S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- N164.UCPE12B LANmark - OF - UC - 12x - Singlemode - 9 - 125 - OS2 - PE - BlackDocument2 paginiN164.UCPE12B LANmark - OF - UC - 12x - Singlemode - 9 - 125 - OS2 - PE - BlackRaniaTortueÎncă nu există evaluări
- 2015 Grade 4 English HL Test MemoDocument5 pagini2015 Grade 4 English HL Test MemorosinaÎncă nu există evaluări
- Curriculum Policy in IndonesiaDocument23 paginiCurriculum Policy in IndonesiaEma MardiahÎncă nu există evaluări
- Green ProtectDocument182 paginiGreen ProtectLuka KosticÎncă nu există evaluări
- Week 1-2 Module 1 Chapter 1 Action RseearchDocument18 paginiWeek 1-2 Module 1 Chapter 1 Action RseearchJustine Kyle BasilanÎncă nu există evaluări
- Comparison of Multi-Coil and Diaphragm Spring ClutchesDocument3 paginiComparison of Multi-Coil and Diaphragm Spring Clutchesmasb_994077Încă nu există evaluări
- Management of StutteringDocument182 paginiManagement of Stutteringpappu713100% (2)
- Standalone Financial Results, Limited Review Report For December 31, 2016 (Result)Document4 paginiStandalone Financial Results, Limited Review Report For December 31, 2016 (Result)Shyam SunderÎncă nu există evaluări
- D&D 3.5 Edition - Fiendish Codex I - Hordes of The Abyss PDFDocument191 paginiD&D 3.5 Edition - Fiendish Codex I - Hordes of The Abyss PDFIgnacio Peralta93% (15)
- Using MonteCarlo Simulation To Mitigate The Risk of Project Cost OverrunsDocument8 paginiUsing MonteCarlo Simulation To Mitigate The Risk of Project Cost OverrunsJancarlo Mendoza MartínezÎncă nu există evaluări
- Yuzu InstallerDocument3 paginiYuzu InstallerJohnnel PrietosÎncă nu există evaluări
- Digital Signatures: Homework 6Document10 paginiDigital Signatures: Homework 6leishÎncă nu există evaluări
- Thesis Statement On Corporate Social ResponsibilityDocument5 paginiThesis Statement On Corporate Social Responsibilitypjrozhiig100% (2)
- Enzymatic Hydrolysis, Analysis of Mucic Acid Crystals and Osazones, and Thin - Layer Chromatography of Carbohydrates From CassavaDocument8 paginiEnzymatic Hydrolysis, Analysis of Mucic Acid Crystals and Osazones, and Thin - Layer Chromatography of Carbohydrates From CassavaKimberly Mae MesinaÎncă nu există evaluări
- Advantages of The CapmDocument3 paginiAdvantages of The Capmdeeparaghu6Încă nu există evaluări
- Promoting The Conservation and Use of Under Utilized and Neglected Crops. 12 - TefDocument52 paginiPromoting The Conservation and Use of Under Utilized and Neglected Crops. 12 - TefEduardo Antonio Molinari NovoaÎncă nu există evaluări
- Manual de Utilizare HUMAX DIGI TV RDSDocument116 paginiManual de Utilizare HUMAX DIGI TV RDSenamicul50Încă nu există evaluări
- SSC 211 ED Activity 4.1Document4 paginiSSC 211 ED Activity 4.1bernard bulloÎncă nu există evaluări
- Annotated Bibliography 2Document3 paginiAnnotated Bibliography 2api-458997989Încă nu există evaluări
- Dr. Babasaheb Ambedkar Technological UniversityDocument3 paginiDr. Babasaheb Ambedkar Technological UniversityalfajÎncă nu există evaluări
- State Common Entrance Test Cell: 3001 Jamnalal Bajaj Institute of Management Studies, MumbaiDocument9 paginiState Common Entrance Test Cell: 3001 Jamnalal Bajaj Institute of Management Studies, MumbaiSalman AnwarÎncă nu există evaluări
- Sip Poblacion 2019 2021 Revised Latest UpdatedDocument17 paginiSip Poblacion 2019 2021 Revised Latest UpdatedANNALLENE MARIELLE FARISCALÎncă nu există evaluări
- Brochure - Actiwhite PWLS 9860.02012013Document12 paginiBrochure - Actiwhite PWLS 9860.02012013J C Torres FormalabÎncă nu există evaluări
- Deictics and Stylistic Function in J.P. Clark-Bekederemo's PoetryDocument11 paginiDeictics and Stylistic Function in J.P. Clark-Bekederemo's Poetryym_hÎncă nu există evaluări
- Project Report On HeritageDocument39 paginiProject Report On HeritageBALA YOGESH YANDAMURIÎncă nu există evaluări
- CMS156Document64 paginiCMS156Andres RaymondÎncă nu există evaluări
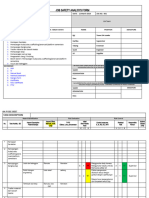
- JSA FormDocument4 paginiJSA Formfinjho839Încă nu există evaluări
- Lenovo S340-15iwl Compal LA-H101P SchematicDocument53 paginiLenovo S340-15iwl Compal LA-H101P SchematicYetawa Guaviare100% (4)
- Robert Egby - DecreesDocument9 paginiRobert Egby - DecreesmuzickaueÎncă nu există evaluări
- Computer Science HandbookDocument50 paginiComputer Science HandbookdivineamunegaÎncă nu există evaluări