergent Cleaning ValidationstanlesÎncă nu există evaluări
- STP of Purified Talc BPDocument9 paginiSTP of Purified Talc BPMd. Moniruzzaman0% (1)
- Validation of Coating Equipment Ketik UlangDocument6 paginiValidation of Coating Equipment Ketik UlangSatish Hiremath100% (2)
- Purified-Water QuDocument127 paginiPurified-Water Qujay patelÎncă nu există evaluări
- Good Practices in Quality ControlDocument13 paginiGood Practices in Quality ControlTerrence Terry BhengoeÎncă nu există evaluări
- Annual Product Review (APR) Product Quality Review (PQR)Document34 paginiAnnual Product Review (APR) Product Quality Review (PQR)Sundar GanesanÎncă nu există evaluări
- 5.1.2. Biological Indicators of SterilisationDocument1 pagină5.1.2. Biological Indicators of SterilisationTanbir MukherjeeÎncă nu există evaluări
- Flash Card SonidosDocument2 paginiFlash Card SonidosIglesias LauraÎncă nu există evaluări
- Equipment ValidationDocument20 paginiEquipment ValidationIglesias Laura100% (2)
- Commisioning, Calification and Verification PE Terminology Jul08Document8 paginiCommisioning, Calification and Verification PE Terminology Jul08JorgeAguirreÎncă nu există evaluări
- Aseptic Filler and Packaging Validation G - 005 - V1Document24 paginiAseptic Filler and Packaging Validation G - 005 - V1aaro_oraal100% (1)
- English Test Your ReadingDocument128 paginiEnglish Test Your ReadingJames PhillipsÎncă nu există evaluări
- M 304-Textile and RMG Supply-Demand Chain ManagementDocument128 paginiM 304-Textile and RMG Supply-Demand Chain ManagementAriful IslamÎncă nu există evaluări
- Separation and Processing and Transformation of Solid WasteDocument10 paginiSeparation and Processing and Transformation of Solid WasteKind Red50% (2)
- Session B: Jishu Hozen (Autonomous Maintenance) : 5th TPM National ConferenceDocument27 paginiSession B: Jishu Hozen (Autonomous Maintenance) : 5th TPM National Conferenceperu1975Încă nu există evaluări
- Copper Alloy C15500Document11 paginiCopper Alloy C15500Standley LaiaÎncă nu există evaluări
- Chontaca AcocroDocument207 paginiChontaca AcocroGlodomier Argamonte VilchezÎncă nu există evaluări
- Cement ProductionDocument22 paginiCement Productionsudhir_921995600Încă nu există evaluări
- Materials System Specification: Saudi Aramco Desktop StandardsDocument14 paginiMaterials System Specification: Saudi Aramco Desktop StandardsMoustafa Bayoumi100% (1)
- GATE RCC & Steel Structures BookDocument12 paginiGATE RCC & Steel Structures BookMims120% (1)
- Equipment List Dry Section: 3871-VZ-LE-000006Document9 paginiEquipment List Dry Section: 3871-VZ-LE-000006Mehman NasibovÎncă nu există evaluări
- Vacuum DistillationDocument3 paginiVacuum DistillationAldren Delina RiveraÎncă nu există evaluări
- Material ProductivityDocument43 paginiMaterial ProductivityNenad MihajlovÎncă nu există evaluări
- Propac: Installation of Underground PipesDocument4 paginiPropac: Installation of Underground PipesMauricio SalazarÎncă nu există evaluări
- Technical FodDocument52 paginiTechnical Fodprabs20069178Încă nu există evaluări
- Industrial Sectional DoorsDocument88 paginiIndustrial Sectional Doorsapi-325435569Încă nu există evaluări
- Introduction of Lathe Machine (Machine Shop)Document25 paginiIntroduction of Lathe Machine (Machine Shop)Muhammad AbubakarÎncă nu există evaluări
- DSR PuneDocument4 paginiDSR PunedigvijayjagatapÎncă nu există evaluări
- Merchant's Circle DiagramDocument42 paginiMerchant's Circle DiagramSundaramali Govindaswamy GÎncă nu există evaluări
- EagleBurgmann Metal PDFDocument16 paginiEagleBurgmann Metal PDFJohnGS007Încă nu există evaluări
- Cmms A Time Saving Implementation ProcessDocument159 paginiCmms A Time Saving Implementation ProcessAlexei Sirotinin100% (2)
- Midc PDFDocument137 paginiMidc PDFSiddhartha Govil75% (4)
- Sandvik Cone Crusher Components EDocument3 paginiSandvik Cone Crusher Components ESergeiÎncă nu există evaluări
- International Agribusiness Park PresentationDocument16 paginiInternational Agribusiness Park PresentationWatertown Daily TimesÎncă nu există evaluări
- Polymer Quenching and DSC HandoutDocument2 paginiPolymer Quenching and DSC HandoutSarbajitMannaÎncă nu există evaluări
- Brecoflex Polyurethane Timing Belts With Weld On Profiles Us PDFDocument16 paginiBrecoflex Polyurethane Timing Belts With Weld On Profiles Us PDFMikel1020Încă nu există evaluări
- Brochure Dramix For Concrete ReinforcementDocument15 paginiBrochure Dramix For Concrete ReinforcementVincentÎncă nu există evaluări
- Quality Related QuestionsDocument22 paginiQuality Related QuestionsHotPriyu OnlyforgalsÎncă nu există evaluări
- Wireman Version 2015Document8 paginiWireman Version 2015Mohamad Azim AyoubÎncă nu există evaluări
- Heijunka v1Document34 paginiHeijunka v1Akash Ghule100% (2)
- SST-300 enDocument4 paginiSST-300 enchronometryÎncă nu există evaluări
- Tira X Coal MillDocument3 paginiTira X Coal MillMohamed ShehataÎncă nu există evaluări