S-ar putea să vă placă și
- Fundamentos de MecanizadoDocument10 paginiFundamentos de MecanizadoivetteÎncă nu există evaluări
- Taladro de ColumnaDocument15 paginiTaladro de ColumnaPedro A GurrolaÎncă nu există evaluări
- Trabajo Procesos de ManufacturaDocument28 paginiTrabajo Procesos de ManufacturacarlosespinozaaÎncă nu există evaluări
- Velocidad de Corte de TaladradoDocument6 paginiVelocidad de Corte de TaladradoWiliams Lazo ZuñigaÎncă nu există evaluări
- Taladrado y SoldaduraDocument52 paginiTaladrado y SoldaduraBrandy Soto DelgadoÎncă nu există evaluări
- Taladrado en El TornoDocument3 paginiTaladrado en El TornoHelbert Emilio Morales MongeÎncă nu există evaluări
- TaladroDocument27 paginiTaladroMaki Alcaraz CoronelÎncă nu există evaluări
- Fresadora Sitema TecnologicoDocument7 paginiFresadora Sitema TecnologicoEdgar Reynaga EspinozaÎncă nu există evaluări
- Torno 3 Movimientos y Calculos 2011 2Document4 paginiTorno 3 Movimientos y Calculos 2011 2Pablo Alejandro Burgos ZavaletaÎncă nu există evaluări
- Potencia o Fuerza de Corte en El TorneadoDocument4 paginiPotencia o Fuerza de Corte en El TorneadoFREDDY SAMUEL ALEGRE LOPEZÎncă nu există evaluări
- Velocidad de CorteDocument6 paginiVelocidad de CorteSaya Martinez100% (1)
- Velocidad de Corte en TornosDocument6 paginiVelocidad de Corte en TornosAndres LopezÎncă nu există evaluări
- Torno - 3 Movimientos y CalculosDocument4 paginiTorno - 3 Movimientos y CalculosPablo Alejandro Burgos ZavaletaÎncă nu există evaluări
- Historia de TalatradoDocument15 paginiHistoria de TalatradoHermann VargasÎncă nu există evaluări
- Velocidad de CorDocument3 paginiVelocidad de CorStiven VilatuñaÎncă nu există evaluări
- Exposicion de Procesos de MecanizadoDocument13 paginiExposicion de Procesos de MecanizadoJohan Steven Rivera RomeroÎncă nu există evaluări
- Velocidad de CorteDocument4 paginiVelocidad de CorteKase MendozaÎncă nu există evaluări
- Procesos de Mecanizado - PerforadoDocument16 paginiProcesos de Mecanizado - PerforadodelacujuanÎncă nu există evaluări
- Los Parámetros de MecanizadoDocument23 paginiLos Parámetros de MecanizadoJose David Martínez IbarraÎncă nu există evaluări
- Tallado de Engranajes de Dientes RectosDocument10 paginiTallado de Engranajes de Dientes RectosbabyclaireÎncă nu există evaluări
- Velocidad y Profundidad de Corte 2.0 PDFDocument8 paginiVelocidad y Profundidad de Corte 2.0 PDFJesus GarciaÎncă nu există evaluări
- Velocidad de Corte IiDocument5 paginiVelocidad de Corte IiERIKA PAOLA RIZO AGUILLONÎncă nu există evaluări
- Velocidad de Corte y CorrelacionDocument8 paginiVelocidad de Corte y CorrelacionkmaciaspÎncă nu există evaluări
- Conceptos de Mecanizado PDFDocument12 paginiConceptos de Mecanizado PDFEdwin JachoÎncă nu există evaluări
- Herramentales FIME CNC 2019Document10 paginiHerramentales FIME CNC 2019Luis Fernando Lorenzo HernandezÎncă nu există evaluări
- Fórmulas y Definiciones de MecanizadoDocument24 paginiFórmulas y Definiciones de MecanizadoCar Jav EspÎncă nu există evaluări
- 04 Fresado 2 y 2.5 Ejes PDFDocument31 pagini04 Fresado 2 y 2.5 Ejes PDFrodrigo solisÎncă nu există evaluări
- Velocidades de CorteDocument5 paginiVelocidades de CorteMARCO ANTONIO HERNANDEZ FUENTESÎncă nu există evaluări
- Parametros de CorteDocument14 paginiParametros de CorteAlan Alvarado ZavalaÎncă nu există evaluări
- Tala DR AdoraDocument14 paginiTala DR AdoraNelson AlvaradoÎncă nu există evaluări
- Torneado en Seco Insertos SandvikDocument0 paginiTorneado en Seco Insertos SandvikChanel Méndez RamírezÎncă nu există evaluări
- Velocidades de CorteDocument27 paginiVelocidades de CorteCerisan Santos100% (3)
- Taladro CNC 1Document19 paginiTaladro CNC 1Noel LeonnÎncă nu există evaluări
- Taladro PedestalDocument16 paginiTaladro PedestalDennysSucÎncă nu există evaluări
- Consult A Pro Ducci On 3Document28 paginiConsult A Pro Ducci On 3Chris SeguraÎncă nu există evaluări
- Capitulo3 PDFDocument53 paginiCapitulo3 PDFmanuel gonzalezÎncă nu există evaluări
- Parámetros de FresadoraDocument3 paginiParámetros de FresadoraJuan FranciscoÎncă nu există evaluări
- TP TaladradoDocument2 paginiTP TaladradoPaula InésÎncă nu există evaluări
- Velocidades de CorteDocument28 paginiVelocidades de CorteCarlos Fredy EcheverríaÎncă nu există evaluări
- Previo Nociones de TornoDocument6 paginiPrevio Nociones de TornoGael Garcia CarranzaÎncă nu există evaluări
- Formulas para Torno y FresadoraDocument17 paginiFormulas para Torno y FresadoraMarco Salinas67% (6)
- Operaciones Principales de La FresadoraDocument6 paginiOperaciones Principales de La FresadoraJhonatan SanchezÎncă nu există evaluări
- Velocidades de Corte3 PDFDocument28 paginiVelocidades de Corte3 PDFkarlos41Încă nu există evaluări
- Epe Guia Lab 4 Mecanizado 2022 1Document44 paginiEpe Guia Lab 4 Mecanizado 2022 1Marisol ReateguiÎncă nu există evaluări
- Maquinado y TaladradoDocument43 paginiMaquinado y TaladradoDoguito RiosÎncă nu există evaluări
- Avance en La Herramienta (FN)Document3 paginiAvance en La Herramienta (FN)bilbo.za360Încă nu există evaluări
- Unidad 1-Tema 1 - Maquinado - 2024Document83 paginiUnidad 1-Tema 1 - Maquinado - 2024Markus KaufmannÎncă nu există evaluări
- TEORIADocument147 paginiTEORIA19100641Încă nu există evaluări
- Reporte de FresadoraDocument11 paginiReporte de FresadoraLuis Guillermo Baca RomeroÎncă nu există evaluări
- Velocidades y Avances de Corte en La Operación de TaladradoDocument12 paginiVelocidades y Avances de Corte en La Operación de TaladradoemilioÎncă nu există evaluări
- Velocidad de CorteDocument5 paginiVelocidad de CorteEder ChingaÎncă nu există evaluări
- Condiciones Tecnológicas para El Mecanizado CNC - v3Document25 paginiCondiciones Tecnológicas para El Mecanizado CNC - v3Astrid LealÎncă nu există evaluări
- Dinamica de Corte - EpnDocument38 paginiDinamica de Corte - EpnStevenRamosÎncă nu există evaluări
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De la EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Evaluare: 5 din 5 stele5/5 (1)
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De la EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Încă nu există evaluări
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De la EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Încă nu există evaluări
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De la EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Încă nu există evaluări
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De la EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Încă nu există evaluări
- Cartilla Docentes y Directivos Por La Continuidad Educativa VF 15.7.2021Document15 paginiCartilla Docentes y Directivos Por La Continuidad Educativa VF 15.7.2021flor1de1mar1a1neyra1Încă nu există evaluări
- LECTURA La Importancia Del Pensamiento Sistemico 1Document3 paginiLECTURA La Importancia Del Pensamiento Sistemico 1Lourdes LimaÎncă nu există evaluări
- RVM #222-2021-Planificac - Currcular 2021Document34 paginiRVM #222-2021-Planificac - Currcular 2021INOCENTE HUAMAN ASTETEÎncă nu există evaluări
- LECTURA La Importancia Del Pensamiento Sistemico 1Document3 paginiLECTURA La Importancia Del Pensamiento Sistemico 1Lourdes LimaÎncă nu există evaluări
- 2 DICIEMBRE 2020 FinalDocument24 pagini2 DICIEMBRE 2020 FinalJuan Crispin ToledoÎncă nu există evaluări
- Sesión 1Document16 paginiSesión 1Juan Crispin ToledoÎncă nu există evaluări
- LecturaDocument2 paginiLecturaJuan Crispin ToledoÎncă nu există evaluări
- Designthinking2 OficialDocument28 paginiDesignthinking2 OficialCristobal Abdias JoveÎncă nu există evaluări
- Artículo de Opinión Contaminacion Ambiental: July 2021Document4 paginiArtículo de Opinión Contaminacion Ambiental: July 2021Ismael Ríos de la CruzÎncă nu există evaluări
- Directivos Clase 1 - CL 05-11-2022Document10 paginiDirectivos Clase 1 - CL 05-11-2022Juan Crispin ToledoÎncă nu există evaluări
- Directivos Clase 1 - CL 05-11-2022Document10 paginiDirectivos Clase 1 - CL 05-11-2022Juan Crispin ToledoÎncă nu există evaluări
- LecturaDocument2 paginiLecturaJuan Crispin ToledoÎncă nu există evaluări
- Investigar El Tema Seleccionado para El Artículo de OpiniónDocument2 paginiInvestigar El Tema Seleccionado para El Artículo de OpiniónJorge Francisco Mazas Martines100% (1)
- LEC MÉTODOokDocument10 paginiLEC MÉTODOokJuan Crispin ToledoÎncă nu există evaluări
- Ficha de Monitoreo de TutoríaDocument2 paginiFicha de Monitoreo de TutoríaJuan Crispin ToledoÎncă nu există evaluări
- Lista de ParticipantesDocument4 paginiLista de ParticipantesJuan Crispin ToledoÎncă nu există evaluări
- (045-2022-Minedu) - (27-04-2022 08 - 41 - 19) - RVM - # - 045-2022-MineduDocument33 pagini(045-2022-Minedu) - (27-04-2022 08 - 41 - 19) - RVM - # - 045-2022-MineduJudith AsteteÎncă nu există evaluări
- Evaluación de Competencias Secundaria Rode - Carlos - VictorDocument47 paginiEvaluación de Competencias Secundaria Rode - Carlos - VictorJuan Crispin ToledoÎncă nu există evaluări
- Guia Herramientas TicDocument8 paginiGuia Herramientas TicJuan Crispin ToledoÎncă nu există evaluări
- Sesión Tut. 1° 2° - Sem. 26 - William BurgosDocument4 paginiSesión Tut. 1° 2° - Sem. 26 - William BurgosJuan Crispin ToledoÎncă nu există evaluări
- Procesos Pedagógicos y Didácticos PDFDocument25 paginiProcesos Pedagógicos y Didácticos PDFJuan Crispin ToledoÎncă nu există evaluări
- Norma Técnica Evaluación Competencias Emergencia Sanitaria PDFDocument13 paginiNorma Técnica Evaluación Competencias Emergencia Sanitaria PDFJimmy AGÎncă nu există evaluări
- Unidades Didacticas 2019 PDFDocument57 paginiUnidades Didacticas 2019 PDFArmandoIzarraHuaman100% (1)
- Pensamiento Critico en EducacionDocument501 paginiPensamiento Critico en EducacionJorge Hugo Rojas Beltran92% (12)
- Orientaciones EPT - CNEB - 01 - 03 - 2019 PDFDocument58 paginiOrientaciones EPT - CNEB - 01 - 03 - 2019 PDFKarmencita BardalesÎncă nu există evaluări
- Lectura Teorias Del AprendizajeDocument15 paginiLectura Teorias Del AprendizajeNancy BerduzcoÎncă nu există evaluări
- Idea NegocioDocument41 paginiIdea NegocioSANGUINARIOÎncă nu există evaluări
- Sesion - EPT2019 HuarazDocument3 paginiSesion - EPT2019 HuarazEsperanza EsmeraldaÎncă nu există evaluări
- Matriz Diagnóstico EptDocument5 paginiMatriz Diagnóstico EptJuan Crispin ToledoÎncă nu există evaluări
- Plan de Gobierno ActualDocument6 paginiPlan de Gobierno ActualJuan Crispin ToledoÎncă nu există evaluări
- Instalación Tapa Engranajes ISMDocument3 paginiInstalación Tapa Engranajes ISMMARCO ANTONIO RIQUE HERNANDEZÎncă nu există evaluări
- Esmerilado y Aserrado Manual No19Document9 paginiEsmerilado y Aserrado Manual No19Heiner Andrés García PeñaÎncă nu există evaluări
- Manu Fact Torno y MaquinadoDocument70 paginiManu Fact Torno y MaquinadoGap Tkd MartínezÎncă nu există evaluări
- Autónomo 1 Procesos de MecanizadoDocument13 paginiAutónomo 1 Procesos de MecanizadoRobbinson CastroÎncă nu există evaluări
- Proceso de MecanizadoDocument3 paginiProceso de MecanizadoJenni PulacheÎncă nu există evaluări
- Tabela de Torques Máximos PDFDocument21 paginiTabela de Torques Máximos PDFbarretohenriqueÎncă nu există evaluări
- Fresadoras y Sus AplicacionesDocument8 paginiFresadoras y Sus AplicacionesPablo Antonio CigalaÎncă nu există evaluări
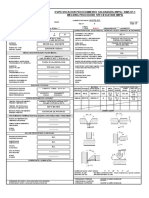
- WPS Smaw S460NL 01Document1 paginăWPS Smaw S460NL 01Jimmy David Espinoza MejiaÎncă nu există evaluări
- Serviacoples Y Mangueras Del Llano LtdaDocument200 paginiServiacoples Y Mangueras Del Llano Ltdacamilo parrÎncă nu există evaluări
- Ejemplo Sencillo Plan de Mantenimiento para Torno y FresadoraDocument11 paginiEjemplo Sencillo Plan de Mantenimiento para Torno y Fresadorafernando6897Încă nu există evaluări
- Ficha Técnica Aceros Grado Ingeniería 1020Document2 paginiFicha Técnica Aceros Grado Ingeniería 1020Robinson murilloÎncă nu există evaluări
- RODAC - Kukko-Catalogo PDFDocument167 paginiRODAC - Kukko-Catalogo PDFRodrigo Jechéla BarriosÎncă nu există evaluări
- Listaprecios (TORNILLOS)Document66 paginiListaprecios (TORNILLOS)Niño Latoso ChavezÎncă nu există evaluări
- Procesos de FabricacionDocument8 paginiProcesos de FabricacionJesus E. FajardoÎncă nu există evaluări
- Cuestionario de Máquinas y Herramientas 3Document8 paginiCuestionario de Máquinas y Herramientas 3Rodrigo Velásquez100% (1)
- Practica 1Document10 paginiPractica 1Abraham FernándezÎncă nu există evaluări
- Fresa DoraDocument5 paginiFresa Dorajuan serranoÎncă nu există evaluări
- Grapas EricoDocument20 paginiGrapas EricoAndreMarcelÎncă nu există evaluări
- Dossier Equipo EntenallaDocument4 paginiDossier Equipo EntenallaOmar GallardoÎncă nu există evaluări
- CNC Manual de ProgramaciónDocument195 paginiCNC Manual de ProgramaciónMaria Guadalupe Sanchez Villafaña100% (1)
- Mapa Mental 1 (Procesos de Manufactura)Document1 paginăMapa Mental 1 (Procesos de Manufactura)Jr StevenÎncă nu există evaluări
- La Cepilladora de Codo PDFDocument24 paginiLa Cepilladora de Codo PDFMICHEL FRANK TEJADA PERFECTOÎncă nu există evaluări
- Bomba Refrigerante Polea Tubuladura de Tubo Reg PDFDocument3 paginiBomba Refrigerante Polea Tubuladura de Tubo Reg PDFRoger SegoÎncă nu există evaluări
- TSP1 - 202 FranciscoDocument5 paginiTSP1 - 202 FranciscoFrancisco GarridoÎncă nu există evaluări
- 1 Catalogo de Piezas Adicionales PDFDocument16 pagini1 Catalogo de Piezas Adicionales PDFMostaceroDiazWislerÎncă nu există evaluări
- Teoría Examen ProcesosDocument36 paginiTeoría Examen ProcesosAntonio HernándezÎncă nu există evaluări
- Manual Marantec Comfort 220Document30 paginiManual Marantec Comfort 220ricardoalmendro9750Încă nu există evaluări
- (Mac) Drilling Cycles.Document5 pagini(Mac) Drilling Cycles.Elizabeth MendocillaÎncă nu există evaluări
- Despiece88 PDFDocument3 paginiDespiece88 PDFCristian Joel IlbayÎncă nu există evaluări
- Primer Parc Torno y FresadoraDocument5 paginiPrimer Parc Torno y FresadoraMarianitaSánchezÎncă nu există evaluări